Конструкционные материалы деталей ЦПГ
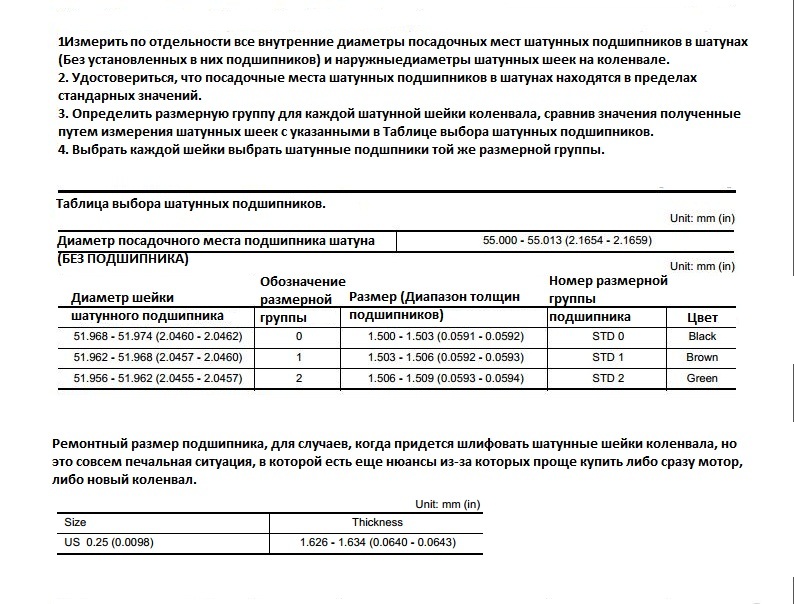
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.
Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.

Поршневая группа: комплектация и устройство
Поршневая группа – это поршень и группа уплотняющих колец. Так же в неё входит поршневой палец и детали крепления. Стоит рассмотреть назначение данного механизма.
За счет него воспринимается давление газа и передается через шатун на коленвал. Так же благодаря такому механизму, как поршневая группа, уплотняется надпоршневая полость цилиндра. Таким образом он будет защищен от излишнего попадания в картер смазочного масла и газов. Данная функция имеет огромное значение для хорошей работы двигателя. О том, в каком техническом состоянии он находится, судят по уплотняющей способности. К примеру, в машинных двигателях не допускается, чтобы расход масла составлял больше, чем три процента от расхода горючего.








Поршневая группа свою работу осуществляет еще и в тяжелых климатических условиях. Именно поэтому детали данного механизма обладают высокой тепловой напряженностью, а это учитывается, когда для них выбирается материал и конструкция. Их элементы обычно производители разрабатывают, учитывая тип двигателей и назначение (транспортные, стационарные, дизельные, формированные и т.д.). Однако общее устройство все равно остается прежним. Итак, следует рассмотреть, из чего же комплектуется поршневая группа.
Тронковая часть (направляющая) еще называется поршневой юбкой. Она изнутри имеет приливы, в них просверлены отверстия для поршневого пальца. Нижняя кромка юбки используется часто как технологическая база при обработке поршня. Она для этого снабжена растачиваемым буртиком. Кроме того, стенки юбки еще воспринимают силы бокового давления, а это увеличивает их трение о цилиндровые стенки и повышает нагрев цилиндра и поршня.
Поршневая головка несет поршневые кольца и имеет днище. Нижняя канавка имеет дренажные отверстия, через них отходит смазочное масло, чтобы оно не попало случайно в камеру сгорания. Её днище – это одна из камерных стенок. Она воспринимает значительное давление газов. Само днище может быть плоским, вогнутым, выпуклым или фигурным. Опять-таки, его форма выбирается при учете типа двигателя, а также камеры сгорания.
