Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми
Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше)
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Длина катета прямоугольного треугольника:
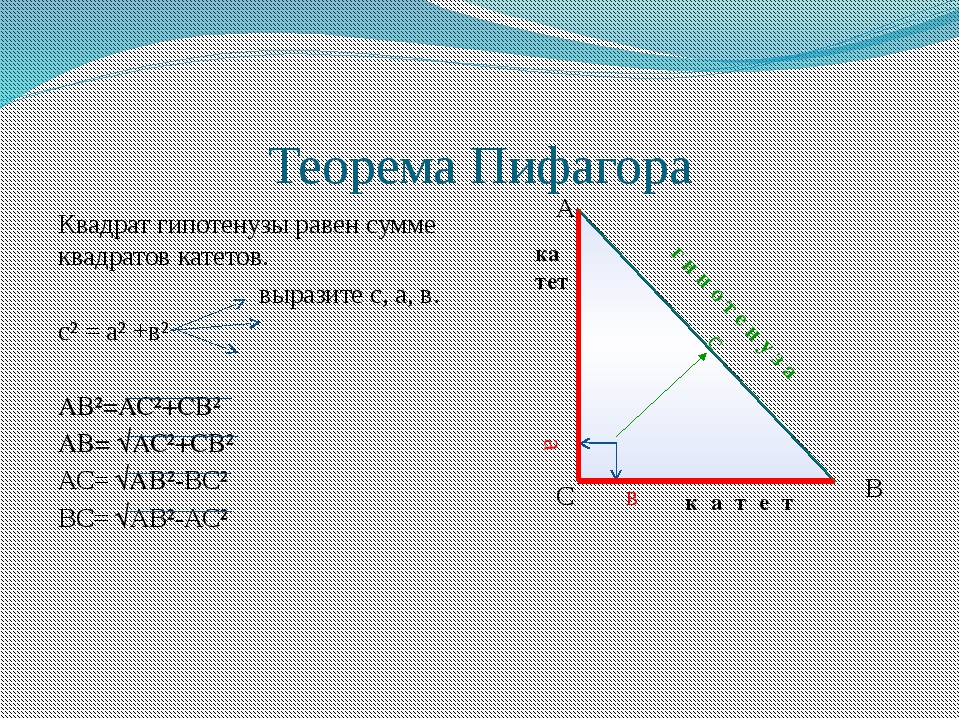
Длина катета прямоугольного треугольника находится с помощью теоремы Пифагора, которая утверждает, что:
Сумма квадратов катетов равна квадрату гипотенузы.
c2 = a2 + b2 ,
где a, b – катеты, c – гипотенуза.
Также: α – угол, противолежащий стороне a, β – угол, противолежащий стороне b.
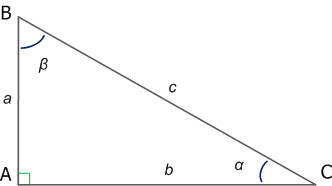
Рис. 3. Катеты прямоугольного треугольника
Длина катета равна произведению длины гипотенузы и косинуса прилежащего угла.
a = c · cos β,
b = c · cos α.
Длина катета равна произведению длины гипотенузы и синуса противолежащего угла.
a = c · sin α,
b = c · sin β.
Длина катета равна произведению длины другого катета и тангенса противолежащего угла, относительно искомого катета.
a = b · tg α,
b = a · tg β.
Длина катета равна произведению длины другого катета и котангенса прилежащего угла, относительно искомого катета.
a = b · ctg β,
b = a · ctg α.
Примечание: Фото https://www.pexels.com, https://pixabay.com






Как возможно научиться писать тексты и зарабатывать на этом удаленно? Например, можете пройти курс «Копирайтинг от А до Я», который подойдет даже начинающим авторам.
Другие записи:
карта сайта
Коэффициент востребованности
169
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета
Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя — это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Длина — сварной шов
Длина сварного шва должна быть не менее двойной ширины проводника прямоугольного сечения или шести диаметров проводника круглого сечения.
Длина сварного шва ( внахлестку) выбирается равной двойной ширине прямоугольного сечения шин или шести диаметрам при круглом сечении. При отсутствии возможности производить сварку соединений разрешается соединение заземляющих проводов болтами или заклепками. В этих случаях места соединений должны иметь бескислотную пропайку. При скреплении соединяемых поверхностей болтами необходимо принимать меры против произвольного ослабления крепящих гаек.
|
IX. Схема сварочного узла аппарата для односторонней термоимпульсной сварки пленок. |
Длина сварного шва 5, получаемого за одну операцию с помощью ручного аппарата, составляет от 100 до 400 мм. Питание аппарата производят от переносного пульта управления.
Длину сварного шва назначаем /, 4 d 80 мм. Длину нарезки на коротышах принимаем равной / HaD 5 dl 120 лш.
