Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.

РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением.
Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды.
Вид сварки РД позволяет производить работы в любых условиях — на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях.
Ручная сварка отлично подходит для работы с разными видами металлов. Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди.
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра.
Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва.
8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла
От этого зависит прочность и качество сварного шва.
Технология газосварки
Этот вид сварочных работ позволяет соединять различные металлические конструкции не только на промышленных предприятиях, но и в бытовых условиях. Технология сварки металла не очень сложная, газовая смесь при горении расплавляет кромки поверхности, которые заполняются присадочной проволокой. При остывании шов кристаллизуется и создает прочное и надежное соединение материалов.

Газовая сварка имеет много положительных аспектов:
- Возможность соединять различные детали в автономном режиме. Причем для этой работы не требуется мощный источник энергии.
- Простое и надежное оборудование газосварки легко поддается транспортировке.
- Возможность осуществлять регулируемый процесс сварки, так как легко вручную изменять угол наклона огня и скорость нагрева поверхности.
Но есть и недостатки применения такого оборудования:
- Место нагрева имеет большую площадь, что отрицательно сказывается на соседних элементах детали.
- Отсутствие возможности автоматизировать процесс сварки.
- Необходимость строго соблюдать меры безопасности. Работа с газовой смесью имеет высокую степень взрывоопасности.
- Толщина металла для качественного соединения должна быть не более 5 мм.
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.
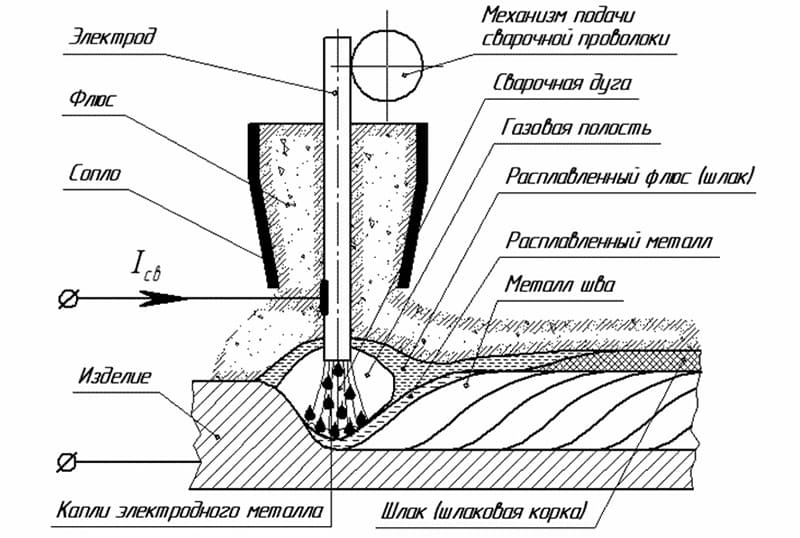
Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Он:
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва. По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером
К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны
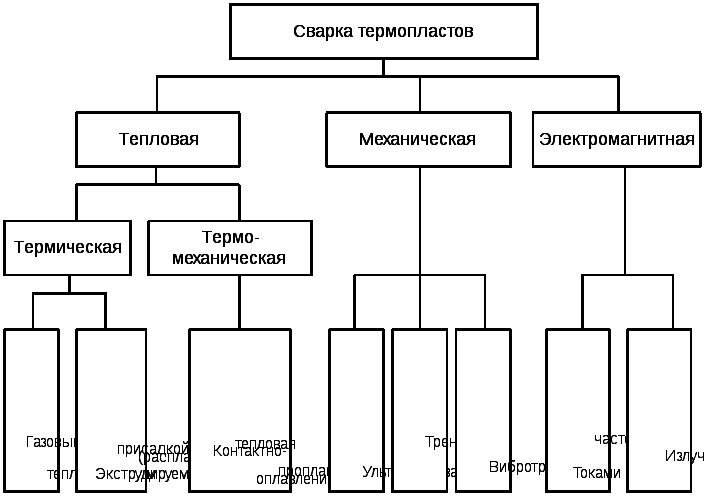
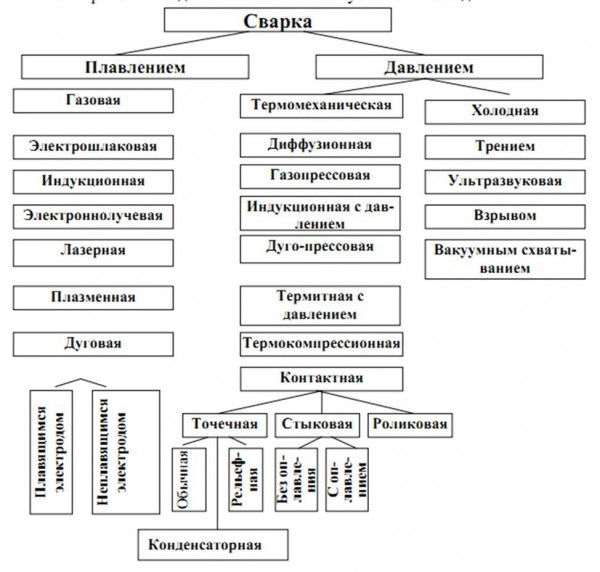
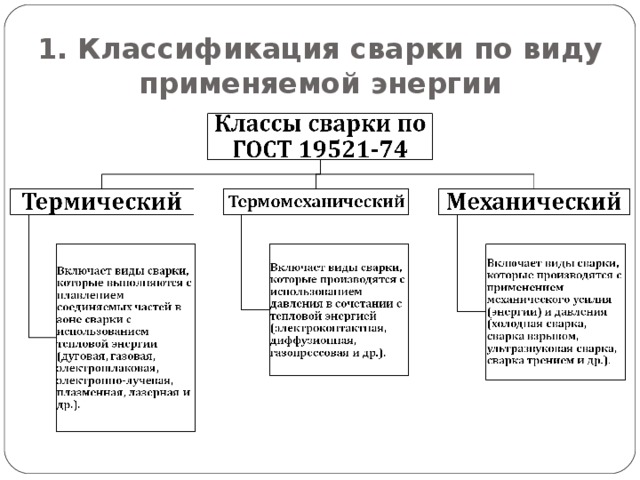
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.






Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка – это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

Сварка трением
После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Холодная сварка
Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.
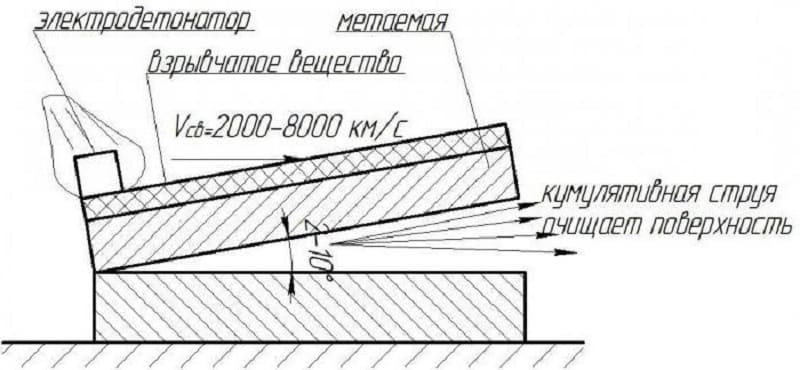
Сварка взрывом
Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Ультразвуковая сварка
Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.

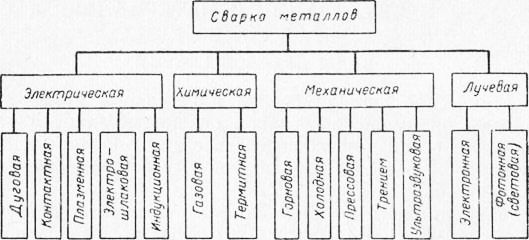
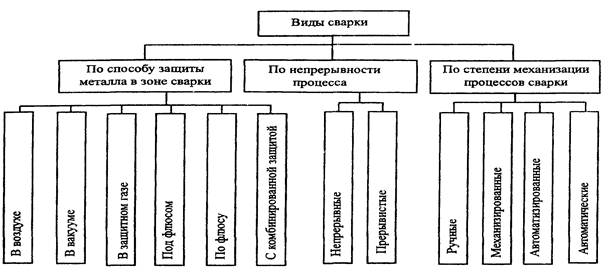




