5.13. Припасовка деталей ювелирных украшений
В процессе сборки деталей в узлы и изделия ювелир неоднократно, каждый раз перед проведением пайки, осуществляет их припасовку — точную подгонку друг к другу (рис. 5.12).
 Рис. 5.12. Припасовка деталей ювелирных украшений
Рис. 5.12. Припасовка деталей ювелирных украшений
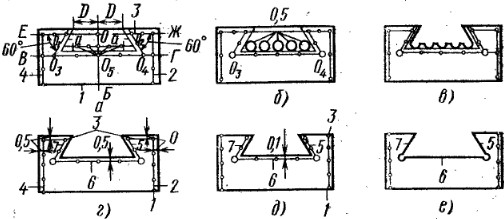
Шинки припасовываются к кастам, рантам, накладкам. Места их припасовки определяются конструктивными особенностями украшения, но всегда необходимо соблюдать выработанные практикой определенные закономерности, т. е. строго выдерживать нижний и верхний пределы совмещения деталей. Нижним пределом во всех случаях является расположение опорной площадки шинки и основания каста или ранта на одном уровне. Верхний предел может быть различным; у глухих кастов он доходит до середины каста, у боковых гладких кастов этот предел ограничивается условной линией закрепочного пояска, у ободковых ажурных — высотой ажурного, а иногда и закрепочного поясков, у крапановых и корнеровых кастов — примерно серединой крапана или корнера, а ранта — плоскостью его поверхности.
Процесс припасовки начинается с за- пиливания площадок — всечек на кастах или рантах и опорных площадок у шинок. Размеры всечек диктуются размерами шинок, а точнее размерами их опорных площадок. Для обеспечения качественной припасовки всечки делаются со ступенькой, а опорные площадки шинок запиливаются под одним углом со всечками.
При припасовке глухих ободковых (гладких и ажурных) кастов всечки делает с двух противоположных сторон над основанием, причем одна из всечек должна находиться на фуге с тем, чтобы не допустить расхождения шва при пайке. При припасовке крапановых и большинства корнеровых кастов всечки делают на ранте, точно против крапанов или корнеров, а опорные площадки шинок запиливают под углом ранта — заостряют вверх (к крапану, корнеру). Шинки припаиваются одновременно и к ранту, и к крапану или корнеру, как бы соединяя всю связку воедино.



![Глава xvi. распиливание и припасовка [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/5/6/c/56cbdcce0cfbefe5b9c8d68c71c59023.jpg)
![5.13. припасовка деталей ювелирных украшений [1991 новиков в.п., павлов в.с. - ручное изготовление ювелирных украшений]](https://rusinfo.info/wp-content/uploads/a/5/2/a52d1d5e0c6d6714edf78a460012e510.jpg)

При припасовке верхушек всечки делают на ранте. В тех же случаях, когда из-за малой высоты ранта всечку сделать невозможно, шинку припаивают одновременно к верхушке и ранту, запиливая для этого ее опорные площадки в виде шипа и припасовывая (вставляя) их между верхушкой и рантом под углом, обеспечивающим высокую плотность прилегания. Такой прием припасовки, дополнительно соединяя верхушку с рантом, увеличивает надежность всей конструкции.
При припасовке накладок необходимо исходить из их вида: накладные одним концом припаивают к верху шинки, а другим — к стенке каста без каких-либо всечек; вставные же накладки одним концом опирают на стенку каста, а другим (за счет всечки) врезают в винку.
Стойку (флажок) припасовывают к касту или ранту точно против припаянного крючка; надфилем делают соответствующую прорезь, в нее вставляют стойку и запаивают. Места пайки зачищают.
Крючки впасовывают в каст или рант, делая в касте отверстие (сверлением или прокалыванием) и вставляя в него конец проволоки либо (в низких кастах) делая надфилем неглубокую всечку (желобок) и запаивая в ней конец проволоки. В изделиях с низким рантом крючок впасовывается и припаивается между верхушкой и рантом. Нередко (в простых конструкциях серег) крючки припаивают без предварительной подготовки всечек и прорезей.
Припасовка шарнирных соединений состоит в их тщательной подгонке (притирке) друг к другу, такой плотной, которая одновременно после их сборки и припайки обеспечивала бы им требуемую степень подвижности.
Припасовка
Припасовка — окончательная точная пригонка одной детали к другой без каких-либо просветов, качания и перекосов. При этом одна из деталей до пригонки и припасовки должна быть обработана в пределах заданной точности.





