Как перенести на ткань?
Если смотреть внимательно, то выкройки из журналов уже включают в себя необходимые припуски на обработку. В описании модели это должно быть указано, в том числе их величина. Поэтому, перед тем как переносить ее на ткань, необходимо прочитать информацию, которая к ней прилагается. Во время построения лекал по своим параметрам вы можете сразу делать прибавку или при переносе на ткань выбирать наиболее подходящий вариант именно для вас.

Опытные мастера делают это легко и без дополнительных линий, определение припусков — обычное дело для них, все метки они делают на глаз. Для начинающих рукодельниц есть несколько рекомендаций по переносу лекал с прибавками на ткань:
- Сделать лекало с необходимыми величинами. Это поможет быстро, без лишних затрат времени прочертить линию среза.
- Использовать швейный маркер. Обычно ширина стержня равна 0,6-0,7 см, если этого мало, тогда можно сделать рядом еще одну линию. После стирки он исчезает, использовать данный инструмент удобно и практично.

Эти два варианта можно использовать не только непосредственно на ткани, но и при изготовлении лекала. После пошива нескольких изделий вы уже без дополнительных линий сможете сделать расчет припусков. На швейных производствах существует стандартная прибавка — 1 см.
Величина припусков на швы
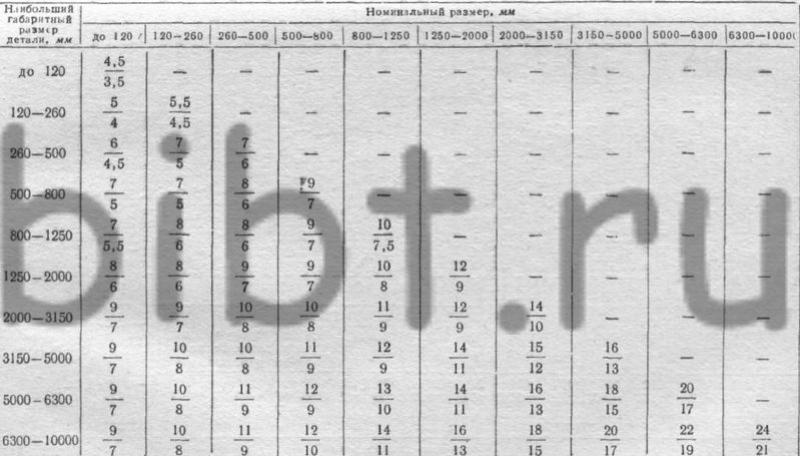
Для массового производства или стандартной фигуры, или проверенной выкройки, которую вы уже знаете, что она вам подходит, ширина шва при стачивании или припуск на швы при раскрое следующий:
Таблица припусков на швы для массового пошива.
Почему я даю вам припуски при массовом пошиве? Я работала с коллегой в школе, которая начала шить, работая на фабрике массового пошива. Это была ее школа шитья. И она категорически отвергает все ручные работы и припуски на швы с «запасом». Так она обучает и учащихся девочек на уроках труда в школе. Я же училась в учебном заведении, ориентированном на индивидуальный пошив, и поэтому все работы у нас выполняются только с примеркой и с ручными временными строчками. Более того, я начала шить самоучкой, как писала о себе на сайте, и конечно, у меня свой опыт и шитья, и обучения, который я считаю правильным и наиболее качественным. Поэтому вы, столкнувшись с разным опытом работы, разными советами, должны понимать, откуда это, почему и выбрать свои предпочтения.
При индивидуальном пошиве припуски на швы распределяются согласно таблице.
Таблица припусков на швы для индивидуального пошива.
таблица припусков на швы в индивидуальном пошиве
После примерки припуски по шву на спинке и по плечевому срезу можно подрезать до 1,0 см.
В этой статье говорилось о припусках для плечевого изделия. Обычно, при изготовлении конкретного изделия указываются технологические условия: вид ткани, способы обработки швов согласно модели, и, конечно же, величина припусков на швы, например, припуски на швы для платья, припуски на швы ночной сорочки или юбки.
Некоторые опытные закройщики кроят мужские брюки сразу, включая припуски на швы, и выкраивают детали по линиям кроя. Можно так делать, потому что мужские брюки шьют без примерки в силу стройности «мужских ножек». А вообще припуски при построении выкройки не учитываются, их прибавляют при раскрое.
Каждый мастер делится своим опытом, поэтому вы можете столкнуться с самыми разными советами по размеру припусков на швы. Руководствуйтесь своим опытом: если вы еще работаете не уверенно, криво режете и шьете, то давайте припуски побольше, чтобы потом было что бесконечно выравнивать. Если рука держит ножницы более уверенно и машинка вас слушается, то лишние припуски только усложнят вам работу.
Совет.
Хочу обратить ваше внимание на работу с журналами мод. Есть журналы, в которых выкройки даны с припусками на швы
Это плохо. Плохо, потому что все припуски на всех участках даны одинаковые. Как правило, они по 1,5 см. Этого припуска по боковому срезу и низу изделия мало, а по линии горловины, бортам, пройме – много и очень много. Поэтому, мой совет: сразу срежьте на выкройке параллельно краю все припуски. В изделии осноравливать срезы будет куда сложнее.
Кроят симметричные детали, сложив ткань вдвое, лицевыми сторонами друг к другу, чтобы они были абсолютно одинаковыми. Ассиметричные детали и в массовом производстве, и в индивидуальном пошиве располагают в полный разворот на ткань лицевой стороной вниз.
И еще: как-то видела на форуме самодельное приспособление: два карандаша скреплены скотчем, чтобы один карандаш обводил контуры выкройки, а второй сразу очерчивал припуски. Много восторженных отзывов, но это тех женщин, которые только начинают шить. Как вы теперь поняли, это приспособление бесполезное.
В этой статье мы узнали, какие припуски ткани на швы нужно давать на разных конструктивных участках изделия и отчего это зависит.
Задавайте вопросы. Если статья была полезной, делитесь ею с друзьями в соцсетях, буду признательна за лайки. Подписавшись на новости, вы не пропустите новые уроки, а также получите полезную книгу в подарок «Швейная машинка домашнего использования».
С любовью, Ольга Злобина
4.2. Методы определения припусков на обработку
Методы определения припусков:
—
опытно-статистический
—
расчетно-аналитический.
По первому методу общие и операционные
припуски определяются по данным таблиц,
составленных на основе обобщения и
систематизации производственных данных
передовых заводов (некоторые из них
стандартизированы). Табличные значения
припусков во избежание получения брака
завышены и не учитывают конкретных
условий обработки (последовательности
выполнения операций, схем базирования
и др.).









