Пробивка листовой детали
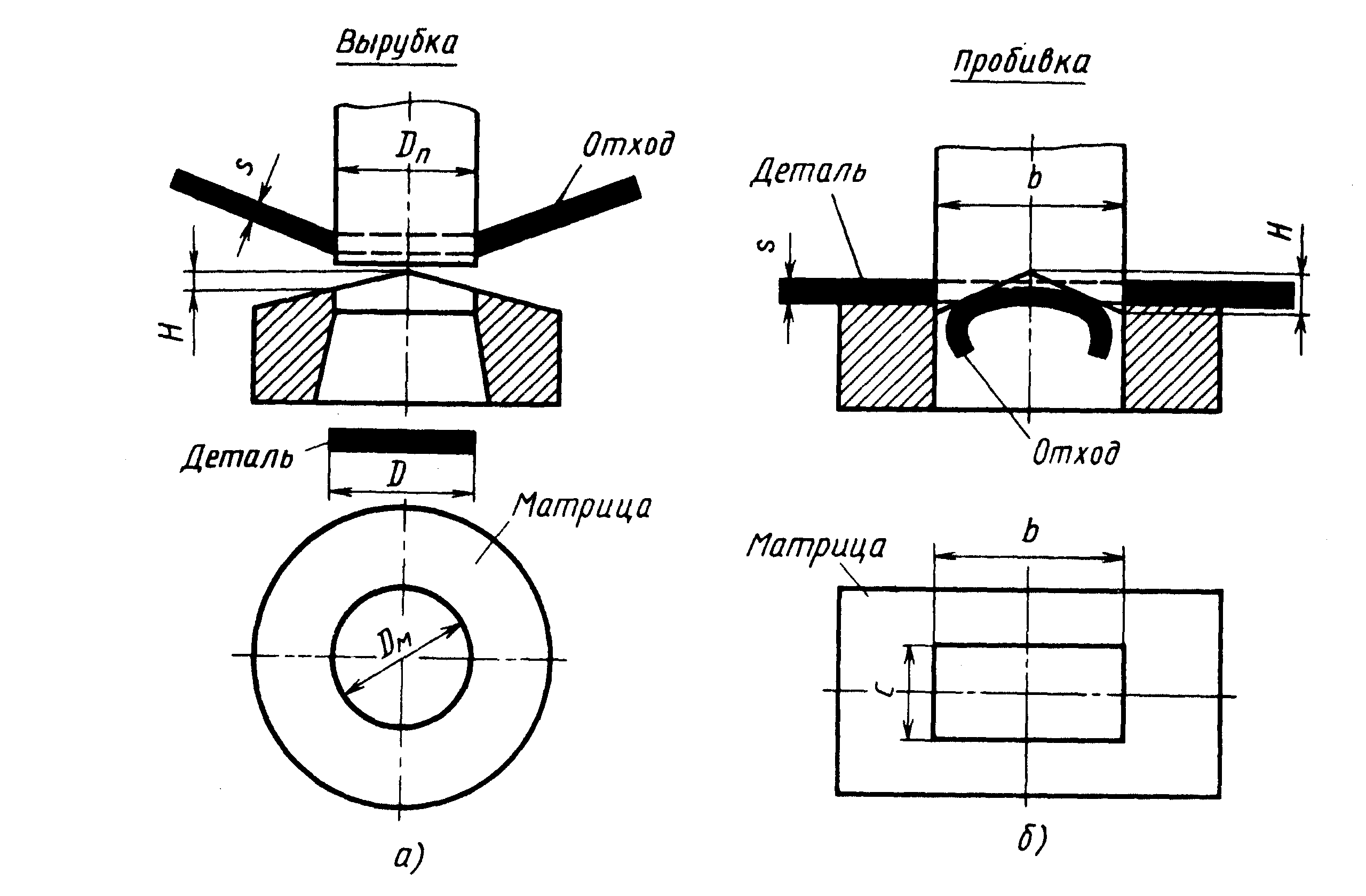
Работа пресса путем пробивки достаточно проста. При этом одна часть помещенного в оборудование материала отделяется от основной по определенно заданному контуру. В процессе вырезки образуются внутренние отверстия. Процесс использования штампов, пуансонов при пробивке напоминает резку деталей ножницами. В этом случае режущими составляющими являются матрица и пуансон, которые имеют острые кромки.
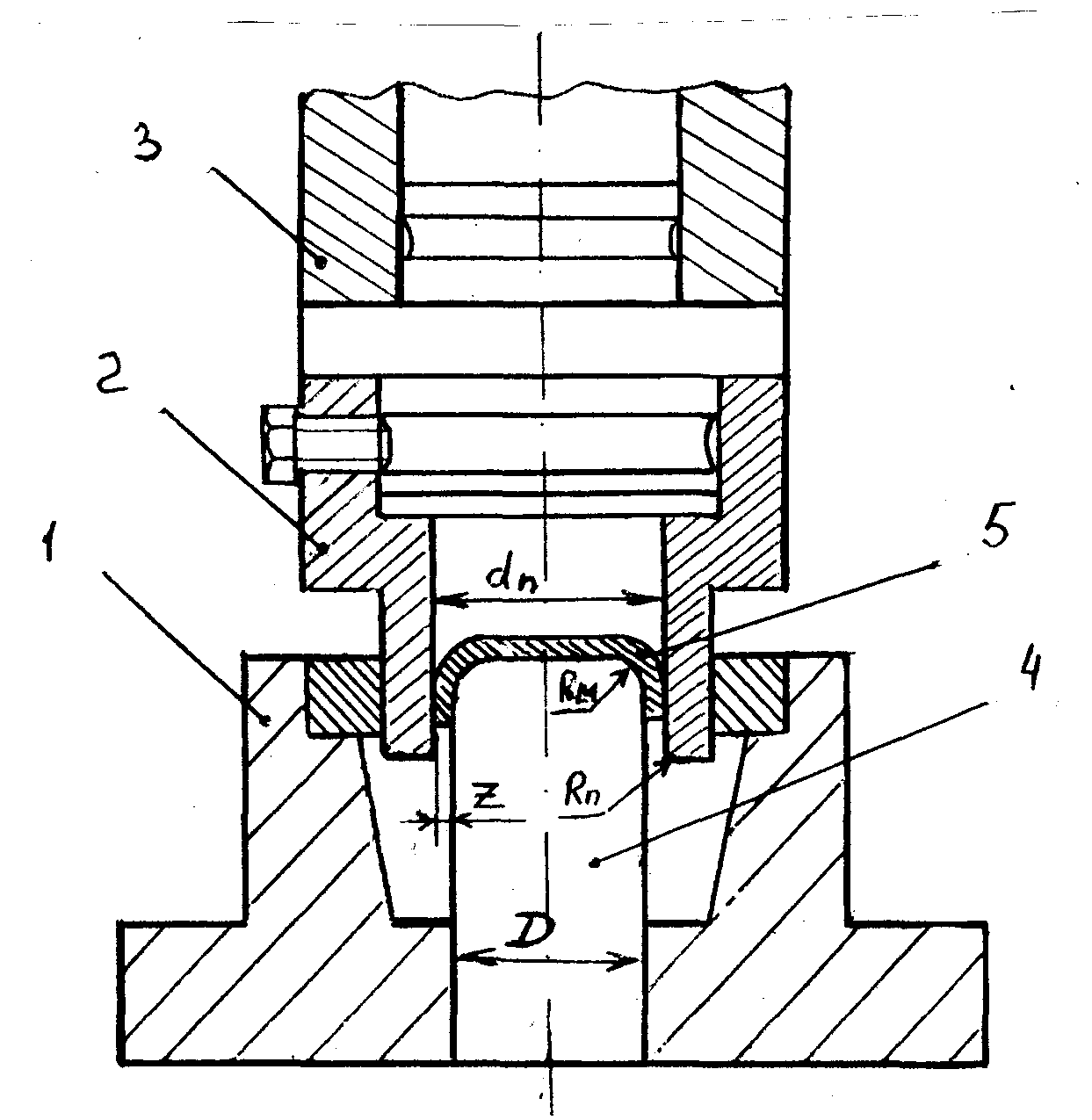
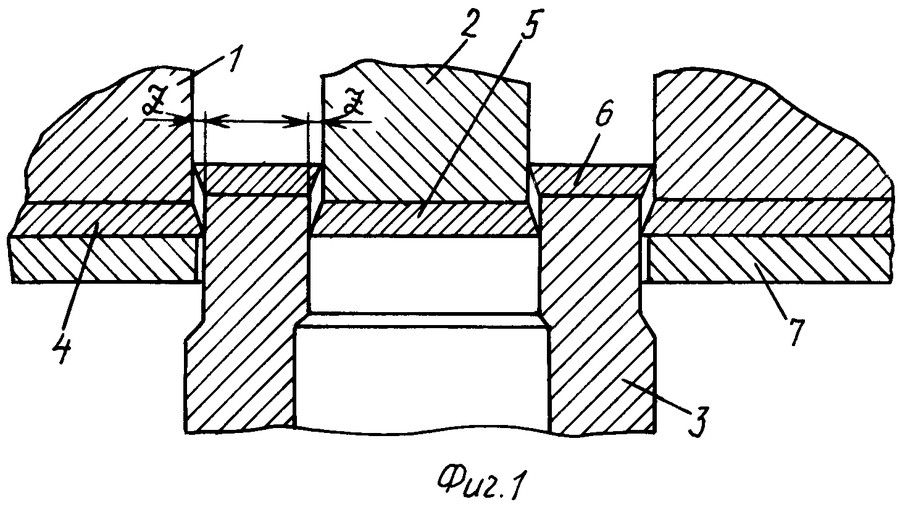
Чертеж пуансона наглядно показывает, как происходит вдавливание металла в нижнюю часть матрицы с последующим сгибом и деформацией материала. К концу работы, достигая максимального давления, волокна металла разрываются и выполняется соответствующий срез на изделии.

В статье мы рассмотрели, из чего изготавливается такое оборудование, как пуансон, что это такое и где применяется. С их помощью чеканятся монеты, медали, значки, печати, фактурные рисунки, медикаменты и многие другие изделия.
Из чего изготавливаются пуансоны
Важным требованием к штампам и пуансонам является грамотный выбор материала, из которого они будут производиться. Чем хуже сталь, тем ниже производительность прессового оборудования. Объемные пуансоны, имеющие сложные формы, изготавливаются из высокохромистых и высокоуглеродистых сплавов стали. Самым распространенным материалом является сталь с маркировкой Х12Ф1. Она имеет высокую износостойкость, отличную прокаливаемость, во время работы не подвергается существенной деформации. Для производства простых видов штампов применяются углеродистые инструментальные стали У8А – У11А.