Нельзя не упомянуть про такой механизм, как цилиндро-поршневая группа. Главные дефекты блоков цилиндра – это трещины, сколы и износ. Эти неисправности устанавливаются после тщательного осмотра, опрессовки и обмера цилиндра. При этом процессе на блок нужно установить головку или же чугунную плиту (обязательна резиновая прокладка). Вообще, данная группа отличается жаростойкой сталью и масляным охлаждением, которое осуществляется за счет циркуляционной общей системы смазки главного дизеля. Если обеспечить хороший уход механизму и качественное масло, то можно легко увеличить срок работы поршней и цилиндров.
И еще один механизм – шатунно-поршневая группа. Поршень – литой и алюминиевый. Наружная поверхность обладает весьма сложной формой. Поршневой палец – полый и стальной, он свободно вращается во втулке шатуна и поршневых бобышках. А кольца поршня выполнены из чугуна. И, конечно же, шатун – кованый и стальной. В его верхней головке имеется втулка из смеси стали и бронзы, что положительно отражается на работе всей группы.
Что представляют собой цилиндр и поршень?

В двигателях современных автомобилей от 2 до 16 цилиндров, объединенных в единый прочный корпус – блок цилиндров. Количество цилиндров определяет мощность силового агрегата.
Внутренняя часть цилиндра, которая является его рабочей поверхностью, называется гильзой, внешняя часть, составляющая единое целое с корпусом блока, – рубашкой. По каналам рубашки циркулирует охлаждающая жидкость.
Внутри цилиндра совершает возвратно-поступательное движение поршень. Он передает усилие, возникающее от давления газов, на шатун, герметизирует камеру сгорания и отводит от нее излишек тепла.

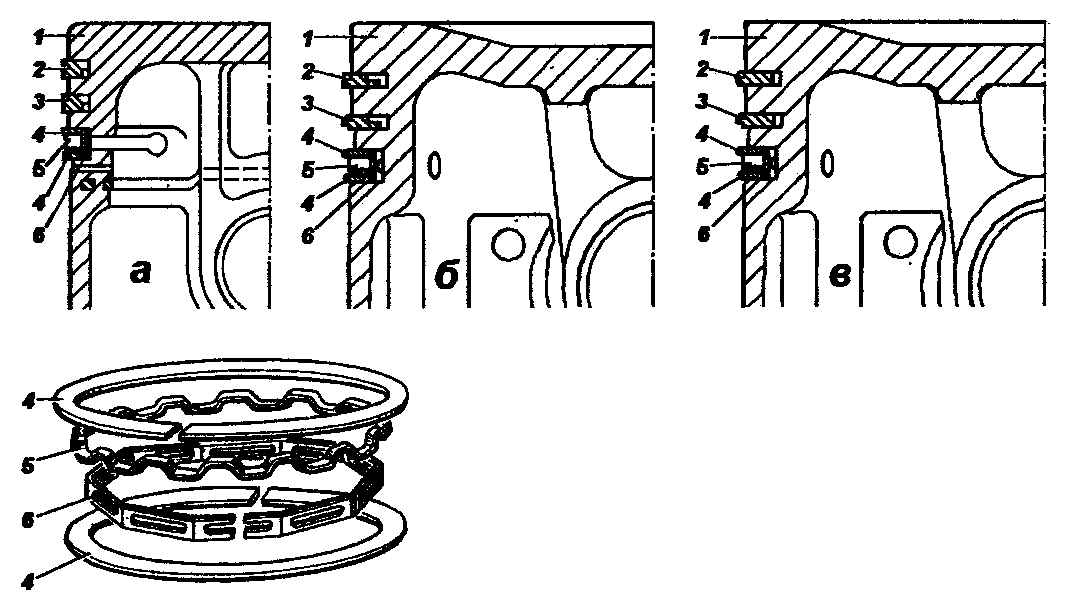
Поршень имеет вид перевернутого стакана, состоит из головки (днища), уплотняющих колец и направляющей части (юбки).
В бензиновых двигателях используются поршни с плоским днищем – они проще в изготовлении, меньше нагреваются при работе. Иногда в них выполняются канавки, способствующие полному открытию клапанов. Поршни дизельных двигателей имеют выемку заданной формы на дне, чтобы воздух, поступающий в цилиндр, лучше перемешивался с топливом.
