Разновидности
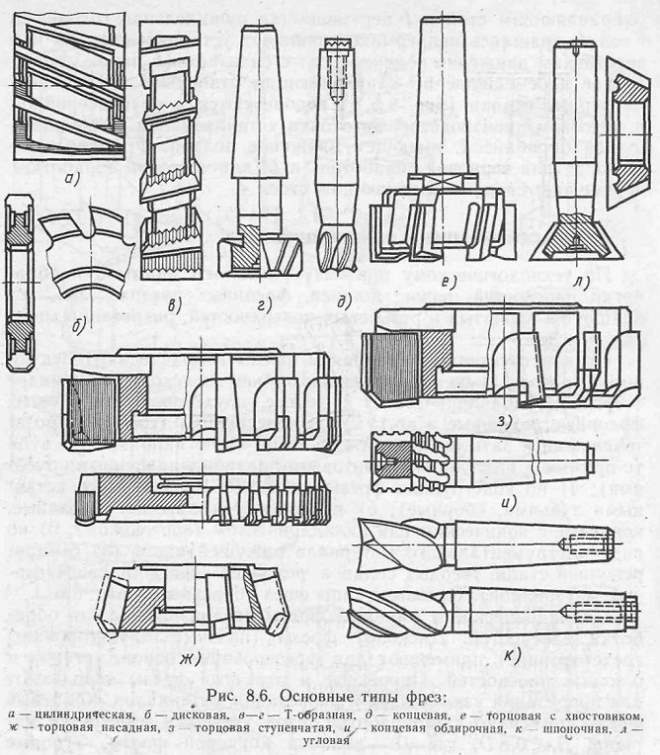
Оправки для установки на фрезерные станки по форме фрез бывают следующих типов:
- цилиндрические — оснащены креплением насадного типа, защитой от проворачивания вокруг вала шпоночного типа, в торцевой части нарезана резьба для накручивания зажимной гайки, крепится к валу при помощи стандартных втулок или регулируемых;
- торцевые — закрепление режущих инструментов выполняется на затягивающийся торцевой винт, цилиндрическая часть короткая, оснащена двумя направляющими зажимными сухарями, предотвращающими проворачивание фрезы;
- резьбонарезные — выполняются с различными типами креплений под квадратный концевик метчиков, позволяют обрабатывать заготовки с синхронизацией частоты оборотов шпинделя или без неё, конструкции для высверливания несквозных отверстий дополняются защитной муфтой;
- концевые — оснащаются зажимным патроном, позволяет закреплять инструменты с посадочным диаметром менее 20 мм, не предназначены для эксплуатации с сильными нагрузками, выпускаются конструкции обычные, усиленные и гидравлические;
- расточные — выпускаются с неразборными головками револьверного типа или модульными, оснащены механизированными приводами для зажатия режущих инструментов;
- горизонтально-нарезные с длинным концевиком — используются на станках горизонтального типа.
По конструкции оправки бывают:
- жесткие;
- разжимные.
Зажимные устройства оправок бывают следующих типов:
- простые;
- комбинированные, состоят из нескольких простых.
Виды комбинированных зажимов:
- винторычажные;
- клинорычажные;
- эксцентрикорычажные.
По уровню механизации зажимные конструкции оправок бывают следующих типов:
- ручные;