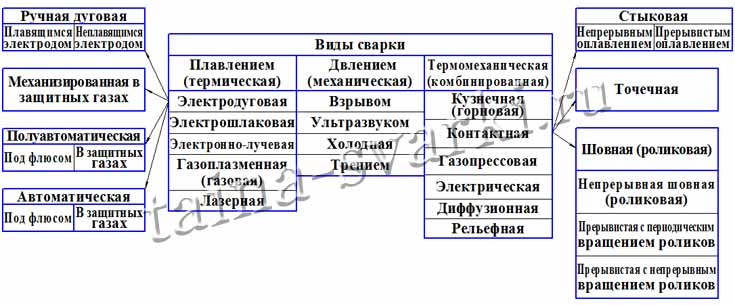
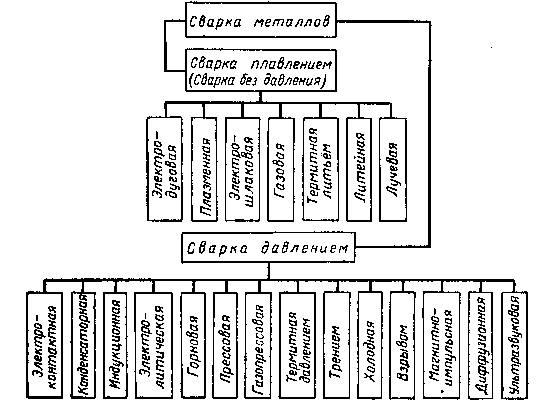
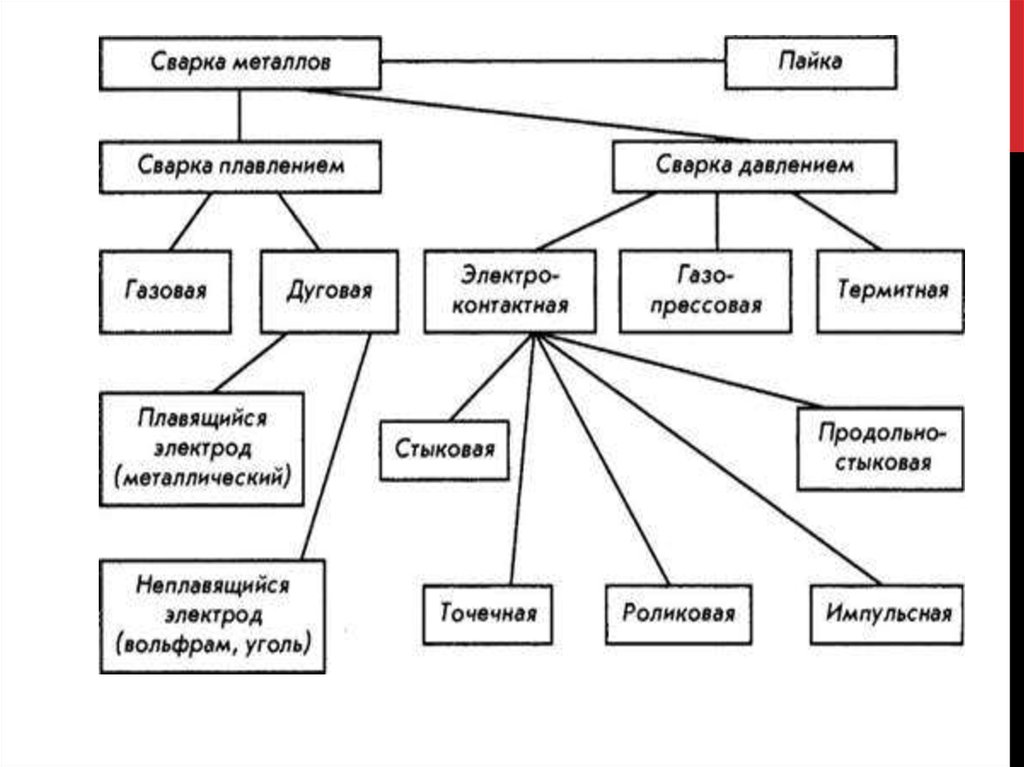
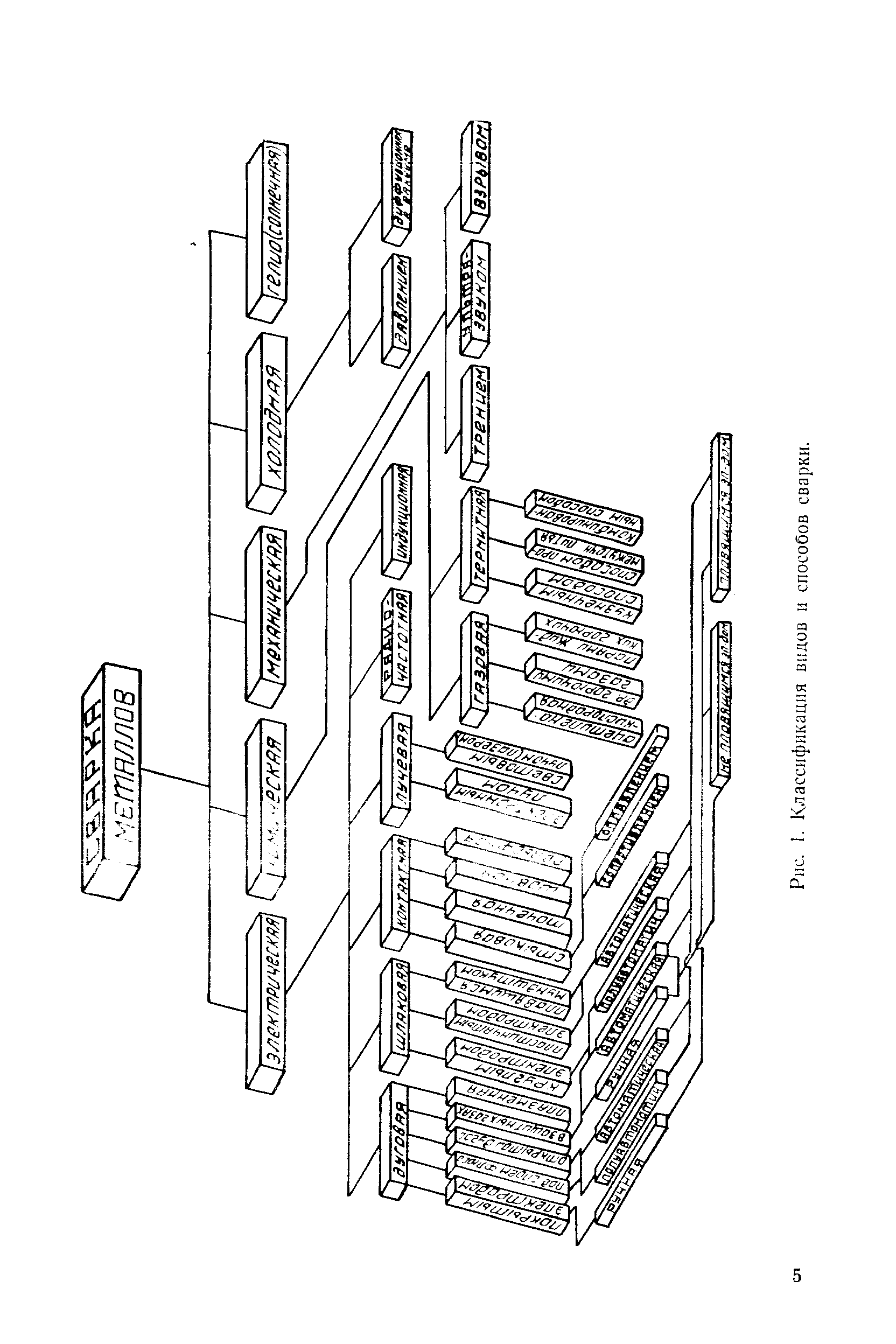