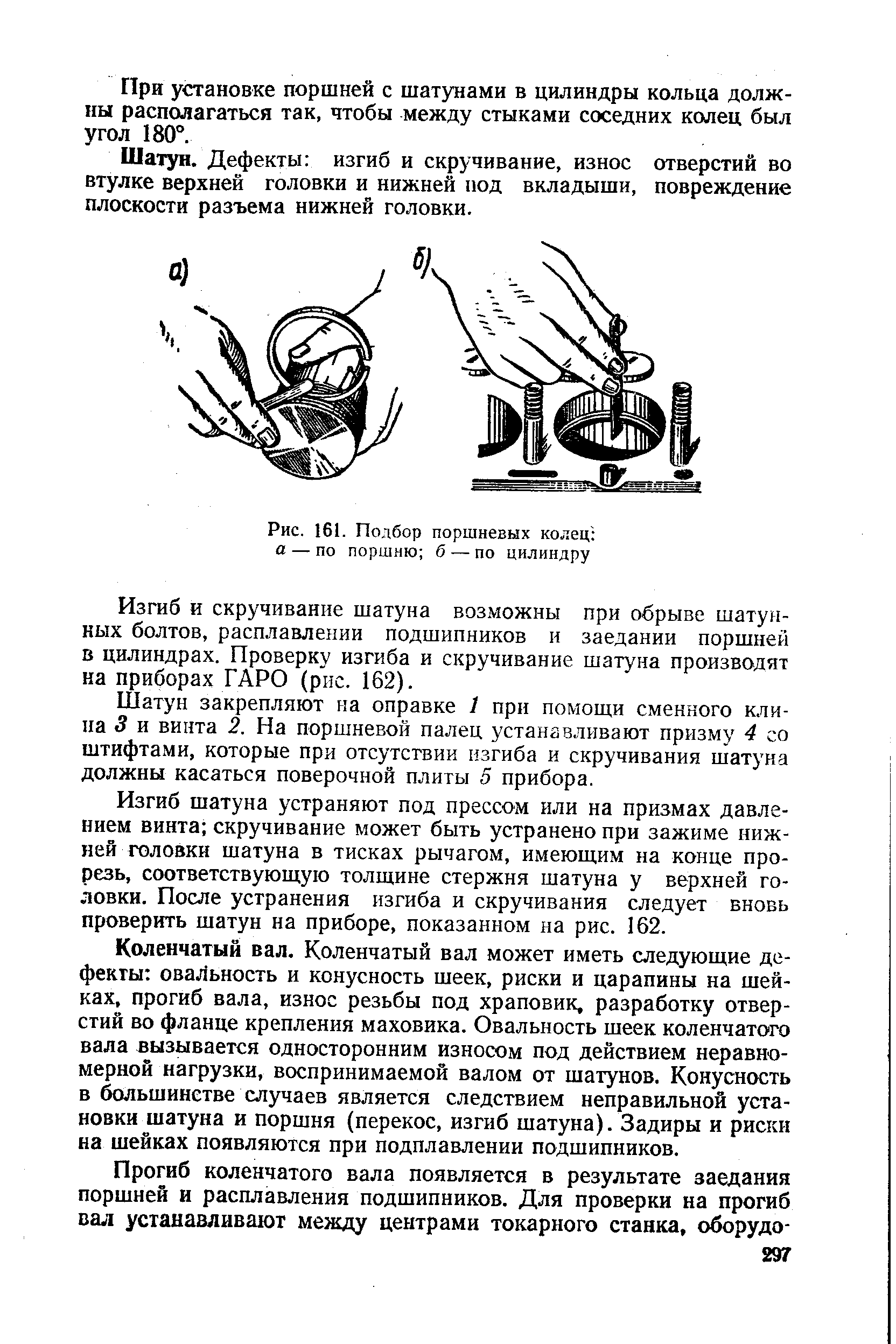
Плотность соединения поршня с цилиндром обеспечивают поршневые кольца. Их число и расположение зависит от типа и предназначения двигателя. Чаще всего поршень включает два компрессионных кольца и одно маслосъемное.