Припасовка — окончательная точная пригонка одной, детали к другой без каких-либо просветов, качания и перекосов. При этом одна из деталей до пригонки и припасовки должна быть обработана в пределах заданной точности.
Припасовка — окончательная точная пригонка одной детали к другой без каких-либо просветов, качания и перекосов, при этом одна из деталей до пригонки и при пасовки должна быть обработана в пределах заданной точности.
|
Размеры и профиль резьбы геологоразведочных бурильных труб ниппельного соединения по ГОСТ 8467 — 57. |
Припасовка колец с контркалибром У-ПР и У-НЕ заменяет непосредственное измерение ширины впадины резьбы колец.
|
Размеры резьбовых калибров-колец ( мм Непроходные для контроля внутреннего диаметра СП — НЕ о о СО 0 со.| Профиль резьбы калибров для проверки геологоразведочных бурильных труб ниппельного соединения по ГОСТ 8467 — 83. а — калибр-кольцо. б — калибр-пробка. |
Припасовка колец с контркалибром У-ПР и У-НЕ заменяет непосредственное измерение ширины впадины резьбы колец. При полном свинчивании колец ПР с пробками У-ПР и колец НЕ с пробками У-НЕ не должно быть качки.
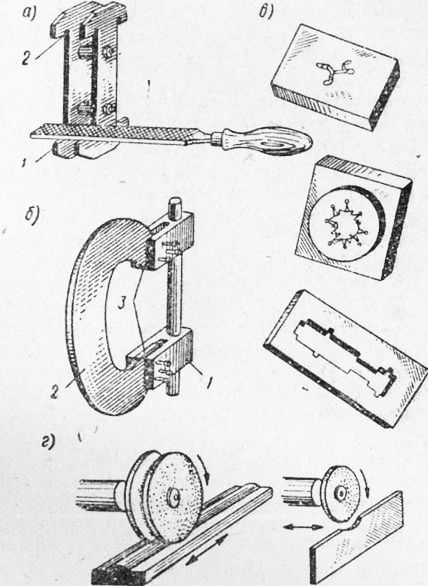
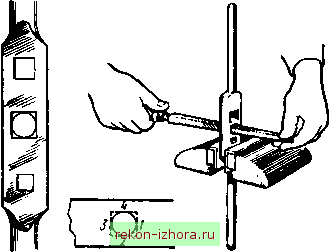
Припасовке подвергают шаблоны, контршаблоны, матрицы и пуансоны штампов и др. У шаблона и контршаблона рабочие части должны быть припасованы весьма точно, так, чтобы при соединении припасованных сторон шаблона и контршаблона между ними не возникало зазора при любой из возможных взаимных перестановок.
![Глава xvi. распиливание и припасовка [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/0/9/b/09bcbf0c1ef91ceba1d32a8fd93161e9.jpg)