Расчетно-аналитический метод основан
на учете конкретных условий выполнения
ТП обработки путем выявления и анализа
факторов, влияющих на величину припуска.
К таким факторам относятся:
—
величина микронеровностей поверхности;
—
глубина дефектного слоя поверхности
h;
— пространственные отклонения поверхностей
(коробление и кривизна поверхности,
эксцентричность оси отверстия,
несовпадение положения осей и т.д.);
—
погрешность установки заготовки.
Из факторов, влияющих на величину
припуска, относятся к предшествующей
обработке, и им присваивается индекс
,
относится к выполняемой обработке и
имеет индекс.
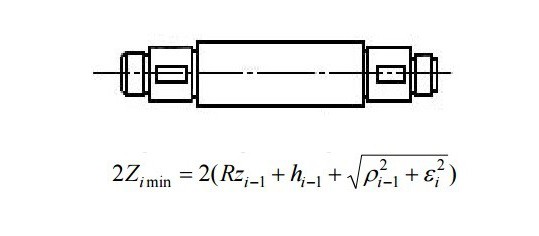
На рис. 4.1. показано схематичное изображение
величины минимального припуска и
факторов, влияющих на его величину.
Минимальный промежуточный припуск на
выполняемый переход в общем виде
определяют по формуле:
. (4.1)
Пространственные отклонения и погрешности
установки представляют собой векторы,
их суммируют по правилу сложения
векторов. При обработке плоских
поверхностей, когда имеются коллинеарные
векторы:
, (4.2)
при
обработке поверхностей вращения, когда
невозможно предвидеть направление
векторов суммирование производится по
правилу квадратного корня:
.
(4.3)
Минимальный припуск на обработку
плоскостей
.
(4.4)
Для поверхностей вращения припуск
считается на диаметр:
.
(4.5)