Компрессионные кольца уменьшают попадание газов из камеры сгорания в картер двигателя, а также отводят тепло от головки поршня к стенкам цилиндра. По форме они могут быть трапециевидными, бочкообразными и коническими.
Верхнее компрессионное кольцо изнашивается быстрее других, поэтому его наружную поверхность подвергают пористому хромированию или напылению молибдена. Благодаря этим процедурам первое кольцо лучше удерживает смазочный материал и становится более износостойким. Остальные уплотняющие кольца покрывают слоем олова для лучшей приработки к цилиндрам.
Маслосъемное кольцо при движении поршня вверх и вниз удаляет излишки масла со стенок цилиндра, предупреждая тем самым их попадание в камеру сгорания. Через дренажные отверстия в стенках поршня масло попадает внутрь последнего и далее – в картер.








На юбке расположено отверстие двумя приливами (бобышками), в котором крепится поршневой палец, соединяющий поршень с шатуном.

Палец поршня имеет трубчатую форму и может устанавливаться по-разному:
- Закрепляться в бобышках поршня, но вращаться в головке шатуна
- Закрепляться в головке шатуна и вращаться в бобышках поршня
- Свободно вращаться в бобышках поршня и в головке шатуна (плавающие пальцы)
Шатун соединяет поршень с коленчатым валом. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленчатого вала, стержень совершает сложное колебательное движение. В процессе работы шатун подвергается сжатию, изгибу и растяжению, поэтому его производят прочным и жестким, а для уменьшения сил инерции – легким.
Расточка цилиндра
Если решите во время ремонта сделать тюнинг, то старайтесь учитывать все требования, изложенные выше. Но даже замена всех агрегатов на стандартные даст результат. Не стоит забывать, что при уменьшении компрессии в цилиндрах падает мощность ДВС. Если с поршнями все предельно понятно (достаточно приобрести следующий ремонтный размер), то с блоком все оказывается немного сложнее. Гильзы, расположенные в нем, нужно подвергнуть проточке на специальном токарном станке. И есть два варианта проведения такой процедуры.

Первый заключается лишь в том, что вся поверхность уменьшается, ей придается форма правильного круга. Если взглянуть на нее до ремонта, то она окажется скорее овальной. Второй способ – то же самое, только после обработки наносится на поверхность мелкая сетка. Называется эта процедура хонингованием. Бытует мнение, что такой способ увеличивает мощность. На самом же деле, рифленая поверхность сильно изнашивает кольца. А через 10-20 тыс. км пробега гильза и вовсе становится зеркальной, хонинговка исчезает. Если решите сэкономить на ремонте так, чтобы не навредить двигателю, то выбирайте первый способ расточки. Подобным образом ремонтируется поршневая группа «Камаз», а также всех остальных двигателей внутреннего сгорания.
Блог им. Falling → История моего первого скутера
Привет всем!!! Т.к. скутер сезон уже закрыт, напишу о своем первом скутере.
Был куплен 18 июля 2010 года за 15000 рублей китайский Corsa Ragazzo 72 cc. Куплен был с рук.
Первые дни я катался для первого раза очень даже не плохо, проехав за 2 дня порядка 300 км. Но как говарится без проблемм не бывает и прокатившись после дождика я упал…
Случилось все так. Поехал прокатится после сильного ливня, потом пожалел, что поехал. Еду около 50 км\ч и на повороте на мокрой дороге меня заносит передним колесом, ну а дальше едем уже со скутером отдельно. В итоге разодрал спину слевой стороны и правое колено. Скутеру повезло больше, при падении он даже не заглох. В итоге только несколько царапин по пластику, которые в дальнейшем я закрасил.