Припасовке подвергают шаблоны, контршаблоны, матрицы и пуансоны штампов и др. У шаблона и контршаблона рабочие части, должны быть припасованы весьма точно, так, чтобы при соединении припасованных сторон шаблона и контршаблона между ними не возникало зазора при любой из возможных взаимных перестановок.
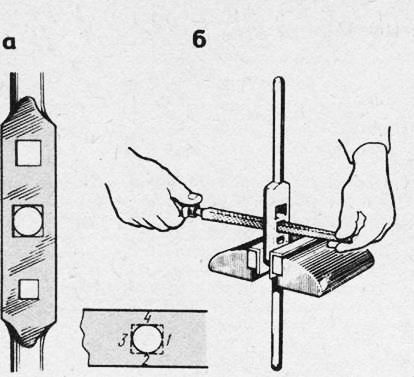
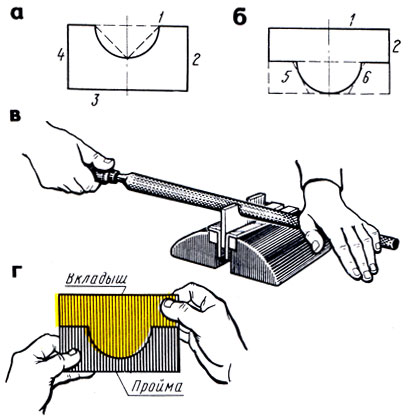
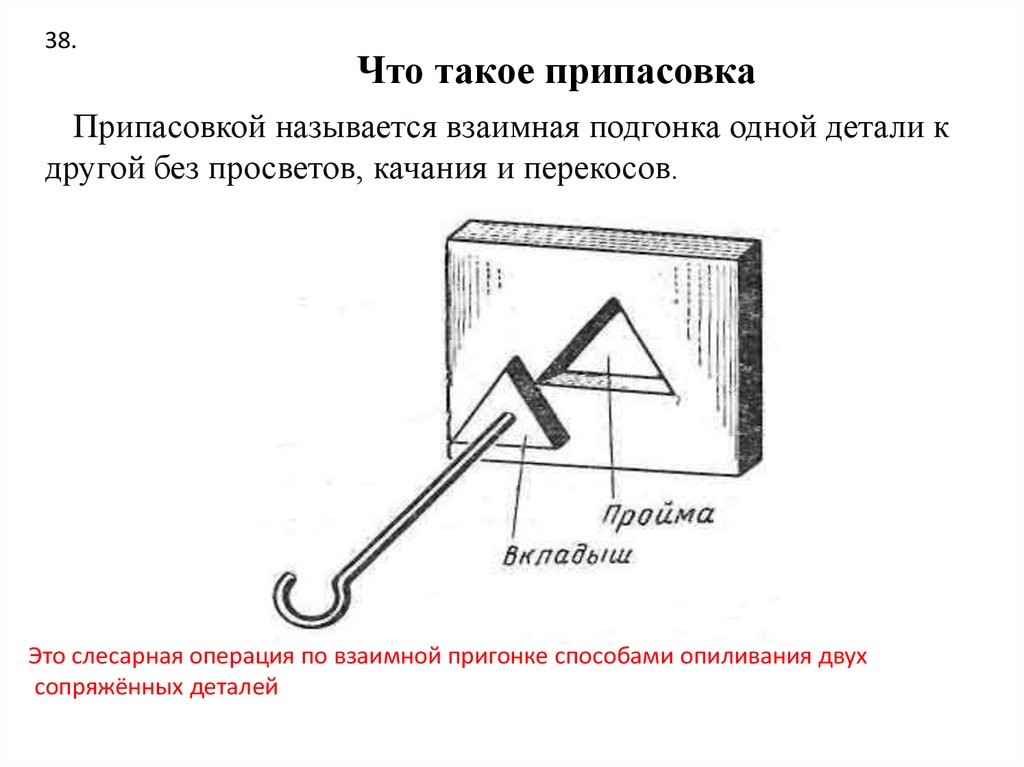
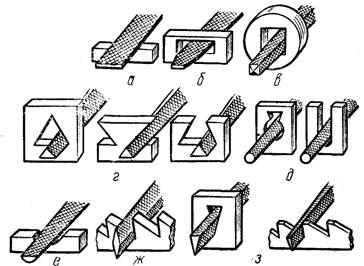
Припасовкой называется взаимная пригонка двух деталей, сопрягающихся без зазора. Припасовывают как замкнутые, так и полузамкнутые контуры.
Припасовкой называется взаимная пригонка двух деталей, сопрягающихся без зазора. Припасовывают как замкнутые, так и полузамкнутые контуры. Припасовка характеризуется большой точностью обработки. Из двух припасовываемых деталей отверстие принято называть проймой, а деталь, входящую в пройму — вкладышем.
Припасовкой называется точная взаимная пригонка деталей, соединяющихся без зазоров при любых перекантовках.
Для припасовки деревянных пасынков стойку разворачивают на подкладках затесанной плоскостью вверх. Затем на стойку накладывают пасынок и временно скрепляют его со стойкой струбциной или строительными скобами так, чтобы врубки в стойке и пасынке для прохода бандажных болтов совпадали. Под комель пасынка кладут прокладку. Перед припасовкой места стоек и пасынков, подвергавшиеся обработке, покрывают антисептиком, нагретым до температуры 80 — 90 С.

![§ 83. пригонка и припасовка [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/7/1/0/71089a2dd253dcc637ed1ddb50c42a8a.jpg)
![5.13. припасовка деталей ювелирных украшений [1991 новиков в.п., павлов в.с. - ручное изготовление ювелирных украшений]](https://rusinfo.info/wp-content/uploads/7/c/a/7caf8401c0cd93b2c0e641fc9d11fa5d.jpg)



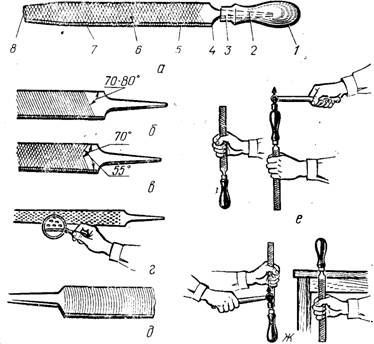
Выполняется припасовка напильниками с мелкой и очень мелкой насечкой — № 2, 3, 4 и 5, а также абразивными порошками и пастами.
Выполняется припасовка напильниками с мелкой и очень мелкой насечкой, а также абразивными порошками и пастами.







