Виды отпуска стали
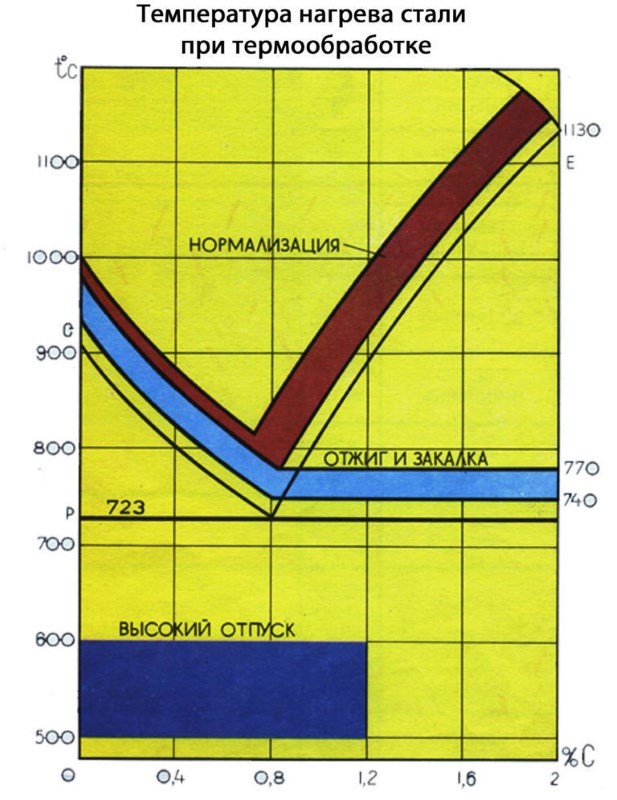
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Отпуск углеродистой и среднелегированных сталей
После закалки изделия подвергаются отпуску при различных температурах. Отпуск бывает низко-, средне- и высокотемпературным.
Температура низкотемпературного отпуска (150 — 250° С) выбирается в зависимости от химического состава так, чтобы получить требуемые механические свойства.
Низкотемпературный отпуск
В большинстве случаев считают, что низкотемпературный отпуск предназначен лишь для снижения внутренних напряжений первого рода, и совершенно не учитывают существенное повышение прочности. Однако, снижение напряжений первого рода при низкотемпературном отпуске приводит к существенному повышению сопротивления отрыву. Повышаются прочность, пластичность и вязкость закаленной стали. Для этого отпуск при температуре 150 — 250° С должен быть не менее 2 — 5 ч.
Среднетемпературный отпуск
Среднетемпературный отпуск производится при температуре 300 — 450° С. В углеродистой стали происходит практически полное выделение углерода из решетки Fe, и структура представляет собой дисперсную смесь кристаллов феррита и цементита (троостит). В легированных сталях процесс распада затягивается до более высоких температур. Время отпуска выбирается в соответствии с требованиями по механическим свойствам. При этих температурах производится отпуск рессор и пружин. Основными легирующими элементами, используемыми для легирования рессорных и пружинных сталей, являются марганец, кремний (стали 60Г, 60С). Иногда применяется хром и ванадий (сталь 50ХФА). Для изготовления мелких пружин применяется холодноволоченая проволока ОВС (содержание углерода 0,9%), подвергаемая после навивки отпуску при температуре 350° С для стабилизации размеров. Тонкие и плоские пружины изготавливают из закаленной стали У9. Среднетемпературный отпуск обеспечивает наиболее высокий предел упругости, усталости при умеренной пластичности и вязкости. Отпуск пружин и рессор производится обычно на специальных оправках или приспособлениях.
Высокотемпературный отпуск
Высокотемпературный отпуск производится при температуре 500 — 650°С. Структура стали состоит из рекристаллизованиых зерен феррита и карбидов (сорбит). Цель его — получение определенного сочетания прочностных свойств.
Термическая обработка, состоящая из закалки и высокотемпературного отпуска, называется улучшением. В качестве улучшаемых используют среднеуглеродистые стали с содержанием различного количества легирующих элементов: хрома, никеля, марганца, кремния, молибдена и вольфрама (стали 40, 45, 40Х, 45Х, 40ХНМ). Часто в качестве улучшаемых используют стали с меньшим содержанием углерода (18Х2Н4ВА) и нержавеющие.