- Falling
- 7 октября 2010 в 23:54
-
оценка: +11
Сборка ДВС осуществляется в порядке обратном разборке:
- Собирается поршневая группа: — поршни с шатунами, — надеваются маслосъёмные, затем компрессионные кольца (зазоры не должны совпадать);
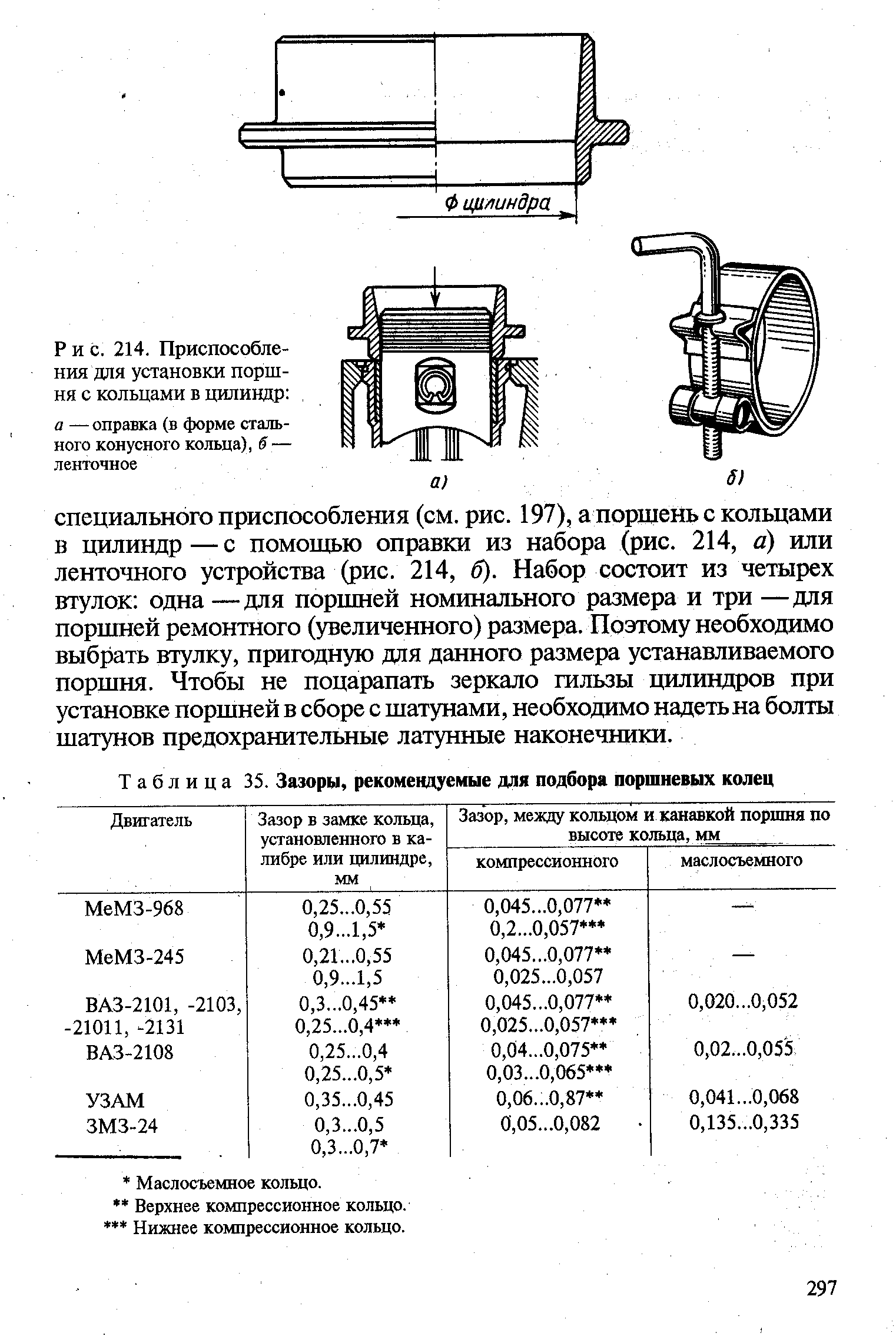
- Поршни погружаются в цилиндры через специальное приспособление, вжимающее оба кольца в поршневые пазы;
- Устанавливается коленвал;
- Шатуны с вкладышами один за одним закрепляются на нём дугообразными накладками с болтами;
- Возвращаются на место: — головка блока (с обязательно новой прокладкой), — масляный насос, задняя крышка коленчатого вала, — коробка передач, — картер, — выхлопные и охладительные патрубки;
- Заливаются: — свежее масло (с установкой нового масляного фильтра), — тосол;
- Двигатель прокручивается вручную (толканием автомобиля) или кратковременным запуском стартера. При этом происходит смазывание трущихся поверхностей цилиндров, исключающее задиры от трения сухой ЦПГ.
