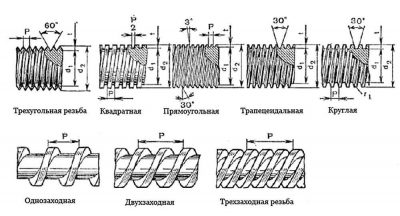
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
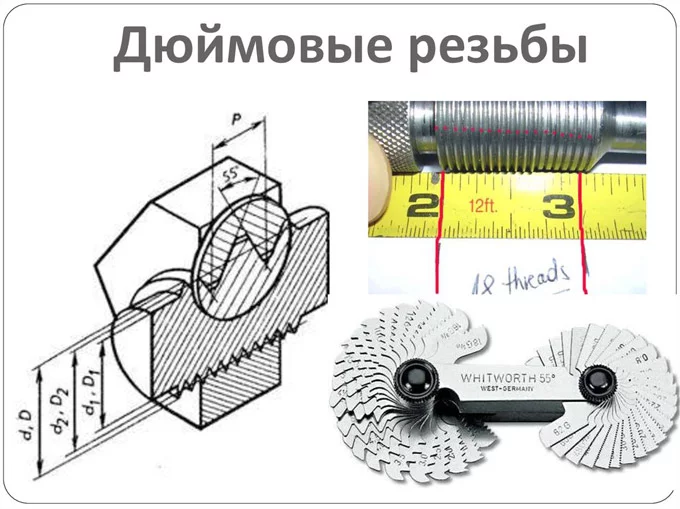
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.







Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая (рис. 7), трубная коническая (рис. 8) и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.



Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
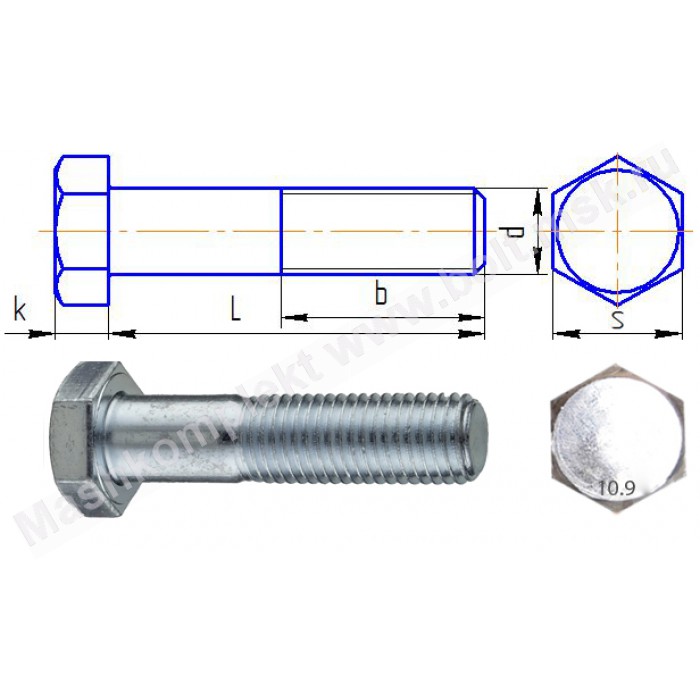
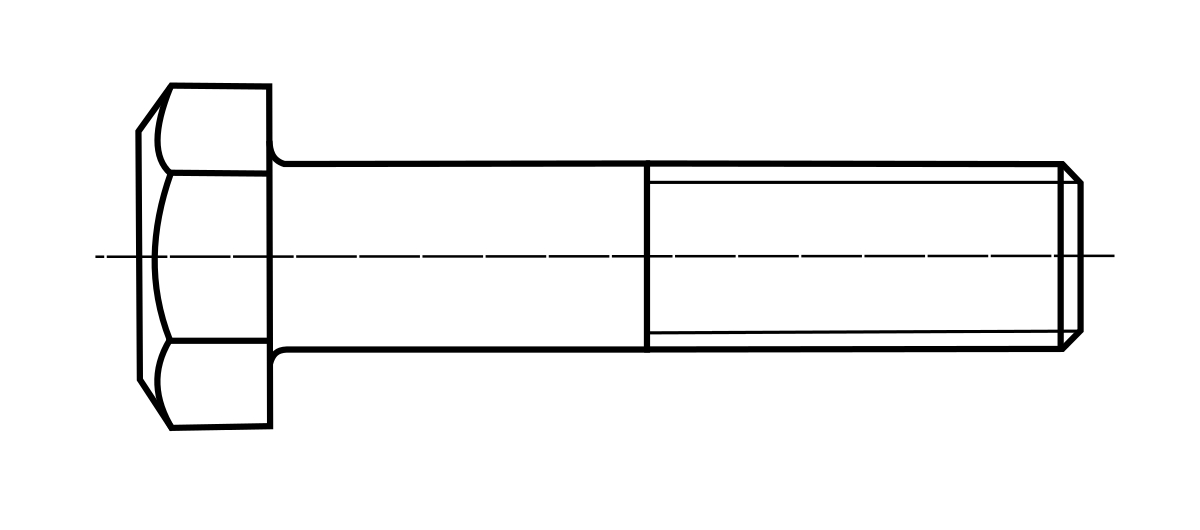
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам:
на срез
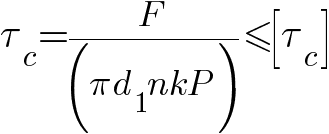
csmcsm
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.






Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез
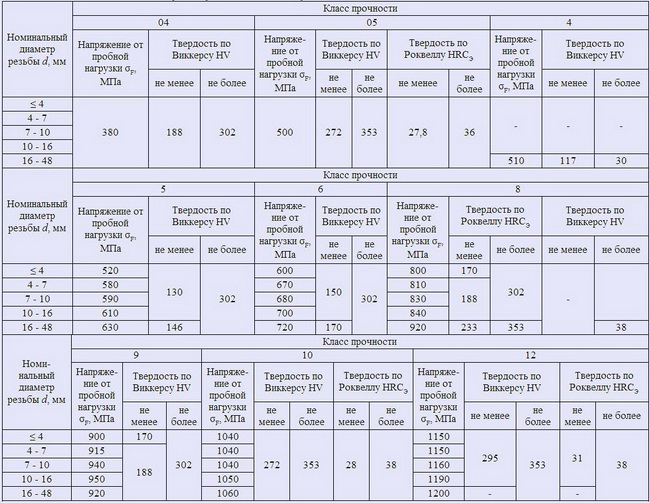
Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
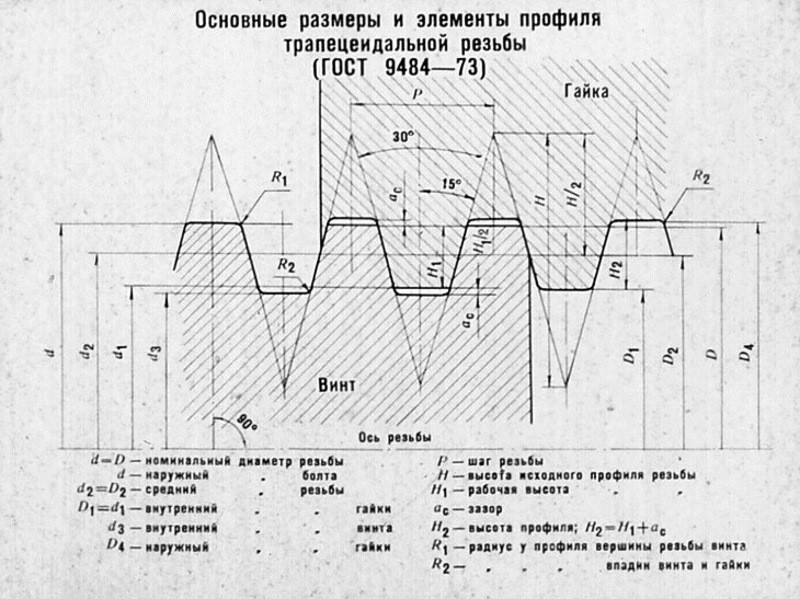
Особенности трапецеидальной резьбы
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.
Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах.
На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.

Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
Что такое резьба и ее виды
- 1 Что такое резьба и ее виды
- 1.1 Виды резьб
- 1.2 Где какая используется
- 2 Виды трубной резьбы
- 2.1 Цилиндрическая трубная резьба: особенности, обозначение, размеры
- 2.2 Коническая трубная резьба: особенности, таблица размеров, обозначение
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.






Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81. Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах. Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.










Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Шаг для основной и мелкой резьбы / ЦКИ
| M1 | 0.25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
| M1.6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M2 | 0.4 | (0.25) | — | — |
| M2.2 | 0.45 | (0.25) | — | — |
| M2.5 | 0.45 | (0.35) | — | — |
| M3 | 0.5 | (0.35) | — | — |
| M3.5 | 0.6 | (0.35) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1.0 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1.0 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1.0 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1.0 |
| M14 | 2.0 | 1.5 | 1.25 | 1.0 |
| M16 | 2.0 | 1.5 | — | 1.0 |
| M18 | 2.5 | 2.0 | 1.5 | 1.0 |
| M20 | 2.5 | 2.0 | 1.5 | 1.0 |
| M22 | 2.5 | 2.0 | 1.5 | 1.0 |
| M24 | 3.0 | 2.0 | 1.5 | 1.0 |
| M27 | 3.0 | 2.0 | 1.5 | (1.0) |
| M30 | 3.5 | 2.0 | 1.5 | (1.0) |
| M33 | 3.5 | 2.0 | 1.5 | — |
| M36 | 4.0 | 3.0 | 2.0 | 1.5 |
| M39 | 4.0 | 3.0 | 2.0 | 1.5 |
| M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Особенности некоторых монтажных операций
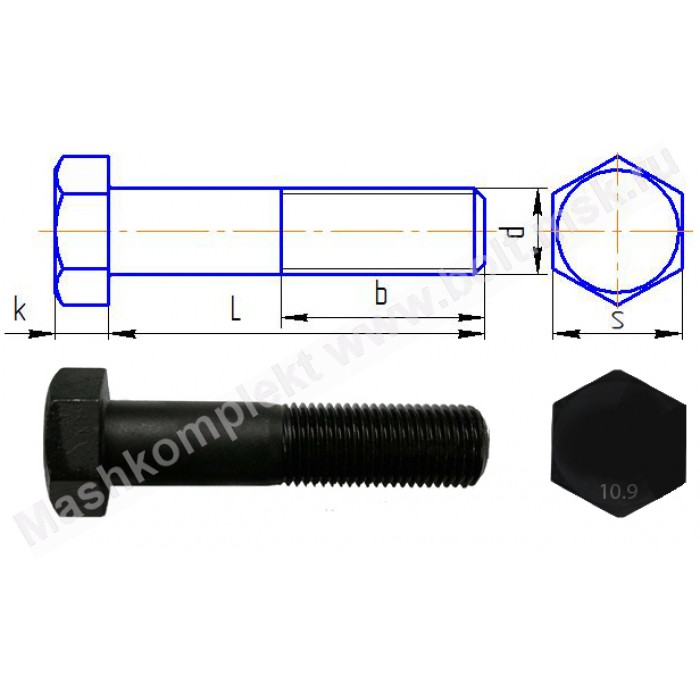
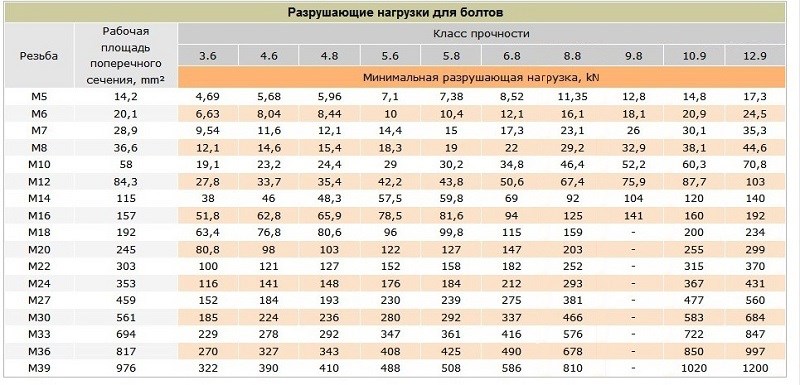
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек — это, пожалуй, самый распространённый вид соединений в современной технике
Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования
В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.

История
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 364 дня].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.