Температура и время
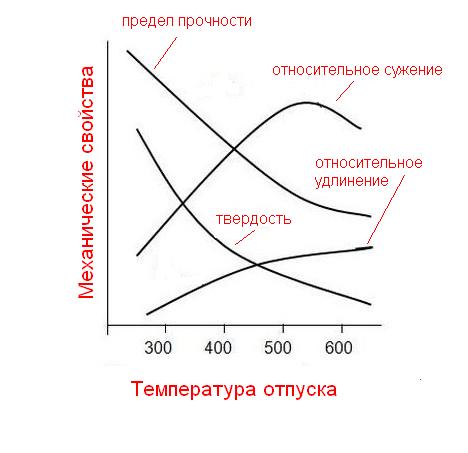
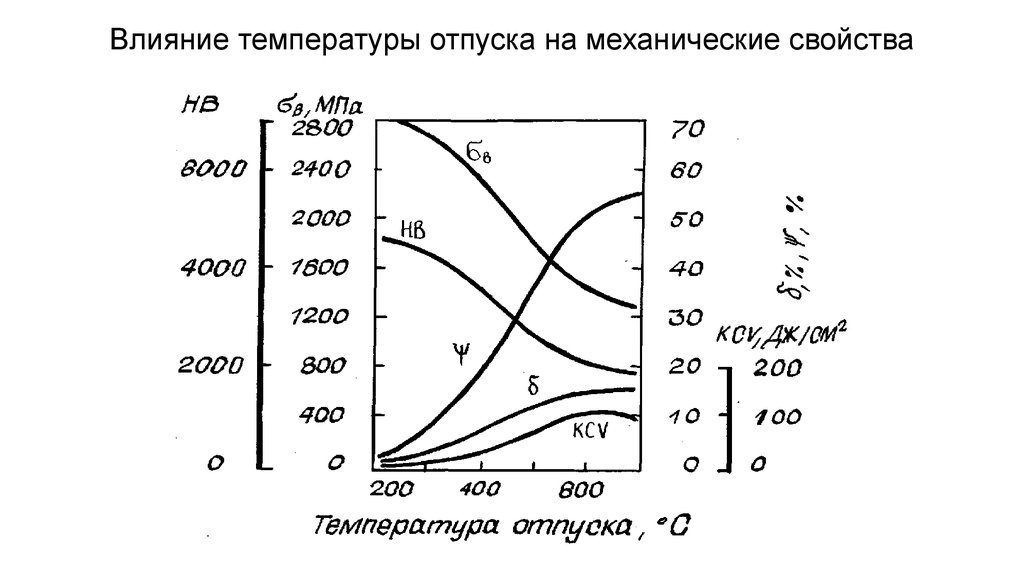
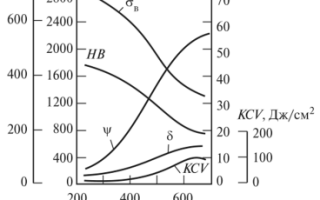
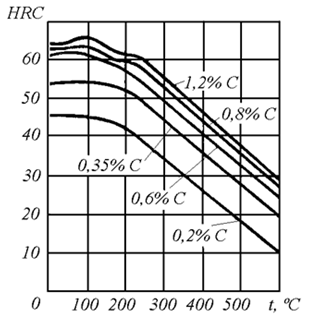
Температуру и время отпуска выбирают исходя из требуемых для деталей механических свойств, используя диаграммы зависимости механических свойств от температуры отпуска. Однако эти диаграммы построены для определенного химического состава. Фактически, вследствие колебания химического состава стали в пределах марки, возникает колебание механических свойств Большое значение для получения заданных механических свойств имеет длительность выдержки при отпуске. Ее выбирают так, чтобы обеспечить полный прогрев изделия и дополнительную выдержку для получения заданных свойств. Чем выше температура, тем меньше должна 6ыть выдержка для получения одинаковых свойств. Для получения более высокой пластичности и вязкости при одинаковой прочности выгодно применять более высокую температуру отпуска. Но это требует от термиста высокой квалификации. Практически для верхнего и нижнего пределов по химическому составу применяемых марок сталей необходимо построить соответствующие графики и по ним устанавливать режим отпуска.