Детали из жароупорных металлов, при эксплуатировании сохраняют твердость и не теряют формы. В целях повышения стойкости штампов в производство ввели материалы из твердых и быстрорежущих сплавов. Кромку для резки наносят на корпус штампа или матрицы. Лучший результат в производстве прессовых деталей показали такие сплавы, как сталинит и стеллит. Они обеспечивают твердость элементов, не нуждаясь в закаливании.
Из каких материалов изготавливают пуансоны и матрицы?
На производстве пуансон используется как пресс, который продавливает заготовку через матрицу. Система работает под высоким давлением, а при горячих процессах — подвергается тепловому воздействию. В соответствии с основным назначением детали пресса изготавливают из следующих материалов:
- Для холодных процессов — из высокопрочных сталей повышенной прокаливаемости (со степенью закалки в пределах 54-65 HRC), а также из инструментальной стали марки 6ХВ2С. Материалы должны обладать высокой прочностью, износоустойчивостью, коррозионной стойкостью. Легированные стали для данного вида конструкций не подходят, так как после длительного воздействия высоких температур сталь становится хрупкой. Предельной твердостью обладают стальные матрицы на глубине не менее половины ее высоты и на расстоянии не менее 5 мм. по всей рабочей линии, а пуансоны — по всей высоте
- Для горячих процессов — из износоустойчивых сталей с высокой прочностью при температурах деформирования. Это обеспечивает максимальную стойкость штампа;
- Применяются также современные полимерные материалы — полиуретан. Это эластичный, износостойкий и прочный материал, обладает повышенной твердостью — до 98 ед. по шкале Шора.