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
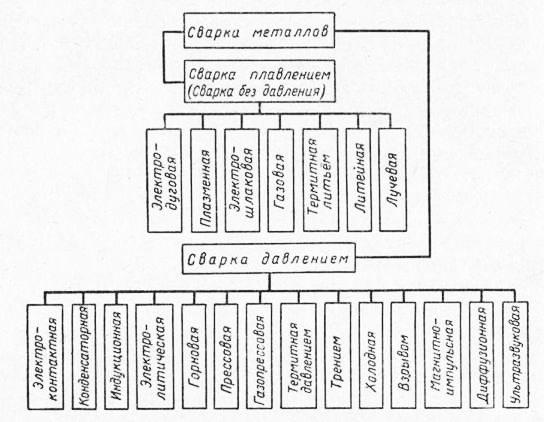
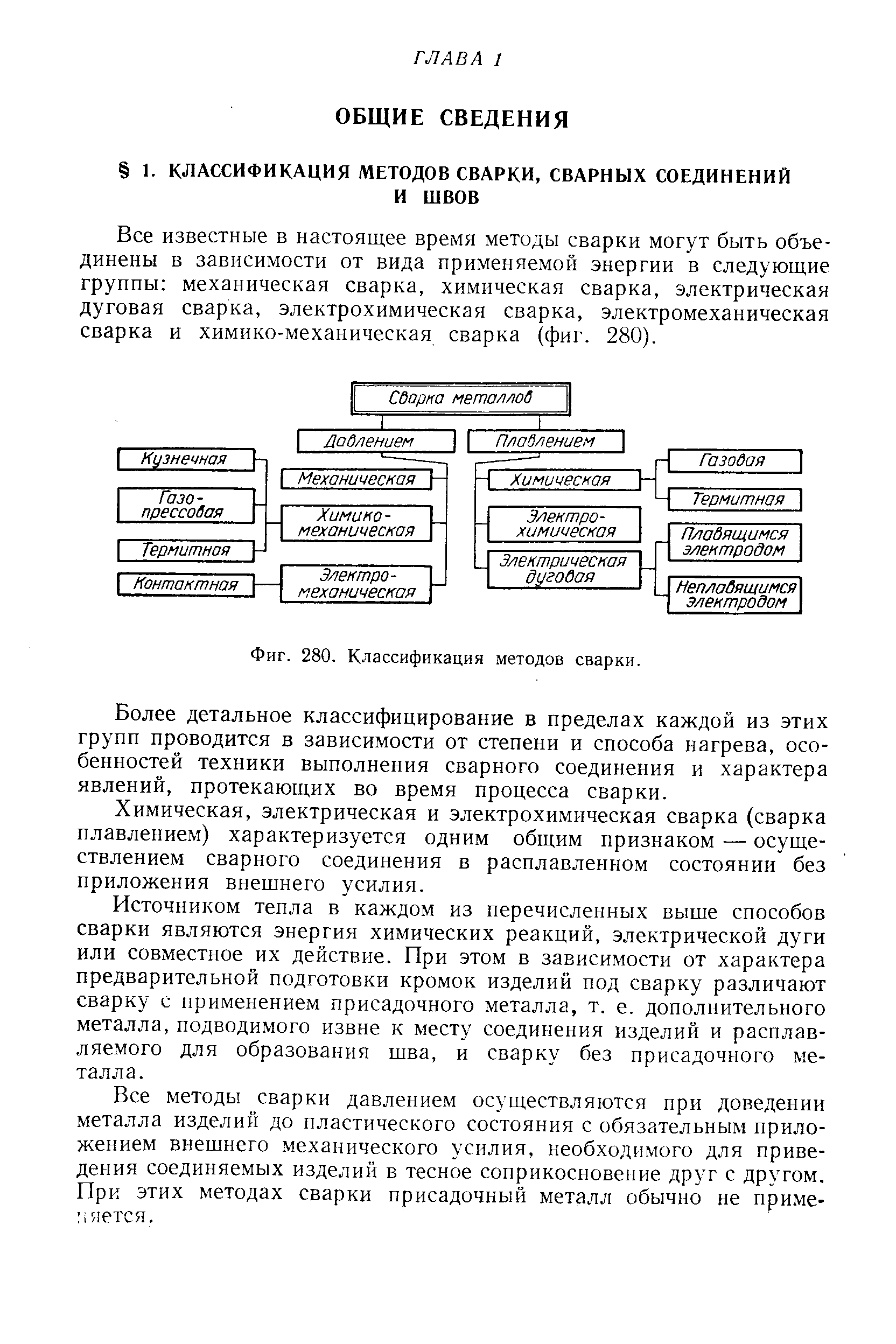
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.

Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
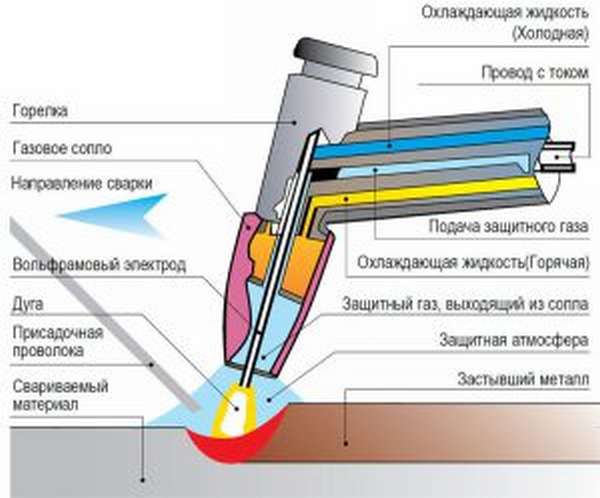
Особенности технологии
Техника и технология дуговой ручной сварки основывается на создании замкнутого контура, по которому проходит ток разного вида — постоянного, переменного или высокочастотного импульсивного типа. Образование дуги происходит во время моментальной подаче напряжения к электроду после его касания со свариваемой металлической поверхностью.