Повышение производительности
При массовом производстве для получения стабильных механических свойств стремятся сужать пределы по химическому составу (селективные марки). Это создает определенные затруднения металлургическим заводам при выплавке стали, поэтому на одном предприятии для различных деталей желательно применять близкие по химическому составу стали.
Многие улучшаемые стали склонны к отпускной хрупкости второго рода (чувствительность к скорости охлаждения). Чтобы вязкость не снижалась, после выдержки при температуре отпуска производится ускоренное охлаждение. Некоторые стали (40ХНМА, 18ХН4ВА), содержащие молибден и вольфрам, практически не склонны к отпускной хрупкости, поэтому могут охлаждаться после отпуска с низкой скоростью.
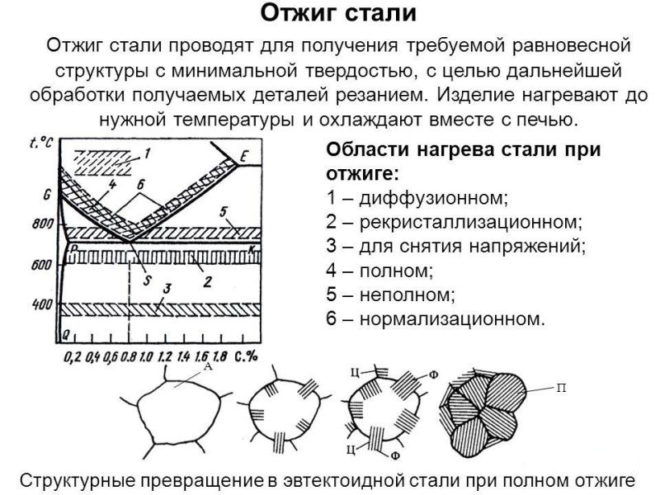
отжиг
Отжиг включает нагревание стали до заданной температуры, а затем охлаждение с очень медленной и контролируемой скоростью.
Отжиг обычно используется для:
- Смягчить металл для холодной обработки
- Улучшить обрабатываемость
- Повысить электрическую проводимость
Отжиг также восстанавливает пластичность . Во время холодной обработки металл может закаляться до такой степени, что любая дополнительная работа приведет к растрескиванию. За счет предварительного отжига металла холодная обработка может происходить без риска растрескивания, поскольку отжиг снимает механические напряжения, возникающие при обработке или шлифовании.
Отжиг используется для стали, однако другие металлы, в том числе медь , алюминий и латунь, могут подвергаться процессу, называемому отжигом в растворе.
Большие печи используются для отжига стали. Внутренняя часть печи должна быть достаточно большой, чтобы воздух мог циркулировать вокруг металла. Для крупногабаритных изделий используются газовые конвейерные печи, в то время как печи с нижним вагоном более практичны для небольших кусков металла.
Во время процесса отжига металл нагревают до определенной температуры, при которой может происходить рекристаллизация . На этом этапе устраняются любые дефекты, вызванные деформацией металла. Металл выдерживают при этой температуре в течение фиксированного периода, затем охлаждают до комнатной температуры.
Процесс охлаждения должен выполняться очень медленно, чтобы получить утонченную микроструктуру, что максимизирует мягкость. Это часто делается путем погружения горячей стали в песок, пепел или другие вещества с низкой теплопроводностью или путем выключения печи и охлаждения стали в печи.
Что такое отпуск?
Отпуск металла — термический процесс, который применяется для всех закалённых деталей. Многие начинающие мастера не понимают, насколько для материала важна совокупность этапов термической обработки. Термообработка металлов позволяет улучшить характеристики металлической детали. В ходе подобной обработки изменяется структура стали. Из-за этого ухудшаются или улучшаются отдельные свойства материала.
Такая термообработка позволяет снять внутреннее напряжение, образующееся после закалки стали. Если этого не сделать материал будет хрупким и не выдержит серьёзных нагрузок. Помимо снятия внутренних напряжений, этот процесс увеличивает твердость стали. Это важная особенность при изготовлении инструментов и деталей для промышленного оборудования.