Обработка дерева и металла
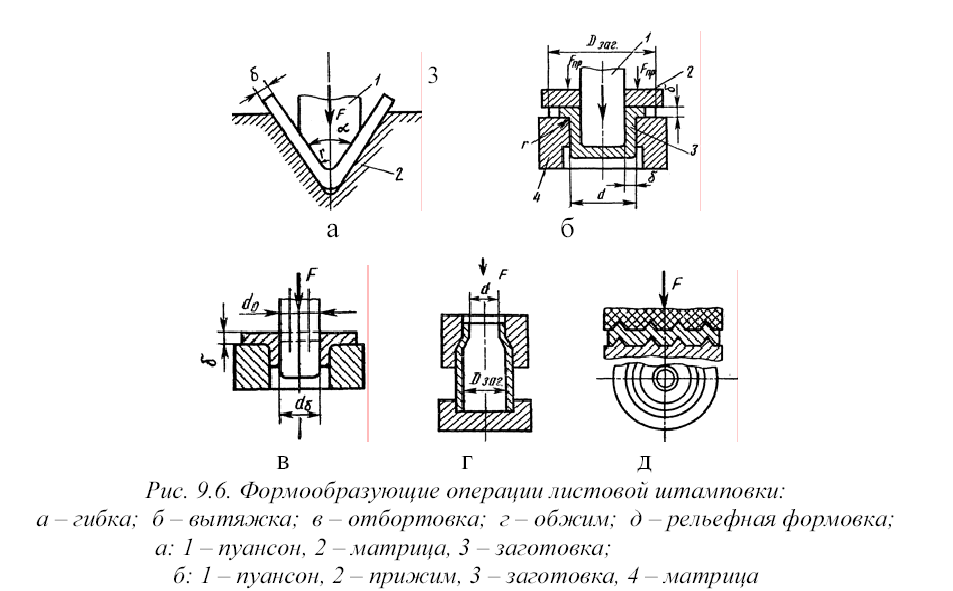
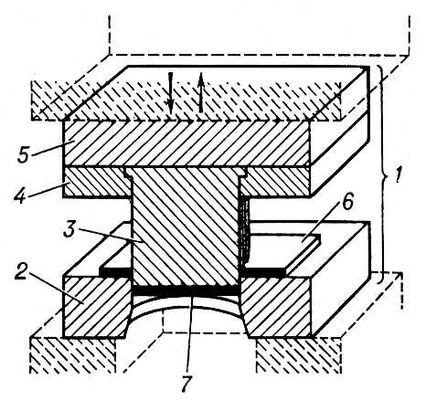
В штампах для холодной штамповки (рис. 1, а) только формообразующие детали, т. е. пуансон и матрицу, изготовляют из инструментальной стали; в штампах для горячей штамповки из инструментальной стали изготовляют или все детали (рис. 1, б), или только вставки (рис. 1, в). В качестве материала для формообразующих деталей штампов применяют инструментальные стали, твердые сплавы, пластмассы и другие материалы.









Углеродистые инструментальные стали У7, У8, У9 и У10 пониженной прокаливаемости используют для изготовления матриц и пуансонов штампов для холодной штамповки, имеющих простую форму их рабочего контура (в таких штампах нет резких переходов между элементами; отсутствуют узкие прорези, тонкие перемычки металла между отверстиями и т. п.). Это связано с тем, что стали пониженной прокаливаемости деформируются при закалке, в результате чего образуются трещины.
Пуансоны и матрицы штампов для холодной штамповки более сложной формы делают из сталей марок X, 9ХС, ХВГ , ХГС и других повышенной прокаливаемости.
Пуансоны и матрицы штампов для холодной штамповки весьма сложной формы изготовляют из сталей марок Х12Ф, Х12Т, Х12М высокой прокаливаемости. Эти стали, близкие по своим свойствам к быстрорежущим сталям, содержат около 1% углерода, 12% хрома и около 1% ванадия (титана или молибдена), характеризуются высокими прочностью, износостойкостью, теплостойкостью (около 500°С). Важным достоинством сталей высокой прокаливаемости являются малая деформация и, следовательно, сохранение размеров их рабочего контура при закалке. К недостаткам относятся склонность к карбидной неоднородности и плохая обрабатываемость резанием. Сталь марки Х12Ф почти в 2,5 раза дороже, чем углеродистая сталь марки У10.
Тонкие и длинные пуансоны дыропробивных штампов для холодной штамповки и другие нежесткие детали изготовляют из сталей марок 4ХС, 5ХС, 4ХВ2С, 5ХВ2С и т. п. повышенной вязкости. Снижение хрупкости у этих сталей достигается уменьшением содержания углерода (не более 0,5%), а высокая износостойкость определяется наличием хрома и вольфрама. Теплостойкость сталей этой группы около 300 °С; закаливают их в масле, сквозную закалку получают у образцов диаметром до 50 мм.
Понятие и характеристики
Пуансон – это ключевой элемент для маркировки поверхности изделия при помощи давления пресса. Эта конструкция по габаритам совпадает с профилем матрицы (ограничивающий короб) и используется для выдавливания деталей определенной формы, маркировки поверхности или штамповки заготовок.