Длину сварного шва / устанавливают расчетом в зависимости от нагрузки на опору.
|
Расчетная схема сварного корпуса автоклава.| Сварное приспособление для испытания стеклопластиков на растяжение. |
Определить длину сварного шва ( размер Ь) соединения проушины с корпусом захвата приспособления для испытания на растяжение стеклопластов при условиях: нагрузка, действующая на обе проушины, не превышает 30 кН и приложена статически; шов должен быть равнопрочным с сечением проушин, ослабленных отверстием под соединительный палец.
Принимаем длину сварного шва равной ширине пластины.
|
Зависимость диэлектрической проницаемости и тангенса угла диэлектрических потерь твердого поливинилхлорида от частоты электрического тока. |
При длине сварного шва, превышающей рабочую длину электрода, сварка производится перемещением свариваемых деталей.
Какой процчнт длины сварного шва контролируемого соедикения подвергается просвечиванию.
При закреплении планок 10 к стенке бункера длина сварного шва не должна превышать 20 мм, чтобы не допустить оплавления полиэтилена под крепежной планкой.
Все соединения заземляющего устройства выполняются сваркой внахлестку, длина сварного шва должна быть равной ширине проводника при прямоугольном сечении и шести диаметрам — при круглом сечении.
Удельный расход электродной проволоки и флюса на единицу длины сварного шва при данном его поперечном сечении зависит от применяемых режимов сварки, диаметра электродной проволоки, рода тока и его полярности.
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.



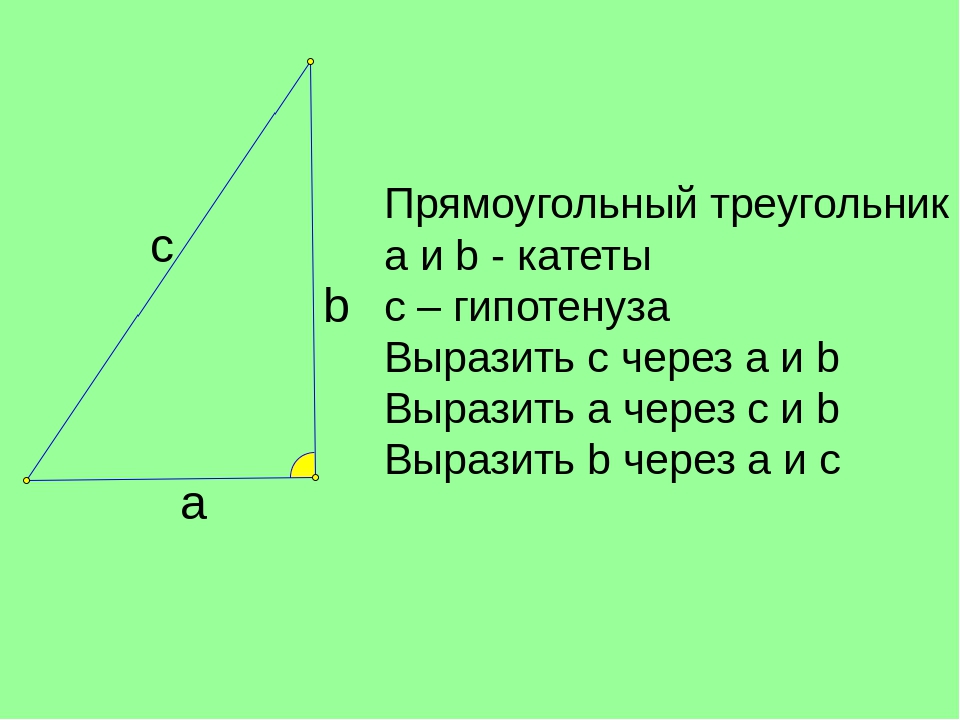
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шва
Методика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
Формула расчета геометрии стыкового шва
- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.
Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шва
Расчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.
Формула расчета по металлу шва
Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.
Таблица минимальных катетов углового шва
Инструменты для контроля размеров швов
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.






Заключение
Выше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!
Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, .
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
В профессиональном строительстве при возведении металлоконструкций, а также при создании различных транспортных средств, которые обладают большой массой, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, следует сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании он приобрел максимальную прочность. Катет сварного шва является наиболее коротким расстоянием от плоскости соединяемой заготовки №1 до границы углового соединения, которое расположено на плоскости заготовки №2. Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Данный параметр имеет прямое отношение к тому, насколько крепким будет шов. Это легко объяснить увеличением площади сцепления двух деталей основного металла и наплавочного материала. Нагрузка, которая буде воздействовать, распределится равномерно по всей поверхности, так что изделие сможет выдержать больший, сильный удар и так далее. Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
При выборе данного параметра учитывается множество факторов. Это толщина заготовок, а также одинаковая она или нет. Нужно знать положение сварки и вид используемого шва. Здесь же необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва катет подбирается индивидуально, имеются общие принципы его выбора. В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
Когда свариваются детали с одинаковой толщиной стенок, то катет задается по кромке. Но периодически случается и так, что заготовки имеют различную толщину, благодаря чему катет сварочного шва подбирают на основании более тонкой заготовки. Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Как еще можно классифицировать сварные соединения
Швы делятся еще по нескольким категориям. К ним относится размещение заготовок в пространстве. Если деталь невозможно снять и перенести, а находится она выше уровня пола, применяют разные технологии.