- механические;
- автоматические.
Устройство и принцип работы
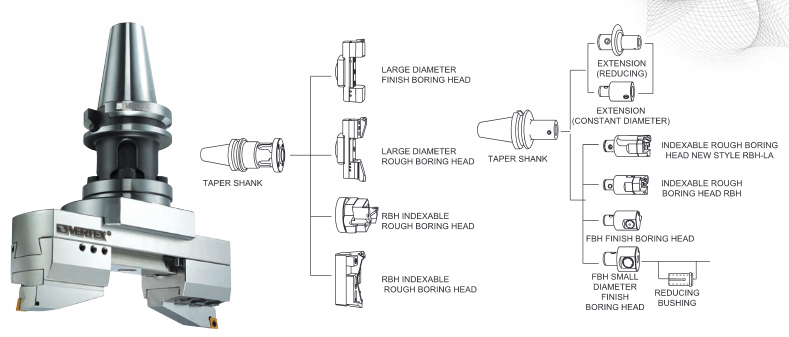
Оправки для фрезерования конструктивно состоят из двух частей:
- Конического хвостовика, предназначенного для посадки на шпиндель станка.
- Крепления для обрабатывающего инструмента.
Конструкция может быть простой либо модульной. Модульная используется для установки на промышленное оборудование с целью выполнения сложных этапов обработки без частой переустановки фрез.
Принцип работы:
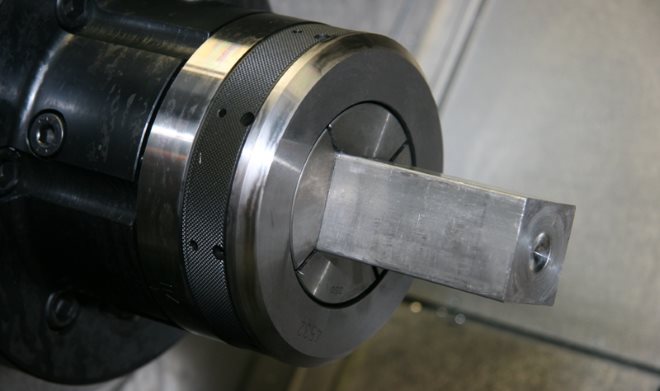
- Оправка устанавливается на посадочное место шпинделя станка с центровкой положения.
- В рабочую часть вставляется и зажимается обрабатывающий инструмент.
- Включается станок, обрабатывается заготовка при помощи фрезы.
Оправки могут передавать вращательный момент напрямую от шпинделя или понижать их, в зависимости от конструкции.
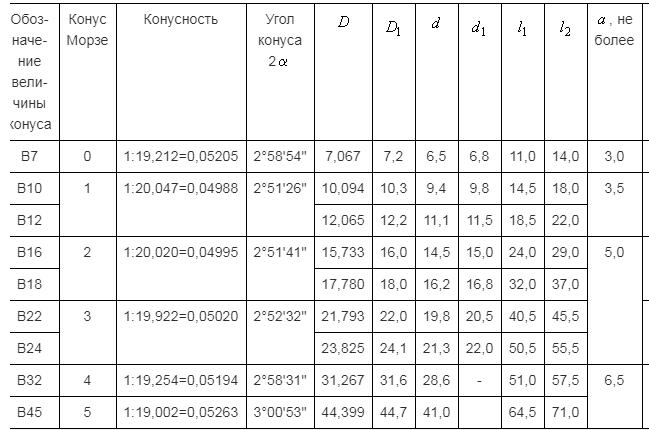
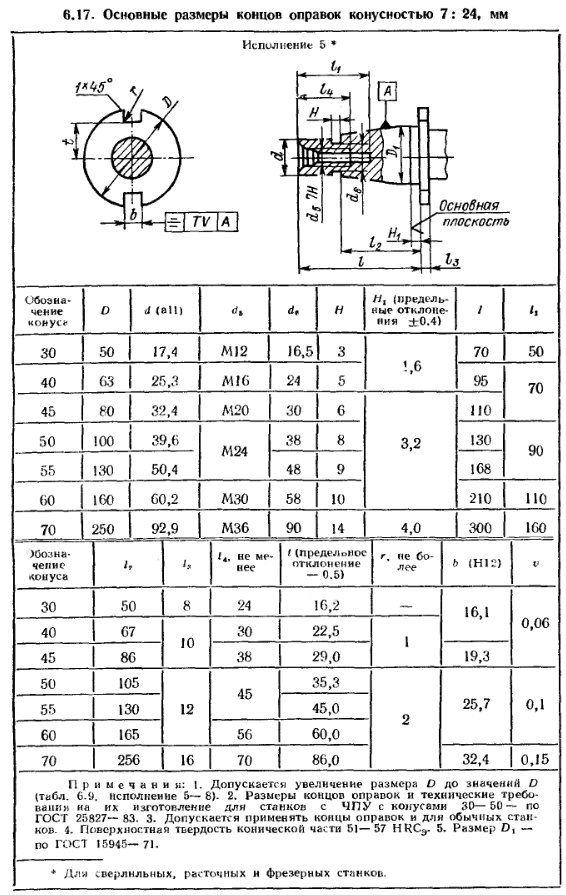
Хвостовики инструментальных оправок.
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.
Отметим важный отечественный стандарт ГОСТ 24644 — определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
(Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как
(соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп.1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
DIN 69871 (ГОСТ 25827 исп.2) — могут в каталогах иметь обозначение DV, SK
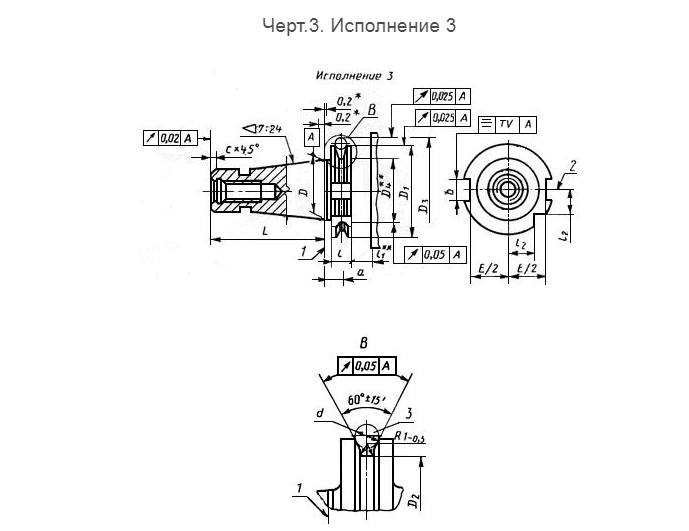
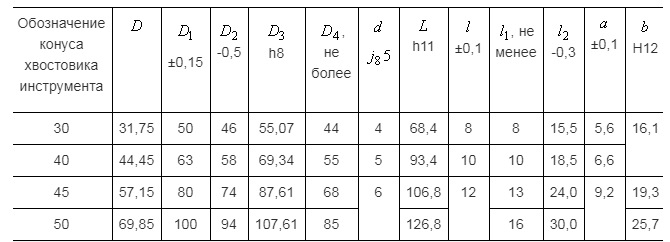
ГОСТ 25827 исп.3 — нет аналога
MAS 403 BT (JIS B6339) — чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT — ANSI B5.18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)









Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных — конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют «юбкой» оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп.3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.




ГОСТ 25827 исп.3
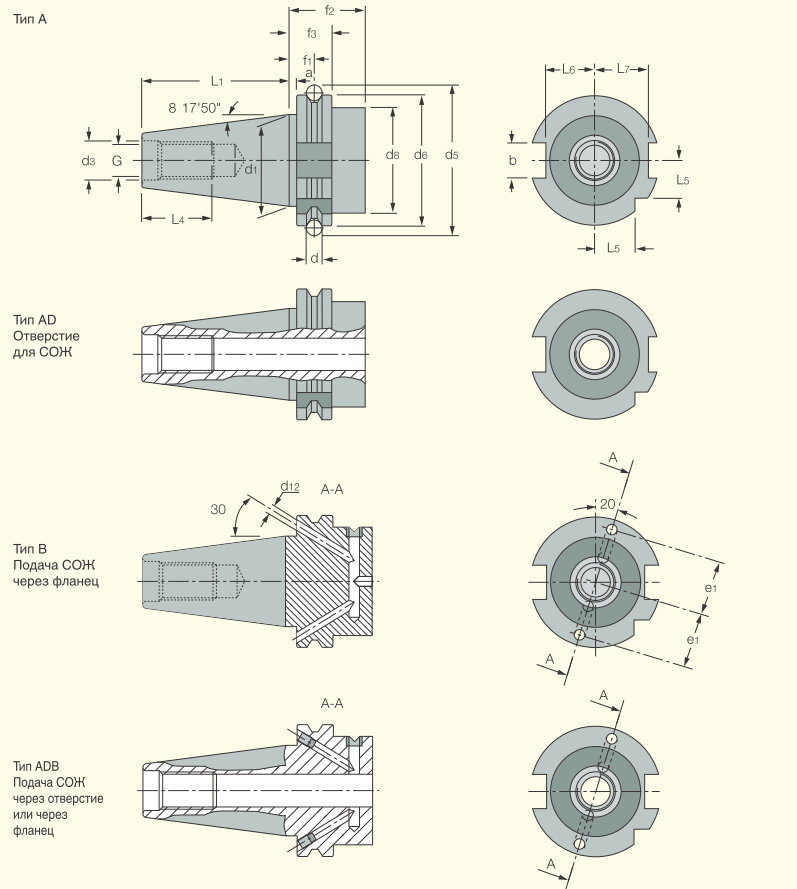
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
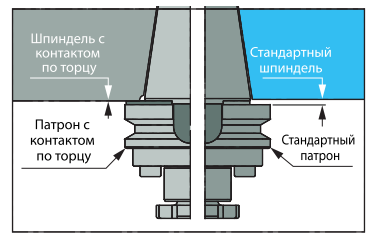
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя.
Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие.








Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).



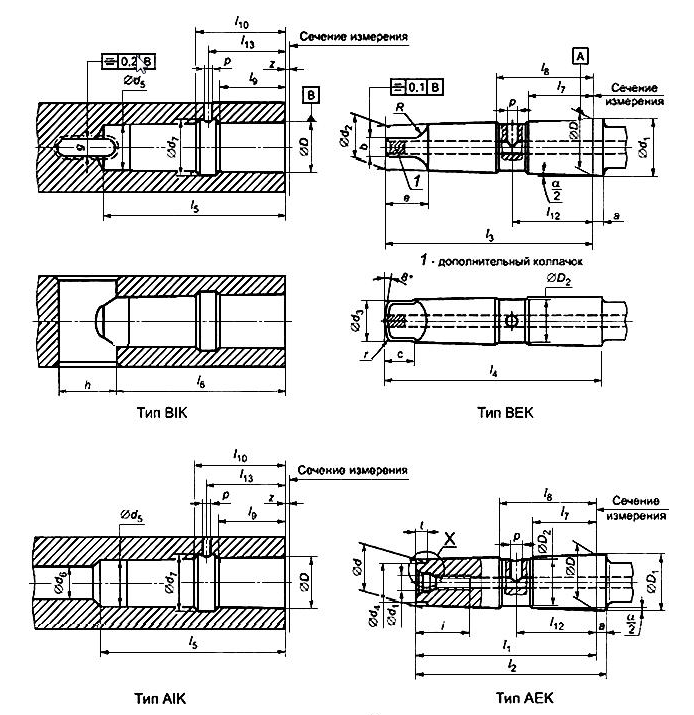
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10).
Система HSK (Hohl Shaft Kegel — полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки. Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца.
Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении.
Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.





В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение)
Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.


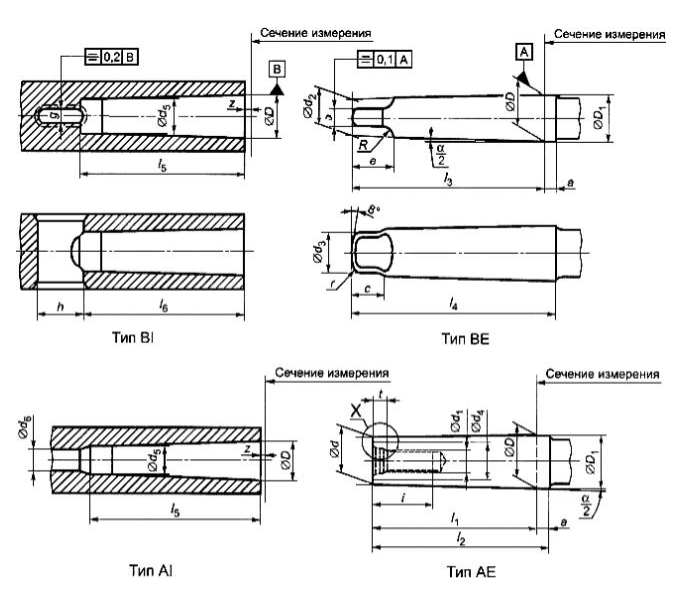
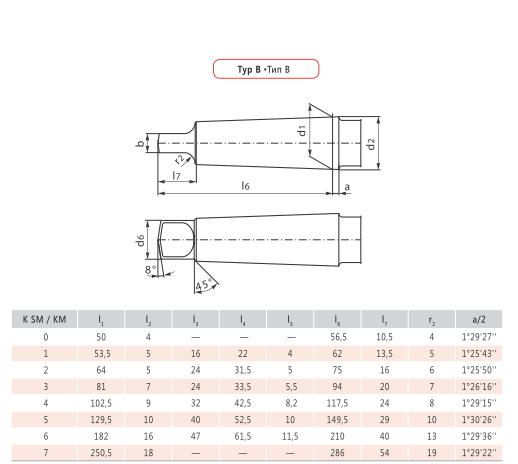
Конуса Морзе DIN228 (ГОСТ 25557)