По типу воздействия на материал выделяют такие разновидности:
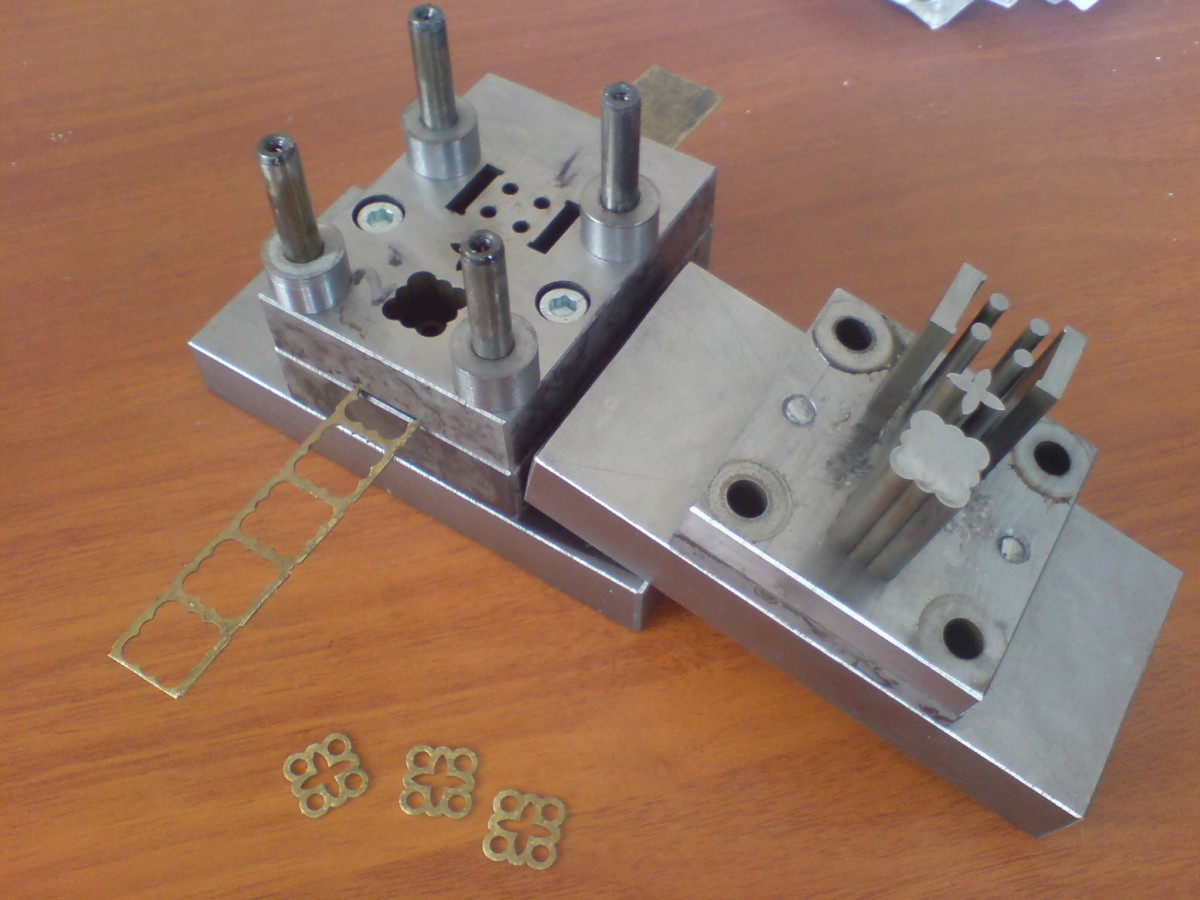
- пробивные и прошивные пуансоны используются для проделывания отверстия заданной формы в плоской заготовке;
- вырубные или просечные пуансоны нужны, чтобы отсечь от заготовки деталь нужного размера и очертаний. Их еще иногда называют ювелирными.
Материалы для изготовления пуансонов и матриц
Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Материалы для изготовления этих деталей соответствуют таким характеристикам:
- высокой степенью износоустойчивости;
- большой прочностью;
- устойчивостью к коррозии.
Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.





Из чего изготавливаются пуансоны
Важным требованием к штампам и пуансонам является грамотный выбор материала, из которого они будут производиться. Чем хуже сталь, тем ниже производительность прессового оборудования. Объемные пуансоны, имеющие сложные формы, изготавливаются из высокохромистых и высокоуглеродистых сплавов стали. Самым распространенным материалом является сталь с маркировкой Х12Ф1. Она имеет высокую износостойкость, отличную прокаливаемость, во время работы не подвергается существенной деформации. Для производства простых видов штампов применяются углеродистые инструментальные стали У8А – У11А.

Детали из жароупорных металлов, при эксплуатировании сохраняют твердость и не теряют формы. В целях повышения стойкости штампов в производство ввели материалы из твердых и быстрорежущих сплавов. Кромку для резки наносят на корпус штампа или матрицы. Лучший результат в производстве прессовых деталей показали такие сплавы, как сталинит и стеллит. Они обеспечивают твердость элементов, не нуждаясь в закаливании.
Как работают матрицы и пуансоны
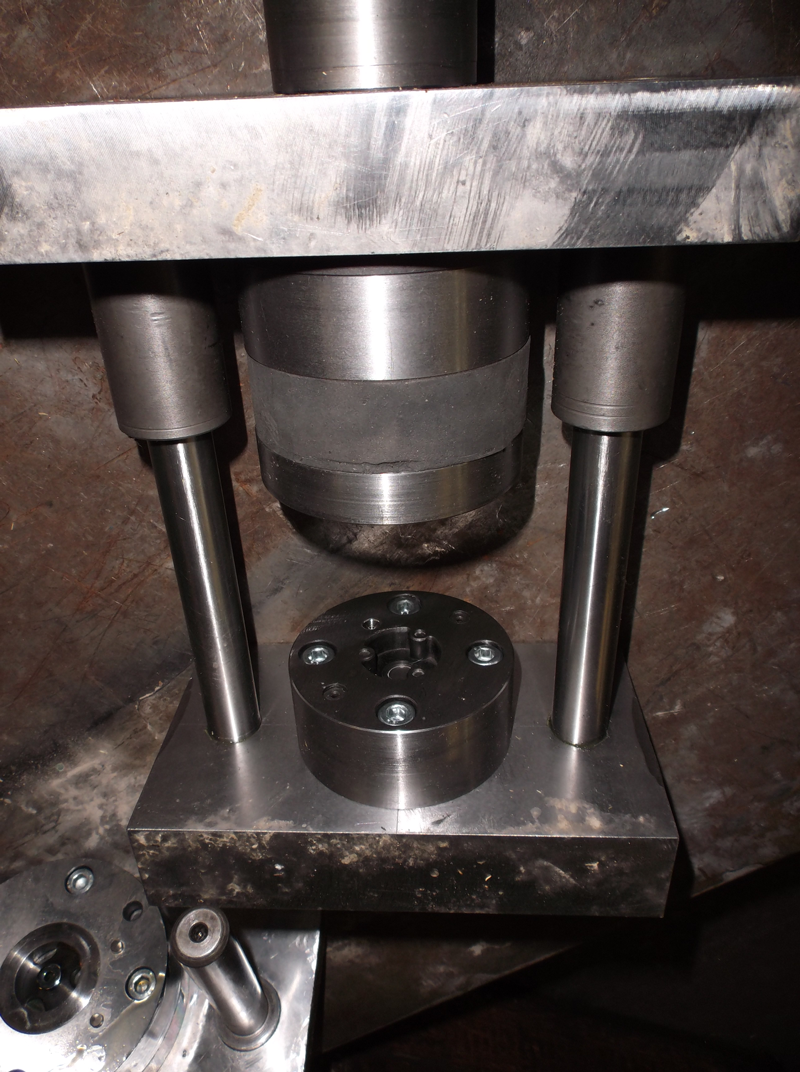
При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
Другими словами, штамп считается приспособлением, который при помощи давления может изготовить заготовку необходимой формы и размера. При штамповке различных деталей он является наиболее важным инструментом. Когда вместе с ним применяется полиуретан, то из него делают качественную матрицу, которая будет ответным узлом штампа.