Температурный режим выбирают в зависимости от того, какую марку материала будут обрабатывать. Исходя из этого металл можно охлаждать в разных растворах:
- в емкостях, заполненных расплавленной щелочью;
- в ваннах, заполненных селитрой;
- в емкостях с маслом или водой.
На производстве металлические детали охлаждают в печах. При этом на оборудование устанавливается система принудительной вентиляции.






Какие бывают дефекты при закалке металла
При несоблюдении режимов закалки могут появляться следующие дефекты:
- трещины или коробление. Причина — внутреннее напряжение. Если коробление поддаётся рихтовке и выпрямлению, то трещины исправить никак нельзя. Это — окончательный брак;
- пережог, который представляет из себя окислы по границам зёрен, возникающие из-за проникновения внутрь металлических изделий кислорода. Пережог возможен при нагреве металла до температуры, близкой к температуре плавления. Такой металл не подлежит исправлению;
- перегрев. При нагреве металла свыше температуры каления происходит его перегрев, в результате которого образуется крупная структура. Такой металл обладает повышенной хрупкостью. Исправляется при помощи отжига и новой закалки;
- низкая твёрдость. Недостаточная твёрдость получается при низкой температуре нагревания, недостаточной выдержке при необходимой температуре и маленькой скорости охлаждения. Данный дефект легко исправить при помощи отжига и ещё одной закалки;
- окисление и обезуглероживание, которое происходит при воздействии металла с воздухом и печными газами. Окисленный слой, окалина, наносит непоправимый вред производству, ибо такой дефект исправить нельзя. Чтобы избежать проблемы, необходимо использовать печи с защитной атмосферой.

Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым. Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато. Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.

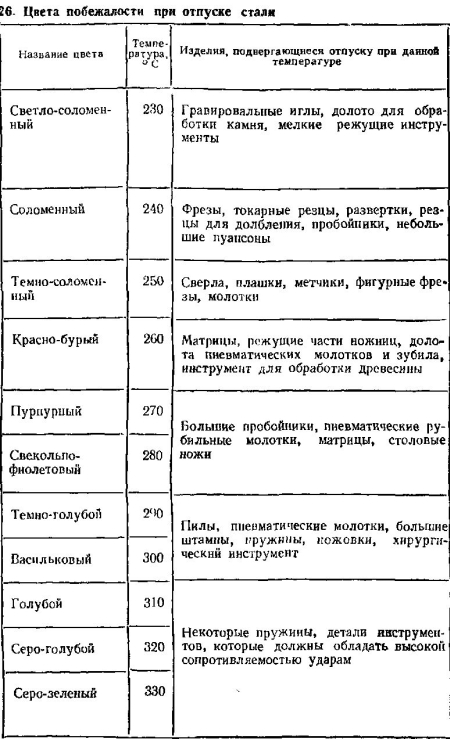
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск. Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Читать также: Метчики для нарезания резьбы дюймовые
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
После каждого этапа, на котором появляются продукты окисла (цвета побежалости), изделие следует охлаждать в соленой воде или масле. В чистой воде заготовку не следует охлаждать ни после закаливания, ни во время отпуска – из-за слишком высокой скорости охлаждения изделие может дать трещины. Ни вода, ни масло полностью не соответствуют необходимым требованиям к закалке углеродной стали: быстрое охлаждение до 550 °С и более медленное с 300 °С до 200 °С. Поэтому воду используют в комбинации с маслом: сперва в воду, а потом в масло. Такой способ применяют на инструментальных сталях и именуют «в масло через воду». А вот легированные стали можно закалять только в масле.

Цвета побежалости на клинке коллекционного ножа «Зомби»– неудаленные после отпуска окислы
Способы охлаждения при закаливании
Широко используемые в промышленности способы охлаждения металла при закалке на воду и в масле. Самый древний состав для закалки мечей и других тонкостенных предметов — соляной раствор. Закалку производили кузнецы, используя нагрев под ковку и тепло, выделяемое деформацией.