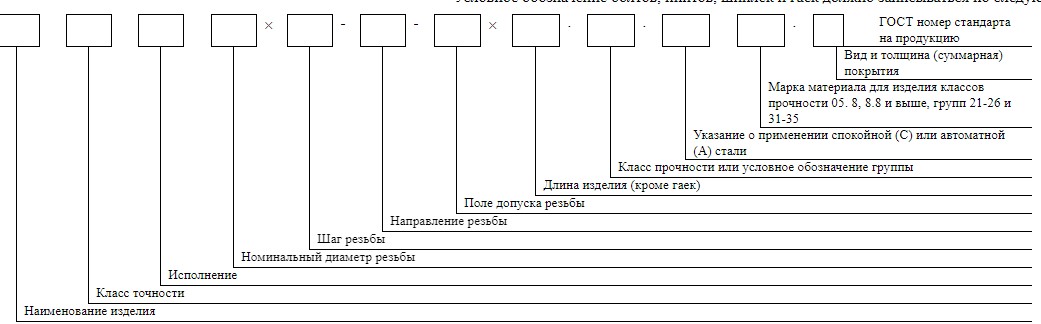


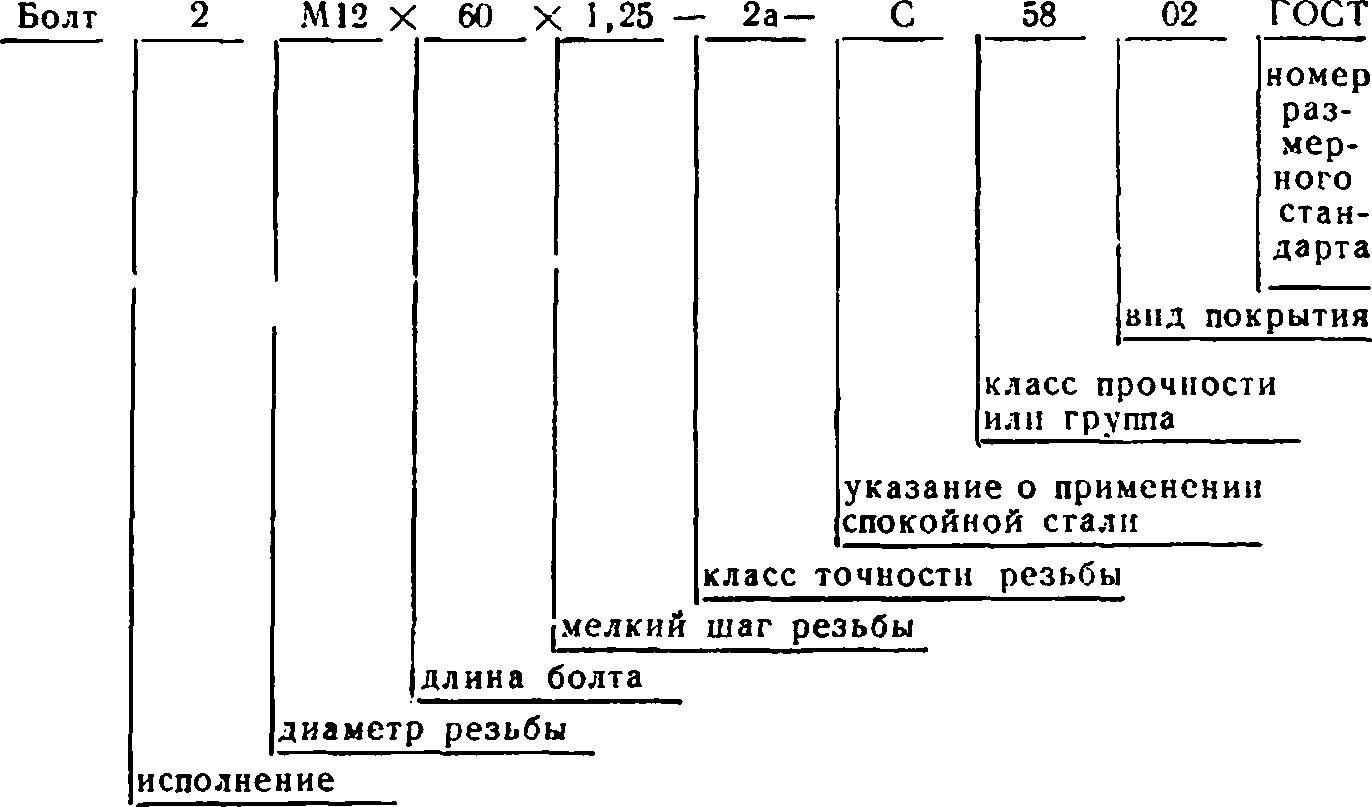
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.