Рис. 4.1.
Факторы, влияющие на величину припуска
Частные формулы для конкретных случаев
обработки:
—
при обработке цилиндрической поверхности
заготовки, установленной в центрах
;
(4.6)
—
при обработке отверстий плавающей
разверткой и при протягивании
,
(4.7)
—
при обработке, целью которой является
уменьшение шероховатости поверхности
(полирование, суперфиниширование)
,
(4.8)
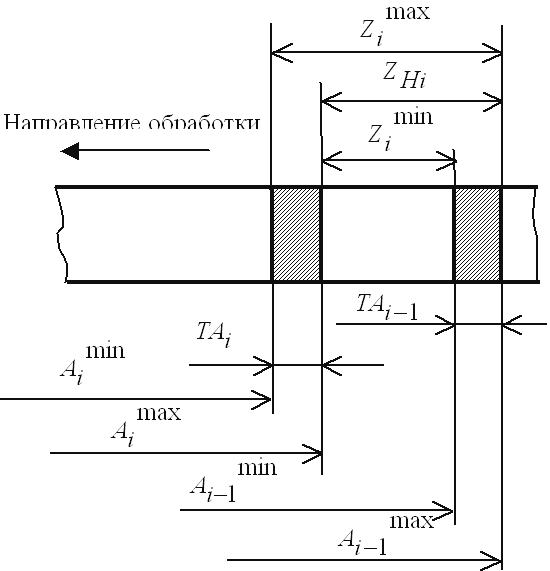
Рис.
4.2. Схема образования максимального и
минимального припуска







—
при шлифовании заготовок после их
термической обработки в расчетных
формулах будет отсутствовать слагаемое
.
Величина припуска, снимаемого с
поверхности каждой детали партии,
зависит от ряда случайных факторов и
поэтому является случайной величиной.
При однопроходной обработке деталей
на предварительно настроенных станках
в результате упругих деформаций
технологической системы имеет место
явление копирования. Оно заключается
в том, что при обработке заготовки с
меньшим размером
(рис. 4.2) выдерживаемый размерполучится меньшим и наоборот, большему
размеру заготовкисоответствует большее значение
выдерживаемого размера.
Таким образом, действительные
припуски на обработку в партии
заготовок будут

Рис. 4.2. Схема
образования максимального и минимального
припуска
колебаться
вследствие колебаний размеров заготовок,
а также твердости их материала.
Зависимости для минимального и
максимального припусков наружных
поверхностей (рис. 4.2) имеют вид:
,
(4.9)
,
(4.10)
,
(4.11)
где
— допуск на размер заготовки;
— допуск на выполняемый размер.
Номинальный припуск для наружного
размера
,
(4.12)
где
— нижнее отклонение размера заготовки;
— нижнее отклонение размера детали.
Ориентировочно на практике 60 % суммарного
припуска отводится для черновой, а
остальная часть (40 %) – для чистовой
обработки; при черновой, получистовой
и чистовой обработке припуск составляет,
соответственно, 45, 30 и 25 % общего припуска.
Особенности назначения требований к шероховатости поверхности на промежуточных переходах механической обработки. Особенности назначения шероховатости обрабатываемой поверхности.
-
Шероховатость
окончательно обработанной поверхности
определяется требованиями чертежа. -
Шероховатость
поверхности исходной заготовки,
назначается технологом, исходя из
возможностей метода, принятого для
получения заготовки. -
Шероховатость
промежуточных переходов назначается
технологом с учётом следующих требований:
А)
шероховатость при предварительной
обработке (черновая) грубее, чем при
чистовой, а при чистовой грубее, чем при
окончательной;
Б)
шероховатость последующего перехода
не может быть грубее, чем на предыдущем
переходе. Равенство шероховатостей
смежных переходов – это предварительно
допустимый случай.