При сборке любого вида штампа конструкция этого приспособления всегда полностью совпадает с режущей кромкой матрицы. Другими словами, подобное изделие является замыкающим узлом, который способен создать верхнюю часть заготовки. Набором пуансонов называется небольшой пресс, который может качественно маркировать или делать штамповку разных узлов. С помощью этого приспособления есть возможность изготавливать заготовки любых габаритов или наносить качественную маркировку, которая может быть зеркальной или обычной.
Наборы пуансонов используются на металлообрабатывающих предприятиях, на которых практикуется прессование железных заготовок или изготавливаются листовые детали. В строительной сфере при помощи этого приспособления можно сделать блоки из газобетона, которые имеют различные пустоты.
Изготовление пуансонов
При производстве пуансонов используются высокоточные станки, имеющие программное управление. Первоначально используются фрезерные станки, которые механическим способом выполняют и обрабатывают заготовки деталей. Затем их шлифуют и далее, слесарным оборудованием наносят на поверхность рабочий контур штампа. После изготовления пуансона его помещают в специальную печь для закаливания.
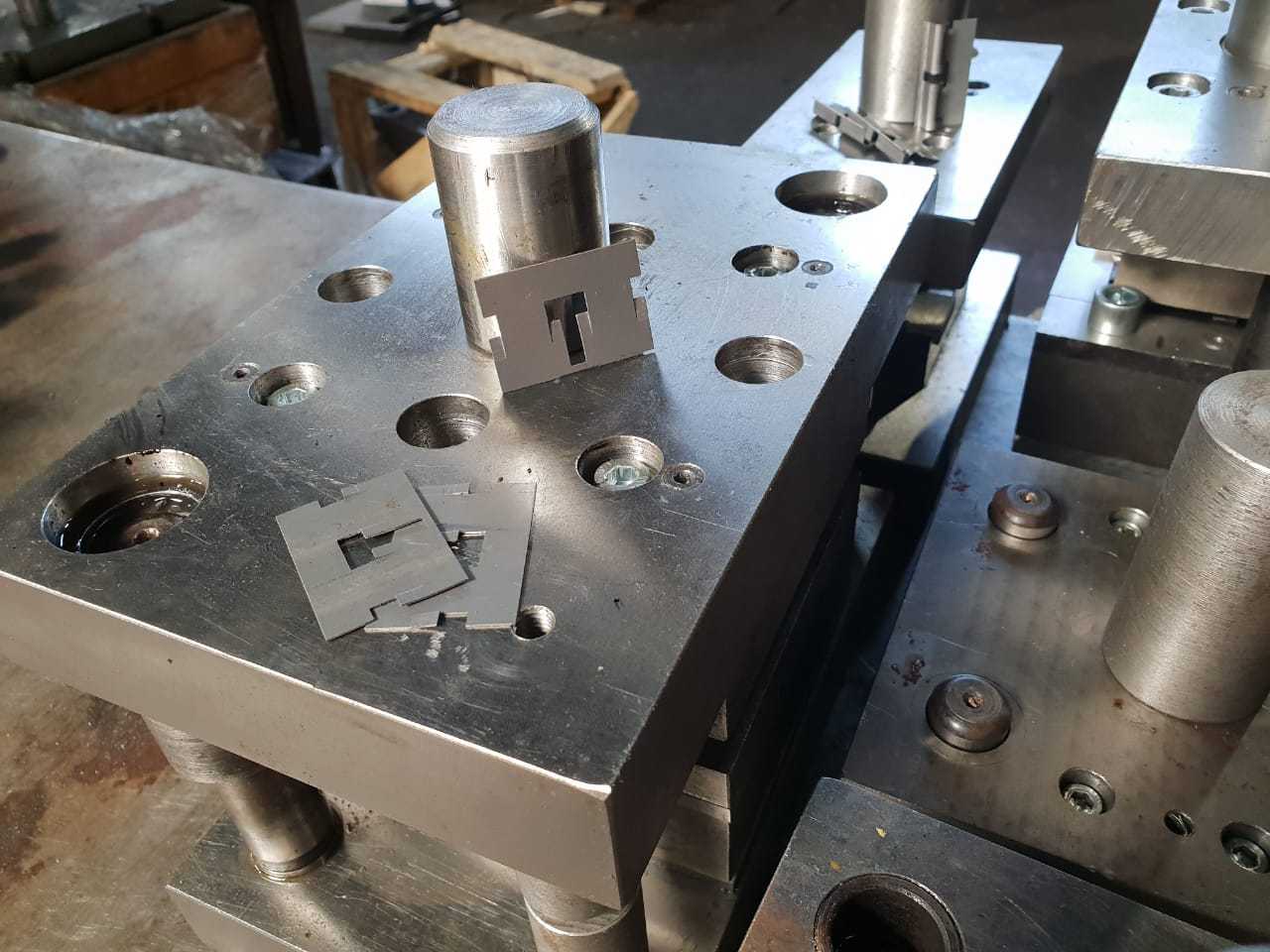
Изготавливаемые пуансоны могут быть цилиндрической формы и фасонной, производство которой подвергается более длительному и сложному процессу. Также производятся пуансоны, содержащие буквы или цифры. Это стальной кусок с квадратным сечением, имеющий запиленный наконечник, на котором выгравирован необходимый знак. Пуансоном такой формы клеймят различные номера, металлические детали, станочные элементы и другие изделия.