- Вкручиваются свечи (форсунки);
- Выставляется зажигание.
- Запускается мотор.
- В режиме «холостого хода» выявляются: — равномерность работы поршневой группы, — наличие посторонних звуков (например, недостаточно притянутого впускного коллектора), — утечки масла через сальники и прокладки, — герметичность патрубков охладительной системы.
Отсутствие претензий по оценочным параметрам свидетельствует, что двигатель полностью исправен и готов к использованию.
Как выбрать поршневые кольца: защита от подделки
В процессе подбора деталей необходимо в обязательном порядке придерживаться ряда правил и советов, которые помогут избежать приобретения поддельных запчастей. Начнем с того, что запчасти-заменители производства известных брендов не должны иметь слишком низкую стоимость по сравнению с оригинальными деталями.
Для изготовления качественной продукции производитель должен использовать качественные материалы и задействовать современные технологии производства. Перед поиском неоригинальных заменителей рекомендуется предварительно ознакомиться со стоимостью аналогичных оригинальных запчастей.
Поршневые кольца должны быть упакованы в фирменную упаковку. Сама коробка должна быть аккуратно склеена. Надписи на коробке должны иметь четкий и одинаковый шрифт, штампы, голограммы (при известном факте использования такой защиты на оригинальной упаковке). Фасуют детали в небольшие пакеты из полиэтилена, укладывая по три кольца.
На указанном пакете должны присутствовать следующие обозначения:
- номер комплекта;
- модель двигателя;
- размер поршневых колец;
Косвенным признаком также является общее количество пакетов с кольцами. Это количество должно соответствовать количеству цилиндров конкретного двигателя, для ремонта которого предназначен данный ремкомплект.





Дополнительно исследуйте маркировку колец. Поршневые кольца в автоматическом режиме маркируются специальной меткой на производстве, на которой указан размер колец и завод-изготовитель детали. Указанная маркировка располагается на кольце в четко определенном месте. Поддельные детали могут не иметь маркировки или быть маркированными в месте, отличном от места нанесения таких меток на оригинальной продукции.
Еще перед покупкой рекомендуется подробно осмотреть расширительные пружины. Указанные пружины должны быть с переменным шагом витков, а также обладать отшлифованной поверхностью в области торцов и наружного диаметра. Отсутствие таких признаков может указывать как на низкое качество изготовления деталей, что сильно отразится на сроке службы, так и на подделку.
Не лишним будет провести проверку профиля и высоты выступов. Если выступы минимальны или полностью отсутствуют, тогда кольца могут являться не новыми, а бывшими в употреблении. Для надежности воспользуйтесь микрометром, чтобы определить номинальный и ремонтный размер колец.
Во время подбора компрессионных колец тактильно прощупайте фаску, которая находится на одной или обеих сторонах по наружному диаметру кольца. На изделиях низкого качества указанные фаски отсутствуют. На качественных кольцах также просматриваются торцы, которые по оттенку светлее и имеют слегка закругленную форму.
Хромированные поршневые кольца и кольца без такого покрытия по цвету идентичны, но вариант с нанесенным хромом отличается от аналога без хрома особыми выступами. На кольцах без покрытия такие выступы несимметричны. Наличие хрома также придает компрессионным кольцам характерный матовый оттенок, в то время как поршневые кольца без хрома имеют стальной отблеск.