Тепло, которое необходимо для плавления кромок, получают от электрической дуги. В зоне действия дуги происходит образование области жидкого расплава, в которой возникает перемешивание металла обеих заготовок. Во время остывания они кристаллизуются, образуют единое целое, а именно сварной шов. Данную область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной.
Металлический стержень электрода покрывают специальным составом, который называется флюсом. Во время сильного нагревания он расплавляется, образует инертный газ, который формирует защитное облачко над рабочей зоной и предотвращает окислительные процессы при взаимодействии расплава с кислородом.
Для поддержания электродуги на держатель и на заготовки подается напряжение от источника.
Важно! Технологический процесс ручной дуговой сварки обычно проводится с использованием постоянного или переменного тока. Для этого применяются специализированные или универсальные источники
Технология выполнения ручной дуговой сварки цветных металлов и сплавов, которые проявляют высокую химическую активность в нагретом состоянии, выполняется в атмосфере специально подаваемых газов с защитным действием в рабочую зону.
Имеется несколько основных приемов и движений стержней относительно поверхностей:
- затягивание отверстий и прожогов «перетаскиванием». Во время этого процесса расплавленная металлическая смесь натягивается с поверхности на поверхность при помощи электродов;
- сварочный процесс «полумесяцем» или «зигзагом».
Обычный балансный инвертор с мощностью 220 В при номинальном повышении тока может применяться для разрезания листовых металлических заготовок, а также в виде прутка. При стандартном режиме аппарат используется для сварочного процесса.
Чтобы выполнение ручной дуговой сварки было правильным, а шов качественным, стоит запомнить несколько важных правил:
- Подача тока должна осуществляться постоянно.
- Все поверхности и электроды должны быть в сухом состоянии, иначе сварочная ванна начнет искрить, а шов будет кривым и непрочным.
- Сварочный кабель не должен иметь трещин, повреждений, обрывов. В противном случае ток перейдет в фазу, и электрод залипнет в сварочной ванне. В результате это приведет к замыканию и порче сварного шва под воздействием раскаленного электрода.
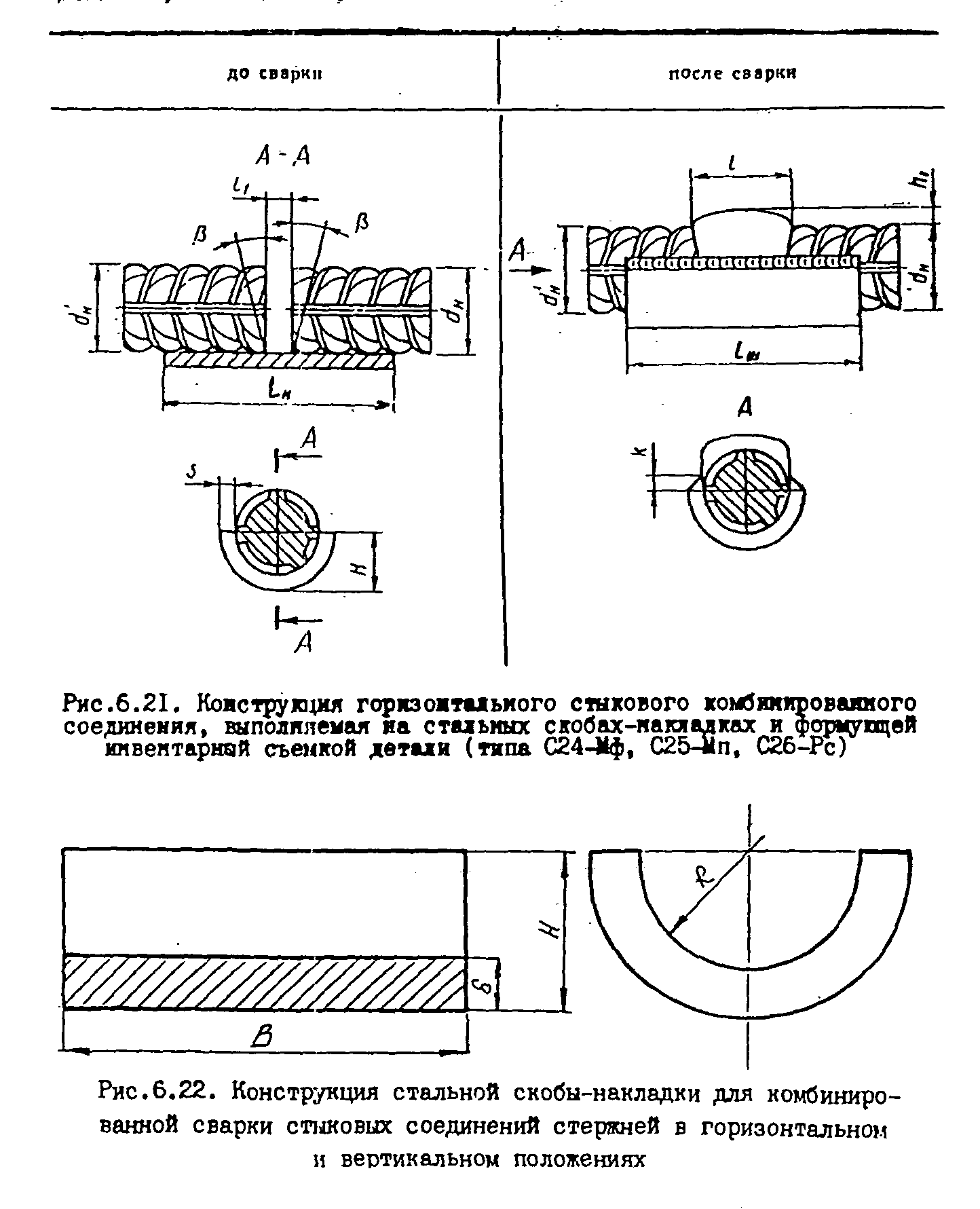
Особенности сварки трубопроводов
Особенность данного вида сварки труб под давлением в том, что шов не прямолинейный, а кольцевой или круговой. При разработке технологии учитывают толщину стенок и то, чтобы шов получился герметичным.
Сварка давлением отвечает всем условиям. В этом случае используют простые приспособления и специальный инструмент, позволяющие равномерно прижимать кромки соединяемых тонкостенных трубопроводов. Качество сварного контакта зависит от подготовки свариваемых поверхностей. Если все сделано правильно, то получается прочное и надежное соединение, можно сваривать и разнородные металлы.