Красные сабли, мечи, ножи опускали в мочу рыжих парней. В Европе их просто вонзали в тела живых рабов. Коллоидный состав, содержащий соли и кислоты, позволял с оптимальной скоростью охладить сталь и не создавать лишних напряжений и поводки.
В настоящее время используют различные солевые натриевые растворы, селитру и даже пластиковую стружку.
Режимы закалки сталей
Существует несколько режимов закалки сталей. Каждый режим используется для обработки металла под конкретную отрасль производства. Все способы имеют свои достоинства и недостатки, и на текущий момент нет какого-либо универсального метода, лишенного слабых сторон. Поэтому рассмотрим все варианты. Первый подразумевает закалку углеродистой стали с применением одного охладителя. Это самый простой способ, так как не требует соблюдения каких-либо особых условий. Его недостатком является очень сильное закалочное напряжение, которое испытывает металл при обработке. Если неправильно рассчитать температурный режим, то закалка может привести к разрушению сплава.





Второй метод подразумевает охлаждение металла в двух разных средах. Сначала нагретую сталь кладут в воду, где охлаждают до 300 градусов по Цельсию, а затем переносят в масло, где она проходит окончательное охлаждение. Это позволяет значительно снизить напряжение, но метод имеет сложную реализацию, так как трудно рассчитать, когда именно необходимо менять среду охлаждения.
Ступенчатая закалка применяется для небольших предметов. Она делается в несколько этапов. На первом горячее изделие помещают в расплав солей или металлов, который имеет температуру на 50 градусов выше точки начала мартенситного превращения. А когда температуры сплава и среды уравняются, сталь переносят в воду, где она окончательно остывает. Этот метод дает очень хорошие результаты, но требует дополнительных затрат на создание технологических условий.

Изотермическая закалка также подразумевает использование в качестве охлаждающей среды не воды или масла, а расплава солей или щелочей. Но в отличие от предыдущего метода здесь материал проходит полный цикл охлаждения в расплаве. Твердость стали после закалки такого типа является наивысшей, так как аустенит переходит в состояние цементита. Это означает, что атомы углерода еще более глубоко внедряются в структуру железа, создавая очень прочные межмолекулярные связи.
Последний способ — закалка с самоотпуском. Он подразумевает, что нагретую деталь помещают в охлаждающую среду, но не дают ей полностью остыть. Изделие вынимают из охладителя, вследствие чего поверхность снова нагревается за счет сохраненной внутренней теплоты. Такой способ позволяет получать особый вид стали, который сочетает твердость на поверхности и вязкость внутри. Все перечисленные режимы закалки стали используются в равной мере в зависимости от необходимости.
Свойства стали после закалки
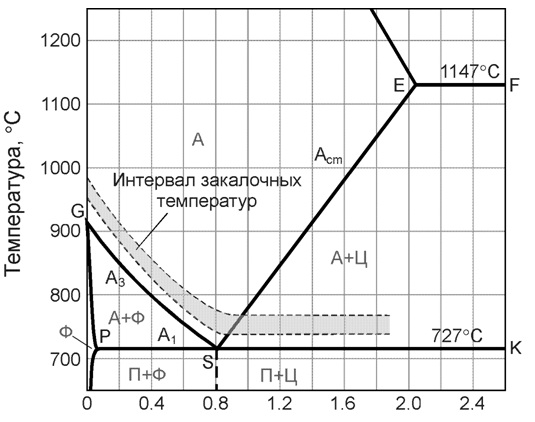
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
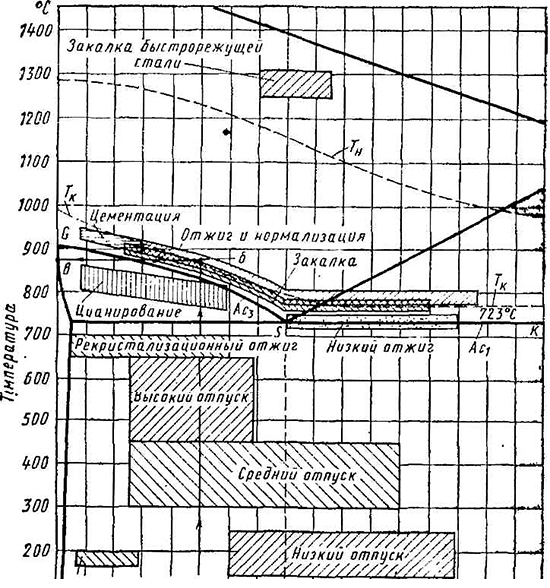
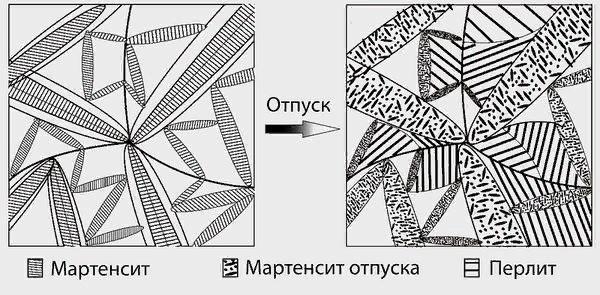
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).