Матрица в свою очередь, изготавливается после пуансона, используя его оттиск. Контейнер должен быть немного больше по ширине и размеру. Поэтому необходимый зазор между деталями подгоняется путем независимой обработки.
Детали прессового оборудования быстро изнашиваются, поэтому их следует периодически менять. На срок использования пуансонов влияют методы изготовления штампов и сфера производства. Средняя продолжительность работы прессовых составляющих около 6 лет.
Что такое матрица и пуансон?
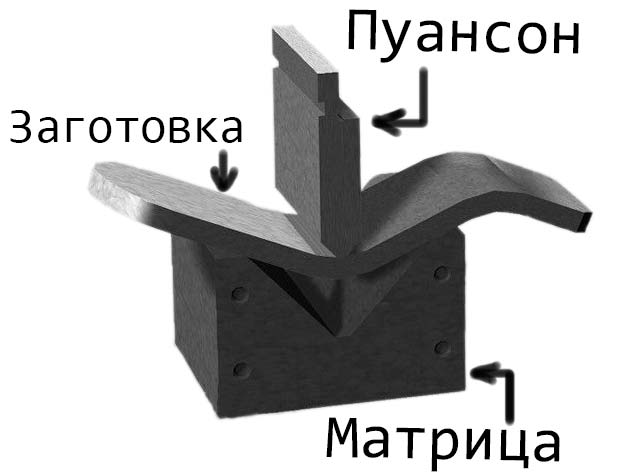
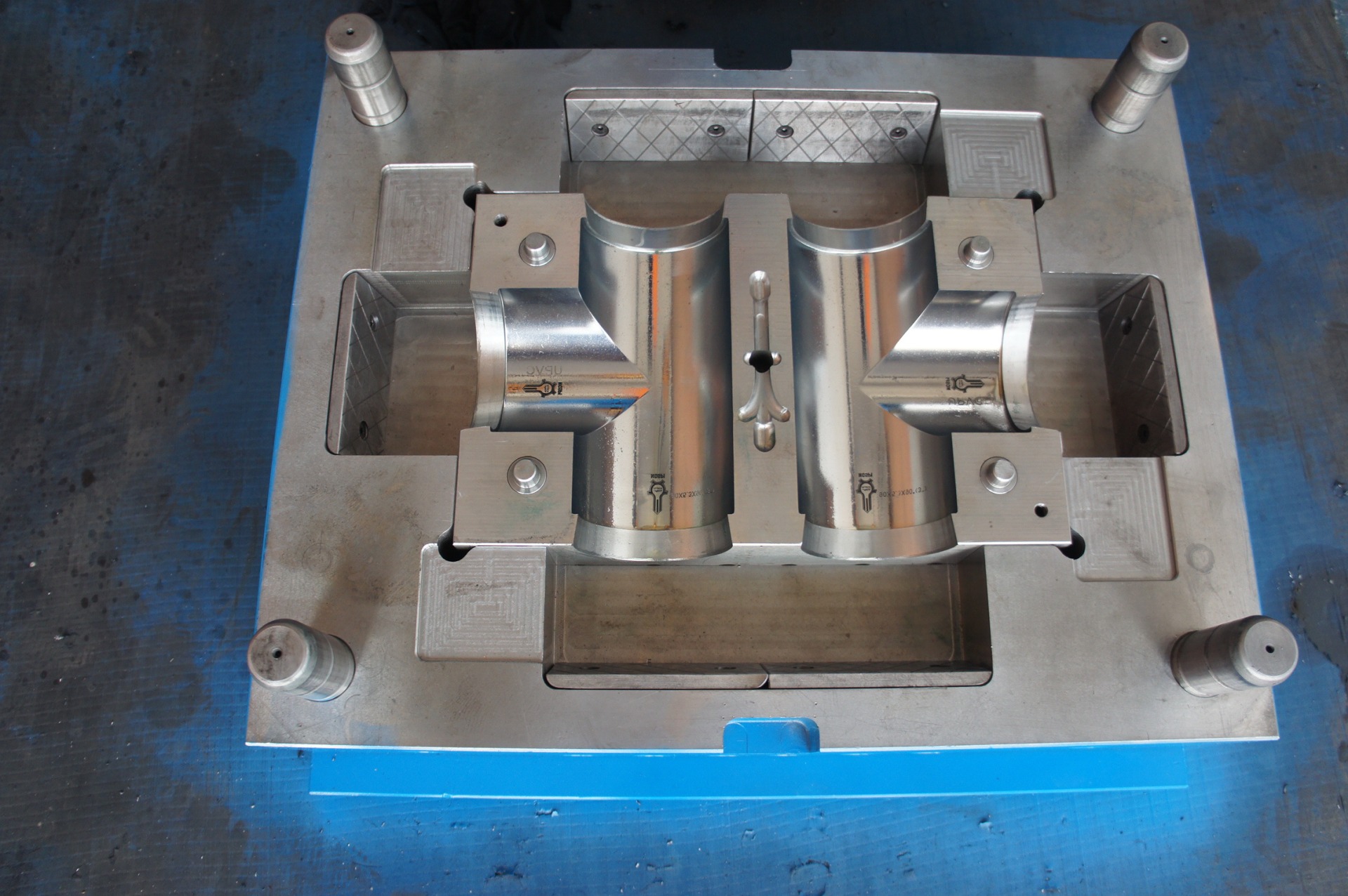
Матрица — это короб, который образует форму будущего изделия. Изготавливают из металла. Стенки конструкции строго параллельны друг другу, крышки нет. Различают простые (только для одного вида изделий) и сложные или комбинированные (для двух и более) матрицы. Второй вид применяют редко, чаще всего, это специальные формы, изготавливаемые на заказ. Простые матрицы широко применяются в строительной сфере на производстве блоков и кирпичей с пустотами.