В)
повышенные требования к шероховатости
предъявляются к базовым поверхностям
и к поверхностям, последующей ХТО или
гальванической обработке.
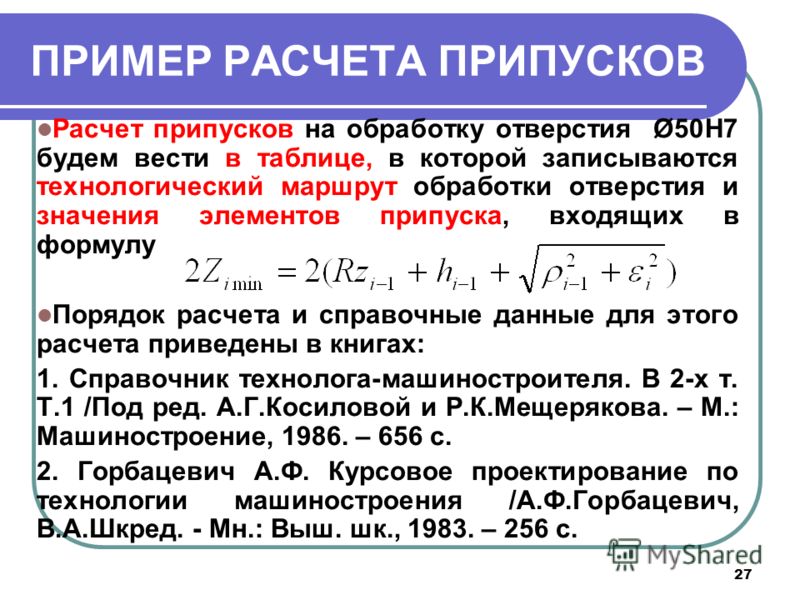
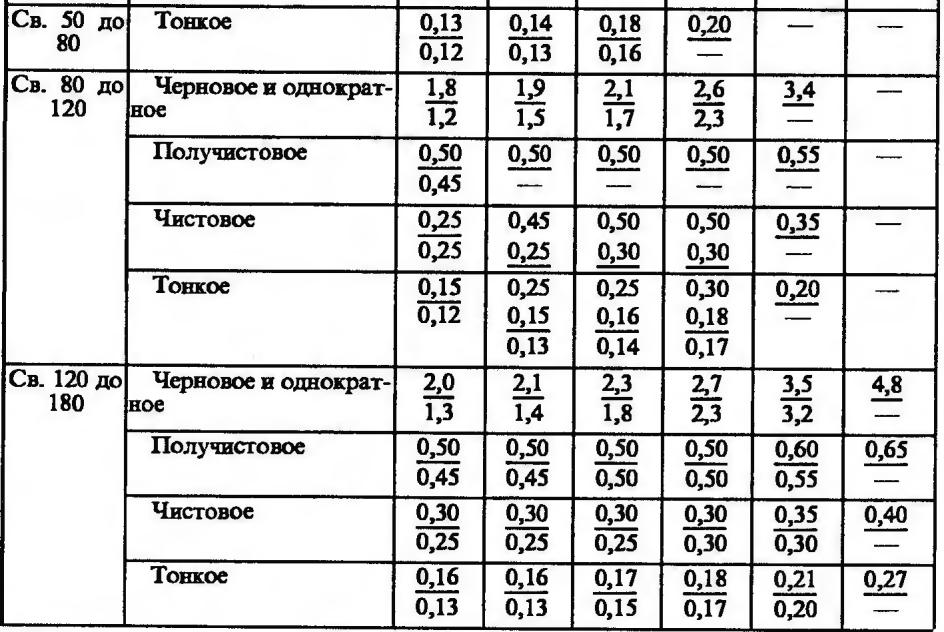
Расчет припуска двумя способами
Мы уже выяснили, что такое припуск и какие факторы влияют на его размер, а теперь узнаем, как правильно его рассчитать. Существует два способа: статистический (табличный) и аналитический (расчетный). Первый определяется по соответственным ГОСТам и зависит от типа заготовки и маршрута обработки. В первую очередь, для того чтобы рассчитать размер припуска на обработку статистическим методом, необходимо разработать маршрут обработки заготовки. Далее назначаются технологические допуски для технологических переходов. Теперь, согласно таблицам, с соответственными ГОСТами назначаются элементы припуска Rz и h. Кроме того, необходимо вычислить величину суммарных пространственных погрешностей. Технологический припуск, рассчитываемый табличным методом, нужно начинать вычислять с последнего перехода, то есть в порядке обратного хода технологического процесса.
Для вычисления припуска аналитическим методом используют следующие формулы.
Для цилиндрических поверхностей:
Для плоских поверхностей:

Где:
- Rz – величина микронеровностей;
- h – глубина дефектного слоя;
- ρi-1 – величина суммарных пространственных отклонений;
- εi – погрешность установки заготовки;
- i – припуск на данную операцию.
Промежуточные припуски на механическую обработку (минимальные) рассчитываются с очень высокой точностью — до микрометра, а округление необходимо производить в сторону увеличения.
Несмотря на то, какой вид припуска рассчитывается, необходимо также учитывать, что его величина должна превышать минимальную толщину стружки, которую снимает режущий инструмент в рассчитываемой технологической операции. Конечно же, в различных ситуациях и при разнообразных видах обработки заготовки вышенаписанные формулы могут незначительно изменяться. Например, из формулы убирается глубина дефектного слоя и её припуск (hi-1) при шлифовании после термообработки, поскольку в данном конкретном случае поверхностный слой необходимо сохранить.





4.1. Понятие о припусках на обработку заготовок
Припуск – слой материала, снимаемый
с поверхности детали для обеспечения
заданного качества.
Операционный припуск— это припуск, удаляемый при выполнении
одной технологической операции.
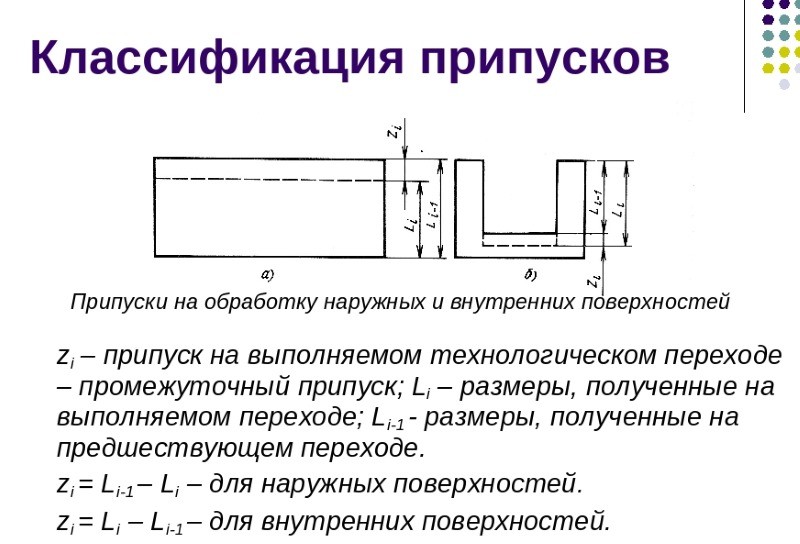
Промежуточный припуск— это припуск,
удаляемый при выполнении одного
технологического перехода. Определяется
разностью размеров, полученных на
предшествующем и выполняемом переходе.
Общий припуск– слой материала,
необходимый для выполнения всей
совокупности операций и переходов от
заготовки до готовой детали. Он равен
сумме операционных припусков:
,
где
n –число операций
(переходов).
Припуски на обработку могут быть
симметричными и асимметричными.
Симметричные припуски имеют место при
обработке наружных и внутренних
цилиндрических и конических поверхностей
вращения, а также одновременной обработке
противолежащих поверхностей с одинаковыми
припусками.
Асимметричный припуск будет в том
случае, когда противолежащие поверхности
обрабатываются независимо одна от
другой. Односторонний припуск является
частным случаем асимметричных припусков,
когда одна из противоположных сторон
не обрабатывается.
Припуск по существу является компенсатором
всех погрешностей предыдущей обработки
заготовки и погрешностей, связанных с
выполнением данной технологической
операции.
На припуск устанавливают допуск, который
является разностью между наибольшим и
наименьшим значениями припуска.
Значения припусков и допусков определяют
промежуточные (операционные) размеры.
Напуск – это также слой материала,
подлежащего удалению, но его образование
связано с особенностями технологии
получения заготовки. К напускам относятся:
штамповочные и формовочные уклоны,
непролитые и непрошитые отверстия, слои
металла у сортового проката, различные
впадины, заполняемые металлом при ковке
и штамповке, и т.п.
Припуск при помощи машинки
Если у вас уже готова выкройка, но вы точно не знаете, какой величины заложена прибавка на шов, тогда стоит воспользоваться советом опытных мастериц. Нужно сделать припуск на лапку. Это достаточно просто, не нужно выдумывать никаких техник и делать расчеты. Необходимо сложить детали лицом к лицу, опустить лапку и уровнять со срезом. Дальше остается сделать прямую строчку.