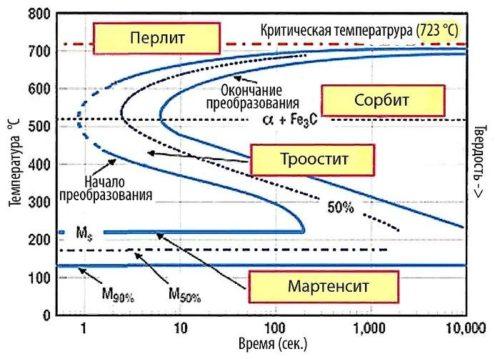
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Отпускная хрупкость
Параллельно с увеличением значения температуры отпуска, возрастает ударная вязкость, охлаждение не воздействует на характеристики. Для отдельных марок стали, характерно понижение указанного показателя, дефект носит название «отпускная хрупкость».
Отмечается два вида явления, каждое из которых выделяется спецификой формирования, последующим результатом
Обратите внимание на особенности каждого из них, от этого зависит разработка технологического процесса создания заготовки
Отпускная хрупкость 1 рода
Возникает, когда область температур проходит значение 300 ºC. Это не связано параметрами охлаждения заготовки, на заключительном этапе обработки. Подобное проявление вызвано разницей уровней превращения мартенсита в создаваемой заготовке. Измеренное значение хрупкости необратимо, даже при нагреве этого элемента повторно, оно не будет проявляться, следовательно, структура сохраняется в стабильном состоянии.





Отпускная хрупкость 2 рода
Явление проявляется в структуре легированных марок стали, когда осуществляется медленное их охлаждение. Устанавливается температура 450-650 ºC. Когда при отливке заготовки имеет место высокий отпуск, по границам металла отмечается выделение дисперсных включений карбидов. При рассмотрении, приграничная зона объединяется, благодаря наличию легирующих компонентов.
Когда осуществляется плавное охлаждение, формируется диффузия, она проявляется острее к границам зерна. Части структуры в приграничной области обогащаются фосфором. Это проявление позволит понизить уровень ударной вязкости, а также прочность. Отмечено как обратимый процесс, при вторичном нагреве, плавном охлаждении до нужного значения, если установлен опасный для показателей интервал, дефект имеет все шансы возникнуть заново. Стали, имеющие склонность к формированию в структуре хрупкости данного рода, не могут нагреваться до 650 ºC.
Принимается решение провести отпуск того или иного вида, в зависимости от характеристик заготовки, эксплуатационных показателей, а также потребностей производственного процесса
Важно соблюсти температуру, в дальнейшем осуществлять естественное охлаждение заготовки, что позволит добиться внушительного результата. В процессе нет ничего сложного, если заблаговременно проработать карту технологических операций
Рейтинг: /5 —
голосов
Закаливаемость и прокаливаемость. Способы закалки. Охлаждающие среды. Дефекты закалки.
Закаливаемость
– способность стали повышать твердость
в результате закалки.. Чем больше t,
тем выше твердость. Прокаливаемость –
способность стали получать закаленный
слой с мартенситной или троосто-мартенситной
структурой и высокой твердостью на ту
или иную глубину. Определяется скоростью
охлаждения. Диаметры заготовки, в центре
которой после закалки в данной охлаждающей
среде образуется полумартенситная зона
– называют критическим диаметром ДК.