Методы диагностики
Измерение давления внутри цилиндров.
Самый распространённый метод среди диагностов.
Давление сжатия, которое развивают поршни, определяется компрессометром. Прибор представляет собой полую металлическую трубку. На один её конец навинчен манометр. На другом может быть:
- резиновый переходник под отверстия дизельных форсунок;
- резьбовая нарезка для ввинчивания в гнёзда свечей зажигания (у карбюраторов).
Существуют и универсальные аппараты. Они предназначены для использования в обоих вариантах.
Как производятся измерения
- запускается двигатель, прогревается до средней температуры (75-90С);
- снимаются все свечи (форсунки),
- в их гнёзда (поочерёдно) вставляется компрессометр,
- коленчатый вал с закреплённой на нём ЦПГ прокручивается стартером,
- замеряется давление в камере сгорания (преимущественно на такте «сжатия» и «рабочего хода»),
- данные сравниваются с нормативами.
Типичные причины снижения давления в цилиндрах
- Проблемы в клапанной системе:
— изношенность втулок;
— прогорание давящей оконечности поршня;
— появление излишнего зазора между сёдлом и прилегающей к нему частью клапана. - Дефекты в районе головки, сопряжённой с блоком Цилиндров (БЦ):
— искривление геометрии плоскости, примыкающей к блоку;
— повреждение или недостаточная затянутость прокладки. - Поршневые кольца:
— изнашивание,
— поломка на мелкие фрагменты,
— утрата гибкости («закоксовывание»). - Внутренняя поверхность цилиндра:
— выработка в рабочей зоне,
— механические повреждения «зеркала» поломанными кольцами.
Вспомогательные методы оценки работоспособности ЦПГ
По расходу картерных газов
Показания снимаются индикаторными приборами типа КИ-13761.
Таким образом, оценивается работоспособность цилиндропоршневой группы. Причём — только ориентировочно, без выявления конкретных причин тех или иных дефектов.
Пневмотестирование
Определение локализации цилиндра, дающего сбои в работе:
- выворачиваются свечи зажигания (или форсунки у дизеля);
- поршни поочерёдно выставляются в верхнее и нижнее положение;
- через уплотнитель внутрь полости компрессором закачивается воздух,
- подача прекращается,
- замеряется время, в течение которого давление падает; показатели сравниваются с нормой.
Определить степень изношенности ЦПГ с помощью пневматики нельзя.
 Вакуумная диагностика
Вакуумная диагностика
Для проведения вакуумного анализа применяется специальный анализатор, определяющий герметичность цилиндра.
Это прибор, который позволяет определить техническое состояние:
- ЦПГ,
- уплотнительных и маслосъёмных колец,
- распределительной клапанной группы, обеспечивающей впусковой и выпускной моменты работы мотора.
Как пользоваться анализатором
- прогреть мотор,
- снять все свечи зажигания (или форсунки),
- отключить разъёмы коммутатора,
- стартером прокрутить несколько раз двигатель (выдуть грязь из всех цилиндров),
- через переходное устройство, адаптированное под гнёзда свечей (форсунок), подключить анализатор,
- замерить величину полного и остаточного вакуумного разрежения при стартерной прокрутке коленвала.
Что позволяет выяснить вакуумное разрежение
- Полное:
— изношенность гильзы,
— «притёртость» клапана к седлу; - Остаточное разрежение:
— эффективность маслосъёмных и компрессионных колец.
Ремонт ЦПГ производится после сопоставления показателей по всем диагностическим методикам. Уровень его может быть:
- капитальным (в случае полного износа цилиндропоршневой группы),
- частичным (например, просто замена колец).
Ремонт поршней
Обобщая вышеописанное, можно выделить следующие дефекты, которые могут возникать на поршнях в процессе эксплуатации:
-
Износ отверстий в бобышках
-
Износ канавок для поршневых колец
-
Износ по диаметру
-
Трещины и задиры на стенках
-
Нагар на днище и в канавках под кольцами
С днища нагар счищается при помощи тупого металлического скребка или щетки. Предварительно загрязненный участок обрабатывается керосином.