Стандарт R8 DIN 1835 B — DIN6499/ISO15488

Стандарт ISO26623


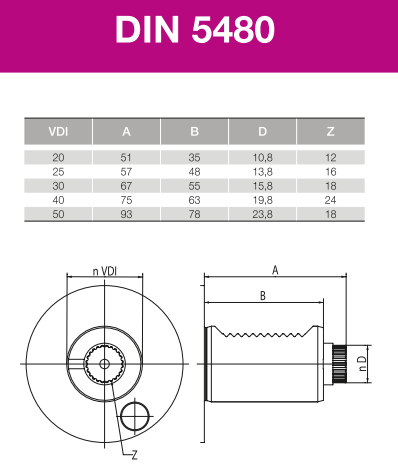
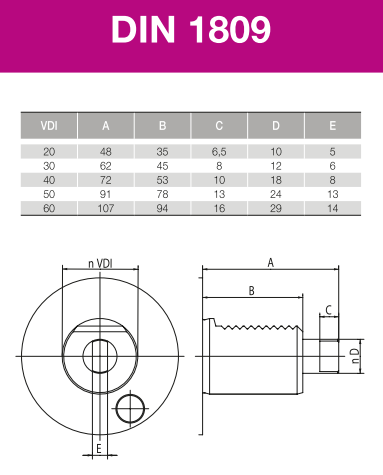
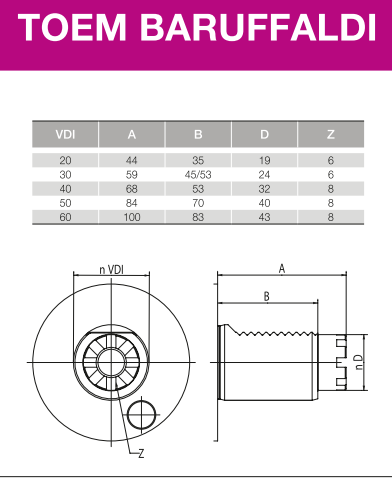
Стандарт VDI DIN69880 (ГОСТ24600)
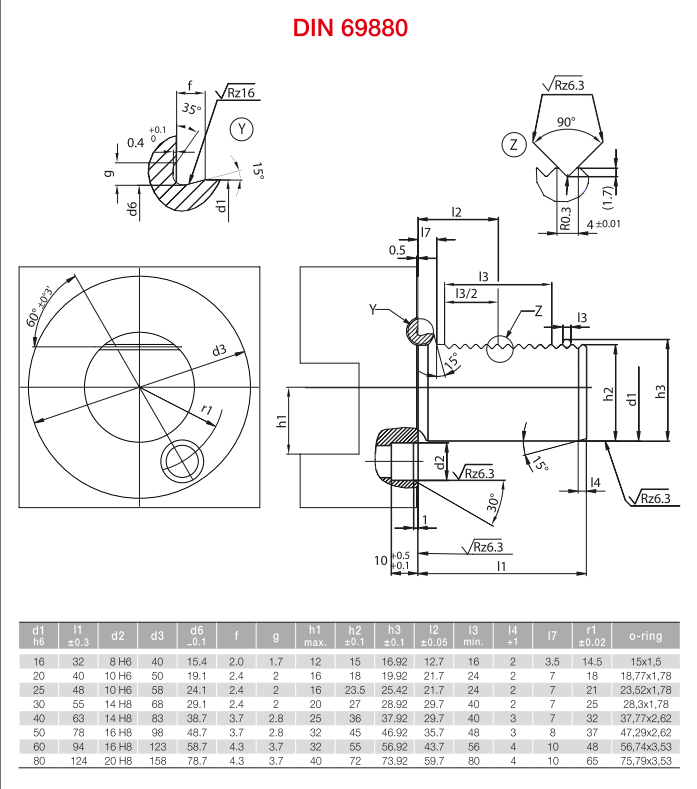
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика — соответствует классу IT6 (H6)
• В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02
• Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2
• Все внутренние диаметры, хвостовик и насечки отшлифованы
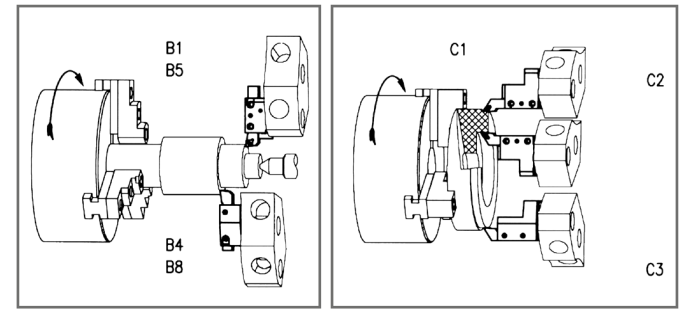