Также можно использовать и другие приспособления, чтобы выполнить припуск определенной величины. От иголки откладывают нужное расстояние и прикрепляют резинку, ленточку, магнит или наклейку. Такие варианты совсем не требуют денежных затрат. Кроме этого, в специализированных магазинах можно найти сменные лапки с ограничителем. Цена у них варьируется, все зависит от качества и производителя.
Классификация припусков
По порядку обработки припуски дифференцируют на следующие виды.
- Общие удаляют на протяжении процесса работ. Обычно обработка заготовки до детали предполагает несколько переходов для одной поверхности, в течение которых снимается общий припуск. Его составляет сумма межоперационных по совокупности технологических операций перехода заготовки в деталь либо разность между габаритами.
- Межоперационные обрабатывают в течение выполнения отдельных операций. Они равны совокупности значений на черновой, получистовой и чистовой проходы конкретной операции.
- Промежуточный представлен слоем, удаляемым за один технологический проход. Он равен разности размеров после предыдущего и текущего переходов. Обычно его вычисляют по нормали для одной стороны. Измерения на 2 стороны проводят в исключительных случаях: для деталей цилиндрической либо конической конфигураций, либо при параллельной обработке зеркальных поверхностей с равными припусками. Во втором случае для каждой поверхности их вычисляют на толщину и диаметр.

По конфигурации выделяют односторонние, симметричные и асимметричные виды.
- Первый тип считают более практичным. Это обусловлено зависимостью значений от режимов резания. Его применяют когда не предполагается обработка противоположной поверхности.
- Симметричный используется для предметов цилиндрической и конической конфигураций при работах с внешними и внутренними поверхностями и соответствует значению на диаметр.
- Асимметричный вариант подразумевает различные значения для противоположных поверхностей.
51Понятие операционного припуска. Составляющие операционного припуска.
Операционный
припуск удаляется с поверхности в ходе
выполнения технологических операций.
Общий
припуск снимается с обрабатываемой
поверхности в ходе выполнения ТП.
 ,
,
 — промежуточные припуск,
— промежуточные припуск, — количество переходов ТП по обработке
— количество переходов ТП по обработке
данной поверхности.
Главная
проблема при назначении припуска
соответствует в том, что с одной стороны
припуска не должно быть слишком много,
с другой стороны, его не должно быть
слишком мало.
Чрезмерно
большой припуск приводит к увеличению
массы заготовки к снижению коэффициента
использования материала,
Большой
припуск – это дополнительные затраты.
Чрезмерно
малый припуск приводит браку при
обработке.
При
недостатке припуска инструмент работает
по упрочняющему слою, т.е. в неблагоприятных
условиях.