Для удаления нагара из канавок используется специальное приспособление.
Наличие в поршне трещин определяется на слух. Для этого деталь берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой и дребезжащий звук – признак присутствия трещин.

Поршни с трещинами, глубокими царапинами и большим износом по диаметру ремонту не подлежат. Изношенные канавки можно проточить на токарном станке при помощи кольца с наружным диаметром, который равен внутреннему центрирующему пояску поршня. Это позволит установить кольца с увеличенным размером по высоте. Канавки протачивают с учетом ремонтных размеров поршневых колец.
Износ отверстий в бобышках устраняют при помощи их развертывания под увеличенный диаметр. Делается это при помощи раздвижной отвертки с направляющим хвостовиком. Нельзя использовать короткие развертки, так как они легко нарушают перпендикулярность оси пальца с осью поршня. Именно поэтому после операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевают на палец устройства и придвигают вплотную к стойке. Штифт индикатора, который закреплен на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение. Зафиксировав ее показания, поршень снимают и надевают на палец другой стороной. Разница в измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Восстановление антифрикционного покрытия на юбках поршней
Юбки поршней современных двигателей производители покрывают специальными антифрикционными покрытиями. Они снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей. Однако со временем заводское покрытие разрушается и нуждается в восстановлении.
Для создания нового защитного слоя на поршнях или восстановления нарушенного используется антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС. Рассмотрим, как происходит процедура нанесения этого материала.
Первым делом поверхность юбки поршня тщательно очищается от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия доступным механическим или химическим способом. Затем те участки детали, на которые попадание покрытия нежелательно, закрываются.
Далее поршни обрабатываются Специальным очистителем-активатором MODENGY. Он полностью испаряется за 10-15 минут, после чего наносится само покрытие.
Предварительно аэрозольный баллон встряхивается не менее 3 минут после появления стука шариков.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедуру следует производить быстрыми повторяющимися движениями. Спустя 10 минут, когда покрытие приобретет матовый оттенок, можно нанести второй слой при необходимости. Общая толщина покрытия должна составлять 10-20 мкм.
В случае неаккуратного нанесения и образования подтеков неотвержденный состав можно удалить с поверхностей при помощи очистителя-активатора MODENGY.
После нанесения покрытия поршни нельзя перемещать. Их следует оставить на 12 часов при комнатной температуре или высушить в печи при +170 °C в течение 20 минут до полной полимеризации защитного слоя.
После завершения работ необходимо прочистить сопло распылительной головки баллона. Для этого баллон переворачивают вверх дном и нажимают на клапан распылительной головки, направляя струю от себя. В таком положении его удерживаютдо тех пор, пока из сопла не начинает выходить чистый газ.








Гараж → Менять цилиндро-поршневую группу?
Алоха, дружная братия
Откатал сезон на своём кузнеце и решил продать, дабы взять помощнее, да поновое
Но т.к. у студентов, да ещё без опыта работа туго с работой, то с наличностью туго… безналичность, прямо-таки. Выходит, продав мот, могу остаться на полсезона без железного друга, а как это человеку, который сезон отъездил по полной, я боюсь представить, ибо всю зиму мы ждали весну и грязь (ну и асфальта тоже, но грязь интереснее =Р)
В голову пришла альтернатива — если не хватает средства для покупки нового коня, почему бы не обновить старичка? Всплывает вопрос, за который камушками не кидать, ибо сирые мы, в железе несведущие, чего душой кривить: при замене ЦПГ появится ли у мота «второе дыхание» али его характеристики по сути разительно не изменятся?
П.С.: в 1998 году было 22 лошааадки, кубов сантиметрических 125, движ 2Т
Ну… что скажете? Забыть про сие дело с заменой и копить, терпеть, али сделать и в ус не дуть? 🙂
П.П.С.: модераторам за логичность — честь и хвала.