Приводные блоки
 |
|
 |
 |

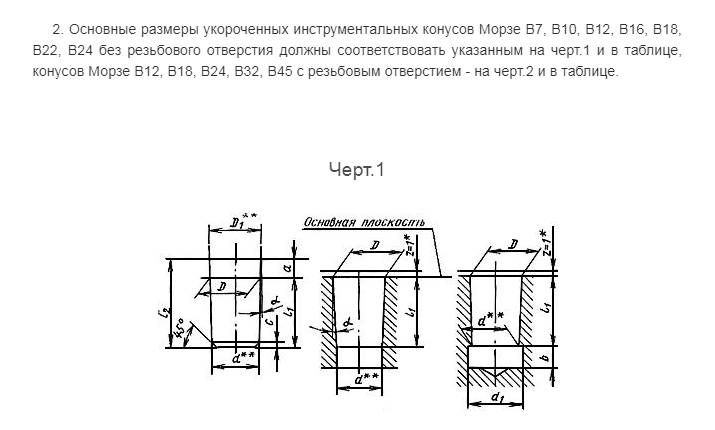
Укороченные инструментальные конуса ГОСТ 9953 (DIN238)
Справочная информация




Эксплуатация
Особенности эксплуатации оправок:
- запрещается закреплять режущие инструменты со смещением от основной осевой линии вращения;
- допускается изготовление комплектующих для оправок из сталей, прочность которых определяется по ГОСТ 31.1066.04-97;
- поверхность агрегата не должна иметь дефектов: трещин, царапин, следов коррозии, окалин;
- запрещается устанавливать инструменты, которые не рекомендованы производителем;
- способ крепления для конкретного вида обработки должен исключать самопроизвольное вращение оснастки;
- оснастки должны иметь такие размеры и геометрию, чтобы не создавать препятствий для нормальной работы станка;
- при появлении радиальных биений нужно незамедлительно отключить станок и устранить причины их появлений;
- трущиеся поверхности следует смазывать, своевременно удалять стружку и грязь с основных конструктивных элементов;
- поверхность корпуса должна иметь шероховатость, соответствующая требованиям ГОСТ 9378.
Российские фрезерные оправки изготавливаются по ГОСТ 24644-81. Основное отличие между ними заключается в размерности и вспомогательных элементах. Зарубежные аналоги производятся по зарубежным стандартам BT, ISO, CAT, которые совместимы с отечественными.




Принципы выбора
При выборе оправок рекомендуется ориентироваться на следующие критерии:
- вид конструкции: модульная или интегрированная;
- тип устанавливаемых обрабатывающих инструментов;
- вид шпинделя, его внутренний размер;
- длина и посадочный диаметр;
- способ крепления (зажима): винтовой, эксцентриковый, пневматический, гидравлический;
- наличие синхронизации частоты вращения со шпинделем станка;
- длина цилиндрической части;
- условия эксплуатации;
- официальный гарантийный срок;
- механические и прочностные свойства агрегата;
- предельные нагрузки, вращающий момент.
Преимущества и недостатки
Основными преимуществами оснасток являются:
- высокая точность обработки;
- чистота резания;
- повышенная производительность работы на полуавтоматических или автоматизированных станках;
- специальные усиленные цанговые патроны, обеспечивающие высокую надёжность крепления инструментов;
- защита шпинделя от повреждений в случае заклинивания инструмента в заготовке;
- простота крепления к агрегату станка;
- допустимость обработки различными инструментами, отличающимися размерами и геометрическими формами;
- удобство регулировки положения заготовки относительно режущей кромки;
- широкий выбор моделей: универсальных, специализированных;
- доступная стоимость оснастки, позволяющая её устанавливать на станки для личного применения;
- возможности быстрой установки и замены обрабатывающих инструментов.
Недостатком оправок – необходимость использования дополнительных инструментов для прессовки и распрессовки со шпинделя станка.
 Высокая точность обработки металла
Высокая точность обработки металла
Производители и стоимость
Производителями оснастки для фрезеровальных станков являются:
- ООО «Промкомплект»;
- ООО «Технотулс»;
- ОАО «Киржачский инструментальный завод»;
- ООО «АЗТ СК»;
- ООО «НПП ЭлМото»;
- ООО «Монакс».
Стоимость оправок в России:
- для дисковых фрез — от 6,4 тыс. руб.;
- для концевых фрез — от 7,4 тыс. руб.;
- для торцевых фрез — от 6,5 тыс. руб.