Прокаливаемость тем выше, чем меньше
скорость закалки. Способы закалки: 1)
закалка в одном охладителе. «+»: простота;
«-» большие внутренние напряжения в
детали 2) прерывистое охлаждение в одном
охладителе до t
300-350, перенос в другой охладитель (масло
или воду) «+»снижаются внутр напряжения,
«-» высокая квалификация рабочих,
нестабильный результат 3) ступенчатая
закалка – нагретую деталь помещают в
соляную ванну с t
несколько выше начала М превращения.
После небольшой выдержки для выравнивания
t
по всему объему, охлаждение осуществляется
в другом охладителе (на воздухе).
«+»ликвидируются предыдущие недостатки,
«-» скорость охлждения низкая, соляная
ванна агрессивна. 4) изотермическая
закалка – длит выдержка в закалочной
ванне при t
выше М точки. Твердость низкая, но нет
внутренних напряжений. 5) Закалка с
самоотпуском – суть закалки – отпуск
производится за счет тепла массивной
части изделия. Чаще всего для закалки
используют следующие жидкости: воду,
водные растворы щелочей и солей, масла.
Вода, как охлажд жидкость имеет ряд
недостатков: высокая скорость охлаждения
приводит к образованию закалочных
дефектов, с повышением t
воды резко ухудшается ее закалочная
способность. Наиболее высокой и
равномерной охлаждающей способностью
обладают холодные 8-12% водные растворы
NaCl
и Na
OH.
Масло, как закалочная среда имеет след
«+»: небольшая скорость охлаждения и
постоянство закаливающей способности.
К «-» относятся повышенная воспламеняемость,
повышенную стоимость и т.д. Начинается
применение охлаждения под давлением в
среде азота, аргона, водорода.
38. Основы
химико–термической обработки
Под химико–термической
обработкой понимают насыщение поверхности
металла элементами повышающими какие–либо
свойства. Например: твердость,
износостойкость, морозостойкость,
коррозионную стойкость.
Поверхностная
обработка обеспечивает хорошее сочетание
твердости поверхностного слоя детали
с вязкостью сердцевины. Для обеспечения
такого сочетания кроме химико–термической
обработки применяют и поверхностную
закалку, которая относится к разряду
местной обработки. Поверхность детали
нагревают пламенем ацетилено–кислородной
горелки или чаще током высокой
частоты(ТВЧ). Нагрев ТВЧ осуществляется
в 1000 раз быстрее по сравнению со скоростью
нагрева в печах или в ваннах. После
нагрева следует охлаждение со скоростью
выше критической.
Нагрев ТВЧ
обеспечивает прогрев до температур
выше критической только поверхностного
слоя. Сердцевина детали остается не
прогретой => после закалки на поверхности
формируется структура мартенсита,
тогда, как в сердцевине детали структура
характерна структуре отожженной стали.
В отличие от поверхностной закалки ХТО
имеет ряд преимуществ:
1.ХТО можно подвергать
детали независимо от их размеров или
форм.
2.При ХТО достигается
большая разница в свойствах поверхности
и серцевины.
3.После ХТО можно
исправить структуру(например: изменить
зерно) последующей термической обработки.
Процесс ХТО
складывается из 3–х составных:
1.распад молекул
газа с образованием активных атомов
насыщенного элемента. Это диссоциация.


2.Поглощение атомов
насыщенного элемента поверхностью
детали–абсорция.
3.Диффузия атомов
насыщенного элемента в глубь
металла.Различают:
a)
Самодиффузию
– происходит перескок атомов основного
металла в собственность кресталической
решетки. Он не сопровождается изменением
концентрации вещества.
б)
Гедротиффузию–происходит
перемещение атомов чужеродного элемента
к кресталлической решетке основного
металла, сопровождается изменением
концентрации диффундизующего элемента
от поверхности в сердцевине в сторону
уменьшения.
Вид ХТО определяется
названием диффузирующего элемента.
Если насыщают поверхность детали
углеродом, процесс называют цеминтацией,
азотом–ахотированием и т.д. совместное
насыщение углеродом и азотом–ционированием.