Пуансон — специальная конструкция, который совпадает с профилем матрицы. Это замыкающий элемент, при помощи которого образуется изделие сверху. Пуансон выполняет функцию пресса (иное название — пресс-штемпель или шплинтон), штампа или маркировщика. Система либо выдавливает деталь, либо наносит маркировку (обычную или в зеркальном виде), либо штампует детали. Основная сфера применения — металлообработка, например, прессование металлов, производство строительных изделий (газобетонные блоки с фигурными пустотами, шлакоблоки) и многое другое.
Как работает пресс
В процессе работы пуансон (что это такое, мы рассмотрели в начале статьи) путем давления на специальную шайбу воздействует на металлическую деталь, которая в свою очередь, проходит через матрицу. Таким образом, производится заготовка необходимой формы. Во время эксплуатации детали прессовочного оборудования подвергаются колоссальному давлению, доходящему до 500 кг на 1 кв. мм. А также постоянно нагреваются до уровня выше 200 градусов. В связи с этим детали штампования и пресса изнашиваются. А из-за дополнительного воздействия обрабатываемых изделий пуансоны и матрицы со временем теряют твердость. Поэтому их стойкость зависит от материала, из которого они сделаны.
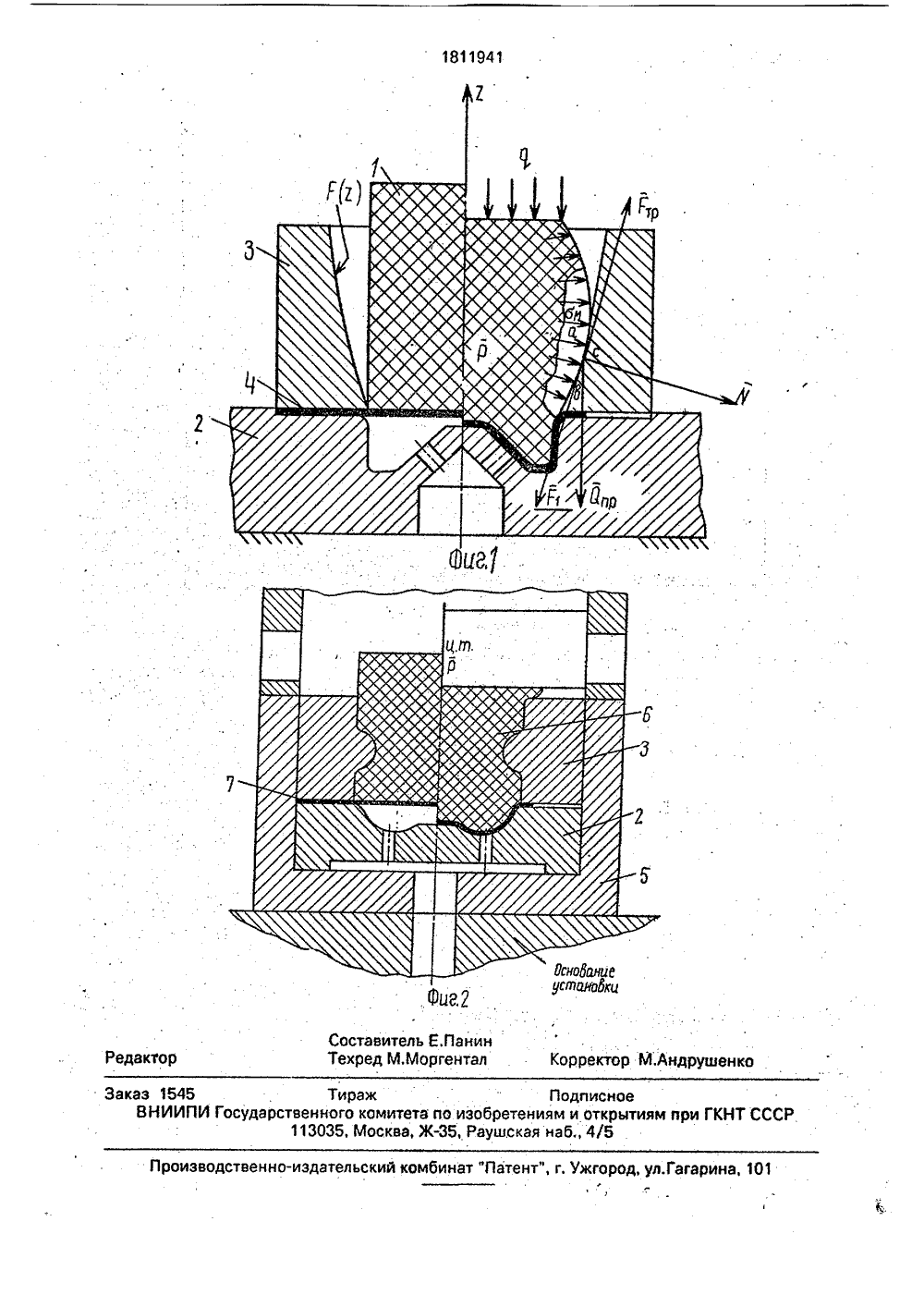
Пробивка листовой детали
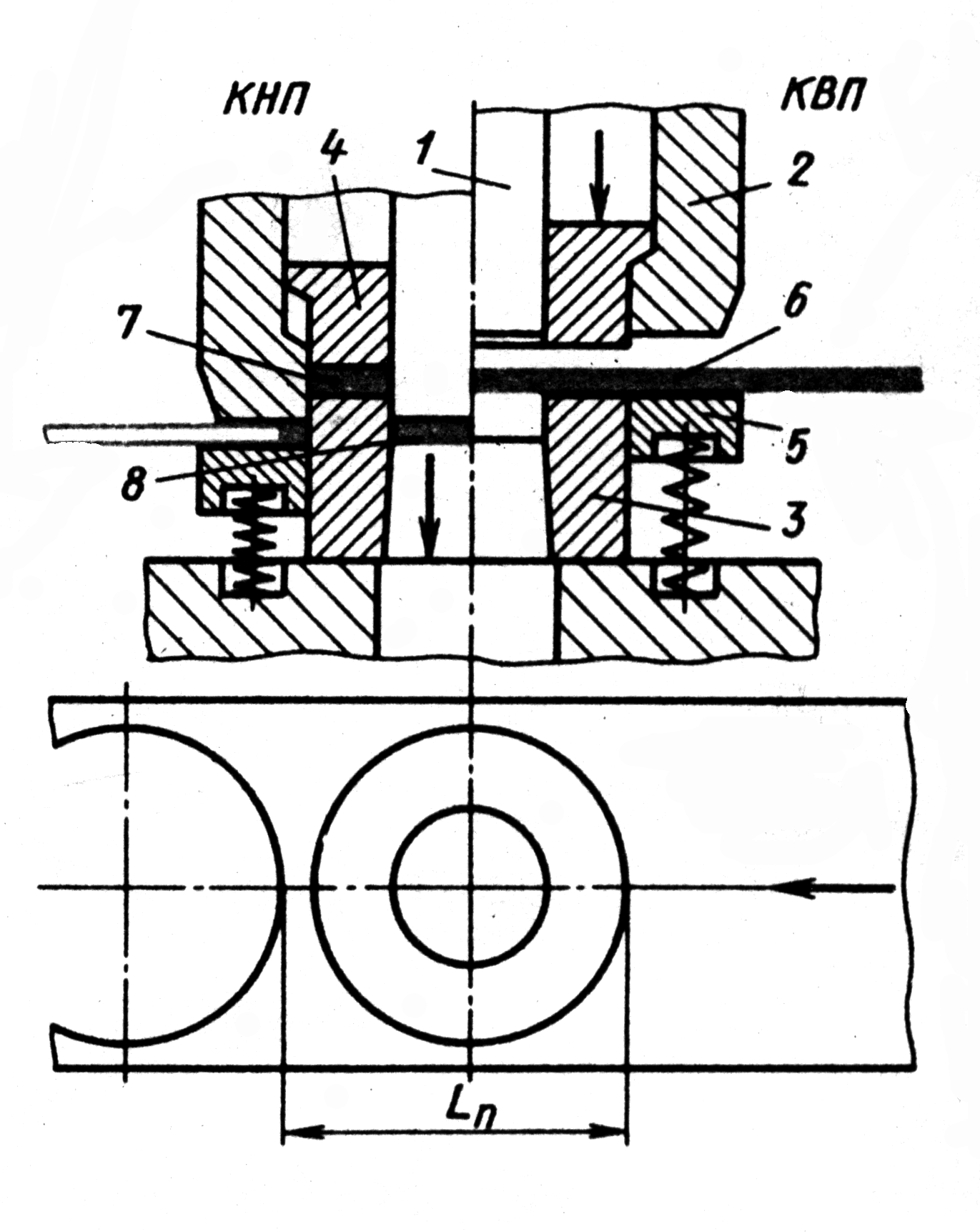
Работа пресса путем пробивки достаточно проста. При этом одна часть помещенного в оборудование материала отделяется от основной по определенно заданному контуру. В процессе вырезки образуются внутренние отверстия. Процесс использования штампов, пуансонов при пробивке напоминает резку деталей ножницами. В этом случае режущими составляющими являются матрица и пуансон, которые имеют острые кромки.
Чертеж пуансона наглядно показывает, как происходит вдавливание металла в нижнюю часть матрицы с последующим сгибом и деформацией материала. К концу работы, достигая максимального давления, волокна металла разрываются и выполняется соответствующий срез на изделии.

В статье мы рассмотрели, из чего изготавливается такое оборудование, как пуансон, что это такое и где применяется. С их помощью чеканятся монеты, медали, значки, печати, фактурные рисунки, медикаменты и многие другие изделия.






Основные характеристики изделия
Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
По этой причине при производстве цилиндрических штампов выполняется основательное шлифование. Мастера делают черновую обработку приспособления, а потом уже чистую шлифовку. Приспособление затачивается и полируется на последнем этапе его изготовления.