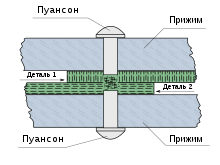


Во время сварки трубопроводов получается круговой шов.
Обработанные торцы труб центрируют, после чего сжимают. Место стыка нагревают петлевым индуктором до температуры 0,8-0,9 от температуры плавления материала. Нагретые плоскости сжимают, в результате чего получается плотный и надежный шов.
I. Общие положения
1. На должность сварщика ручной
дуговой сварки плавящимся покрытым электродом (РД) назначается лицо, имеющее профессиональное
обучение по программам профессиональной подготовки, переподготовки по
профессиям рабочих и должностям служащих, в области, соответствующей
направленности (профилю) по сварочному производству
2. Опыт практической работы не менее
6 месяцев по профессии сварщик ручной дуговой сварки плавящимся покрытым
электродом (2-3 разряд).
3 . Дополнительные требования:
— прохождение обязательных (при
поступлении на работу) и периодических медицинских осмотров (обследований), а
также внеочередных медицинских осмотров (обследований) в установленном
законодательством Российской Федерации порядке;
— прохождение обучения и
проверки знаний норм и правил работы в электроустановках в качестве
электротехнологического персонала в объеме группы II по электробезопасности или
выше;
— обучение мерам пожарной
безопасности, включая прохождение противопожарного инструктажа и
пожарно-технического минимума по соответствующей программе;
— прохождение обучения по охране
труда и проверки знаний требований охраны труда в установленном порядке;
— наличие документов (дипломов,
свидетельств, удостоверений, сертификатов), подтверждающих квалификацию: документ о профессиональном образовании или
обучении; документы о допуске к
выполнению сварочных работ (сертификаты, удостоверения, свидетельства) в сферах
деятельности, в которых устанавливаются дополнительные требования в области
сварочного производства.
4. Назначение на должность сварщика
ручной дуговой сварки плавящимся покрытым электродом, а также освобождение от
нее производится приказом руководителя организации.
5. Сварщик ручной дуговой сварки
плавящимся покрытым электродом должен знать:
5.1. Основные типы, конструктивные
элементы и размеры сварных соединений, выполняемых РД, и обозначение их на
чертежах
5.2. Правила
подготовки кромок изделий под сварку
5.3. Основные
группы и марки материалов, свариваемых РД
5.4. Сварочные (наплавочные)
материалы для РД
5.5. Устройство
сварочного и вспомогательного оборудования для РД, назначение и условия работы
контрольно-измерительных приборов, правила их эксплуатации и область применения
5.6. Специализированные
функции (возможности) сварочного оборудования для РД
5.7. Правила
сборки элементов конструкции под сварку
5.8. Виды
и назначение сборочных, технологических приспособлений и оснастки
5.9. Техника
и технология РД простых деталей неответственных конструкций в нижнем,
вертикальном и горизонтальном пространственном положении сварного шва. Дуговая
резка простых деталей
5.10.
Выбор режима подогрева и порядок проведения работ по предварительному,
сопутствующему (межслойному) подогреву металла
5.11.
Причины возникновения и меры предупреждения внутренних напряжений и деформаций
в свариваемых (наплавляемых) изделиях
5.12.
Причины возникновения дефектов сварных швов, способы их предупреждения и
исправления
5.13.
Правила технической эксплуатации электроустановок
5.14.
Нормы и правила пожарной безопасности при проведении сварочных работ
5.15.
Правила по охране труда, в том числе на рабочем месте





5.16.
___________________________________________________________________________
6. Характеристики
выполняемых работ:
— прихватка элементов
конструкции РД во всех пространственных положениях сварного шва;
— РД сложных и
ответственных конструкций (оборудования, изделий, узлов, трубопроводов,
деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов),
предназначенных для работы под давлением, под статическими, динамическими и
вибрационными нагрузками во всех пространственных положениях сварного шва;
— ручная дуговая резка
сложных деталей из различных материалов;
— наплавка поверхностей
баллонов и труб, дефектов деталей машин, механизмов, конструкций и
инструментов;
— устранение РД трещин и
раковин в изделиях с толщиной более 0,2 мм и в изделиях с труднодоступными для
сварки местами;
— исправление дефектов
сваркой.
7. Сварщик ручной дуговой сварки
плавящимся покрытым электродом подчиняется непосредственно ____________.
8. На время отсутствия сварщика ручной
дуговой сварки плавящимся покрытым электродом (отпуск, болезнь, пр.) его
обязанности исполняет лицо, назначенное в установленном порядке. Данное лицо
приобретает соответствующие права и несет ответственность за надлежащее их
исполнение.
9.
________________________________________________________________
Виды и способы
Электрическая дуговая сварка имеет несколько разновидностей. Каждая из них обладает некоторыми отличительными особенностями, которые оказывают влияние на качество и вид сварного соединения.
Выделяют следующие виды электродуговой сварки:
- Ручная электродуговая сварка. Во время нее используется только ручная сила человека без механизмов;
- Механизированного вида. Во время процесса используется механизация при подаче проволоки в область сваривания, а часть работы производится ручной силой;
- Автоматического типа. Сварка осуществляется в автоматическом режиме. Специальное оборудование самостоятельно подает дугу, регулирует показатели ее длине, перемещение.
Технологический процесс электродуговой сварки также разделяется на способы:
- Пучком. Во время сварки производится связывание в пучок нескольких электродов, сваривание их торцов и установка в держателе. Используется больший диапазон токов и можно самостоятельно увеличивать показатели производительности.
- Сварка лежачим электродом. Во время этого процесса может производиться укладка с длиной от 50 до 120 см с обмазкой в разделанный стык или угол. На него помещается медный брус с продольной канавкой. После этого заготовка и электрод подсоединяются к источнику тока. Угольный стержень поджигает дугу, которая уходит под область бруска. Она перемещается по стыку, расплавляет рабочий элемент и сваривает кромку. В результате этого получается сварное соединение.
- Сварка наклонным электродом. Данный метод проводится для повышения производительности. Во время него электрод фиксируется в зажиме с обоймой, которая перемещается под своей массой по стойке. В момент зажигания дуги, электрод оплавляется, а обойма опускается вниз.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.

Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки — инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов — это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях)
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС – ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:

Строение и свойства электрической дуги.
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.


![Что такое сварка [4 сварочных технологии]](https://rusinfo.info/wp-content/uploads/b/6/1/b6169b52048e820d2b7e39f1b76d777d.jpg)

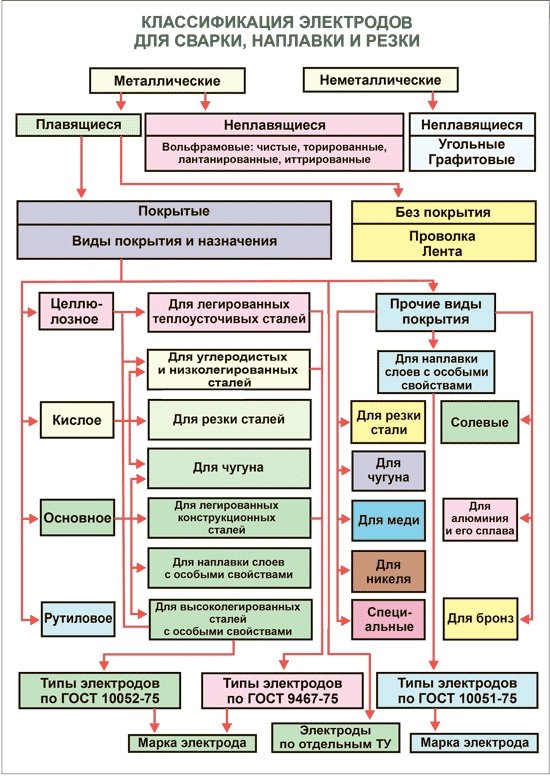
Что означает маркировка
Рассматривая все о дуговой ручной сварке, стоит особое внимание уделить электродам, именно эти компоненты помогают сформировать прочный и качественный сварной шов
Важно учесть, что маркировка стержней определяет важные функции и качества:
- для каких металлов предназначены стержни;
- положения их удерживания при сварочном процессе — вертикальное, горизонтальное, под углом;
- толщину и состав покрытия.
Вид маркирования сочетает буквы и цифры. Сразу после названия и марки идет буква, которая определяет назначение стержней:
- У — для низколегированной и среднеуглеродистой стали;
- Т — для легированной с высокой теплоустойчивостью;
- Н — для наплавления;
- А — для металлических основ пластичного типа.
Затем идет буква, которая указывает на показатель толщины покрытия: М — тонкое покрытие, С — средняя толщина, Д — толстое, Г — сильно толстое. После идет буквенное обозначение типа стержня. Если это Е, то он является плавящимся.
После букв идут цифры. Они указывают на степень возможного предела прочности на растяжение, показатели относительного удлинения, температурный режим сохранения ударной вязкости. Они важны только для профессионалов, работающие на ответственных и важных предприятиях.
После цифр следуют буквы, которые указывают на тип материала обмазки стержня:
- А — кислотное соединение.
- Б — из щелочей.
- Ц — из целлюлозы.
- Р — рутиловое.
- П — другие разновидности.
Далее идут последние цифры в маркировке электродов, и они означают важные параметры стержней — положение в пространстве, в котором можно производить способ сварки РДС, и характеристики тока для сварочного процесса.
Электродуговое сварочное соединение
Дуговая сварка предполагает использование источника тока с большим номинальным значением, при этом аппарат имеет небольшое напряжение. Подключение трансформатора происходит одновременно на металлическую заготовку и сварочный электрод.
В результате сварки металла электродом образуется электрическая дуга, за счет которой происходит расплавление кромок соединяемых заготовок. В зоне действия дуги создается температура около пяти тысяч градусов. Такого нагрева вполне достаточно для расплавления любых металлов.

Во время плавления металла соединяемых деталей и электрода формируется сварочная ванна, в которой и происходят все процессы сцепления. Шлак поднимается на поверхность расплавленного состава и формирует специальную защитную пленку. В процессе дуговой сварки металла применяются электроды двух типов:
- неплавящиеся;
- плавящиеся.
При использовании неплавящегося электрода необходимо в зону действия электрической дуги вводить специальную проволоку. Плавящиеся электроды сварной шов формируют самостоятельно. В состав таких электродов добавляются специальные присадки, которые не позволяют дуге гаснуть и увеличивают ее устойчивость. Это могут быть элементы с высокой степенью ионизации (калий, натрий).
Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.