Припуск
считается оптимальным, если:
-
Он
позволяет устранять следы предшествующей
обработки; -
Он
позволяет устранить дефектный слой,
полученный при предшествующей обработке; -
Он
позволяет устранять погрешности
пространственного положения обработанной
поверхности, которые с формулировались
при предшествующей обработке; -
Он
позволяет компенсировать неточность
положения обработанной поверхности
из=зи погрешности установки; -
При
выполнении 1ог и 4 го условий он будет
минимальным.
Способы назначения припуска.
-
Табличный
-
Расчётно-аналитический
Табличный
способ назначения припусков основан
на использовании нормативных таблиц,
составляющих на основании опыта передовых
предприятий. Табличные припуски
устанавливают в зависимости от метода
и вида обработки, исходные заготовки,
габаритных размеров заготовки и
обрабатываемой поверхности в некоторых
случаях в зависимости от способа
установки.
Однако
табличные припуски не могут учитывать
всего многообразия условий обработки
поэтому главным недостатком является
завышенные значения припусков (на
30-100%).
Расчётно-аналитический
метод был предложен в 30 годах профессором
В. М. Кованом (МВТу им. Баумана). В основе
метода лежит понятие минимального
припуска.
 —
—
погрешность установки на данном переходе;
 —
—
шероховатость поверхности, сформулированная
на предыдущем шестом переходе;
 —
—
дефектный слой, сформулированный в ходе
предшествующей обработке;
 —
—
пространственная погрешность,
сформулированная в ходе выполнения
предшествующего перехода

поверхность
плоская

диаметральная
поверхность

Тема: Требования к раскладке выкройки. Припуски по срезам конструкции.
Когда готовы наши лекала мы можем приступить к раскрою. Перед раскроем мы должны подготовить материал – продекатировать. Рассмотрим различные образцы тканей. Чем они отличаются на ваш взгляд?
Предложены образцы тканей с ворсом, оттеночностью, рисунок в клетку, гладкоокрашенную.
У всех тканей есть нити долевые и уточные. Долевая нить
идет вдоль кромки ткани. Найдите ее на вашем образце. Ткань складывается кромка к кромке в два слоя. Это основной вид раскладки.
На гладкокрашеных материалах и на материалах с ненаправленным рисунком (симметричная полоска, клетка, горошек и т.д.), не имеющих начеса и оттенка лекала можно раскладывать в противоположных направлениях. Найдите такой образец среди предложенных.







На тканях в полоску и клетку с несимметричным рисунком все лекала раскладывают в одном направлении. На тканях с шириной полоски или клетки не более 0,5см детали раскладывают без учета припусков на подгонку полоски или клетки. Если ткань имеет полоску или клетку шириной более 0,5см, то детали раскладывают с учетом последующей подгонки рисунка в срезах отдельных деталей: на полочках – по краю бортов; на подбортах – по внешним краям лацканов; на спинке – по средним срезам; на клапанах, листочках, накладных карманах, воротнике, хлястике спинки – по верхнему и нижнему срезам; на кокетках спинок и полочек – до складок или вытачек. Подгонять рисунок необходимо по боковым и рельефным срезам. При укладывании деталей рукавов в раскладку рисунок подгоняют по окату.
На материалах с крупным рисунком на симметричных деталях кроя следят за симметричностью рисунка.
На ворсовых, ворсовоначесных тканях, а также тканях, имеющих разный оттенок в различных направлениях, все детали (за исключением обтачек и нижнего воротника) выкраивают, располагая лекала в одном направлении.
а) На ворсовых тканях (плюш, бархат, вельвет-корд. Вельвет-рубчик) лекала укладывают так, чтобы ворс был направлен снизу вверх изделия – ткань будет иметь матовый, глубокий оттенок.
б) Ворс тисненого плюша может быть направлен снизу вверх или сверху вниз, но все детали должны быть раскроены в одном направлении.
в) В изделиях из ворсовоначесных тканей с ярко выраженным направлением ворса (драпы, сукно, пальтовые ткани, байка) ворс должен быть направлен сверху вниз.
г) На тканях со слабовыраженным начесом и на тканях, дающих разный оттенок в различных направлениях, все детали одного изделия раскладывают в одном направлении.
Давайте по