Чтобы сделать фасонные пуансоны, используется технологический оттиск. Приспособление закаливают в горячей печке в течение 10 минут. Далее приступают к финишной шлифовке. Чтобы получить изделие сложной формы, применяется большое количество специализированного оборудования. Тут почти невозможно обойтись без использования фрезерных и строгальных станков.
Подобное оборудование нужно для производства матрицы. Когда формы для пресса сделаны очень качественно, а пуансон снабжен точной линией среза, то штамп будет обладать высокой степенью износоустойчивости и большим сроком службы. Специалисты считают, что сделать штампы своими руками очень сложно. Для этого необходимо обладать многими знаниями в области обработки металлов.
Стали, применяемые для изготовления основных деталей, как штампов, так и пресс-форм, относятся к группе инструментальных. Технологические и механические свойства инструментальных сталей определяются наличием химических элементов, входящих в данную сталь. По химическому составу инструментальные стали делят на углеродистые, легированные и быстрорежущие. Последние идут преимущественно на изготовление режущих инструментов, и поэтому в дальнейшем не рассматриваются.
Изготовление пуансонов
При производстве пуансонов используются высокоточные станки, имеющие программное управление. Первоначально используются фрезерные станки, которые механическим способом выполняют и обрабатывают заготовки деталей. Затем их шлифуют и далее, слесарным оборудованием наносят на поверхность рабочий контур штампа. После изготовления пуансона его помещают в специальную печь для закаливания.
Изготавливаемые пуансоны могут быть цилиндрической формы и фасонной, производство которой подвергается более длительному и сложному процессу. Также производятся пуансоны, содержащие буквы или цифры. Это стальной кусок с квадратным сечением, имеющий запиленный наконечник, на котором выгравирован необходимый знак. Пуансоном такой формы клеймят различные номера, металлические детали, станочные элементы и другие изделия.
Матрица в свою очередь, изготавливается после пуансона, используя его оттиск. Контейнер должен быть немного больше по ширине и размеру. Поэтому необходимый зазор между деталями подгоняется путем независимой обработки.





Детали прессового оборудования быстро изнашиваются, поэтому их следует периодически менять. На срок использования пуансонов влияют методы изготовления штампов и сфера производства. Средняя продолжительность работы прессовых составляющих около 6 лет.