Метод выполнения
По этому критерию бывают несколько вариаций. Горизонтальный шов тянется справа налево или в обратном направлении по вертикально размещенной детали. Во избежание стекания металла вниз следует правильно подбирать темп подвижки электрода и силу тока.
При вертикальном методе соединение ведется сверху вниз либо обратно. Из-за действия силы притяжения раскаленная масса металла постоянно стремится вниз, делая неприглядным внешность заготовки. Вертикальное соединение выполняется мастерами, имеющими соответствующий опыт.
Потолочный способ сварки — это обработка детали, которая находится выше головы работника. Проведение потолочных швов требует строжайшего соблюдения технологии и мер безопасности, поскольку расплавленная масса может попасть на одежду или лицо работника.
Протяженность шва
Сварные соединения по этому параметру классифицируются на 2 вида: сплошные и прерывистые. Первый вариант подразделяется на дорожки (короткие и длинные). Обработка совершается продольно по всей детали.
Второй имеет заданную длину с синхронным интервалом. Выделяют 2 метода: цепь и шахматный порядок. Такие виды соединений спаивают заготовку с обеих сторон, дистанция между обрабатываемыми участками может называться сварочным шагом.
Направление вектора
По этому параметру сварка стыковых соединений делится на несколько способов:
- Продольный вариант по флангам. Усилие направлено параллельно оси сварочной трассы.
- Поперечный (лобовой) метод. Ось к вектору усилия расположена под прямым углом.
- Косой тип. Звено размещено к действующему усилию диагонально.
- Комбинированная обработка. Состоит из фланговой и поперечной разновидностей.



Форма изделий
Для выпуклых заготовок подходят усиленные швы в несколько слоев. Они используются в сцеплениях при статических нагрузках, при этом увеличенный наплыв приводит к перерасходу электродов.
Для соединения тонкого металла применяются ослабленные (вогнутые) способы соединения. Для средних плоских заготовок подходит нормальный тип шва. Он используется при динамических нагрузках, так как не наблюдается сильной разницы между металлом и дорожкой.
Толщина материалов
При правильном выборе режима сварки в нижней позиции обеспечивается качественная обработка металла толщиной до 4 мм. Во избежание непровара пласта материала большей величины рекомендуется использовать подходящую конфигурацию разделки кромок.
Стыковые сварные соединения с V-образным скосом краев подходят для работы с металлом толщиной до 26 мм. При показателе 60 мм используют скос типа Х, что приводит к снижению шовных напряжений и деформации соединений.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо
Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей
Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
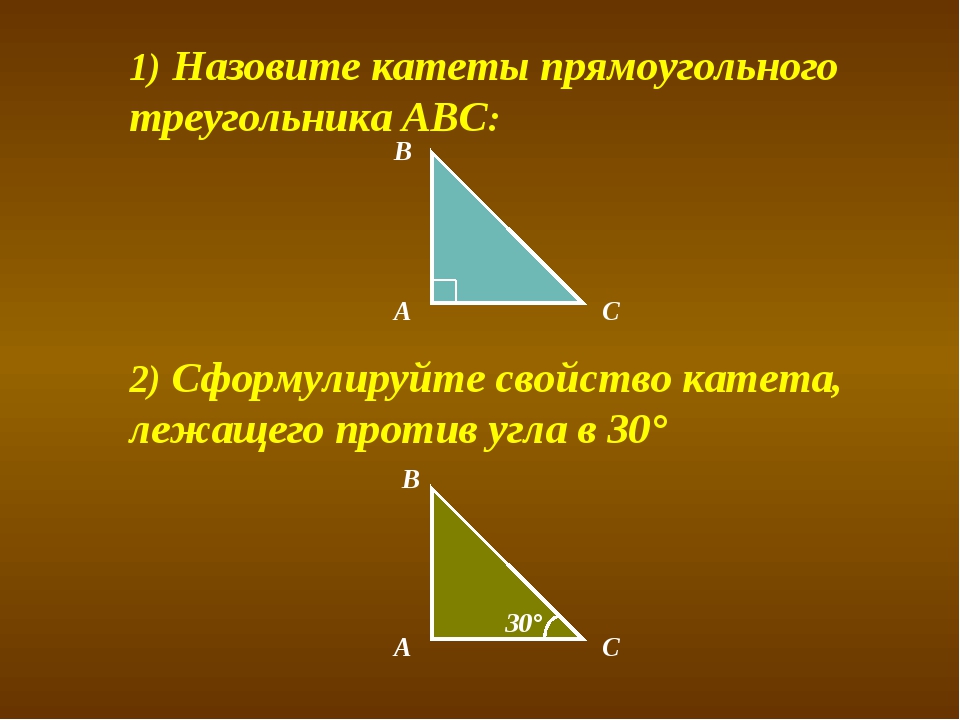
Катет прямоугольного треугольника (определение и понятие). Что такое катет?
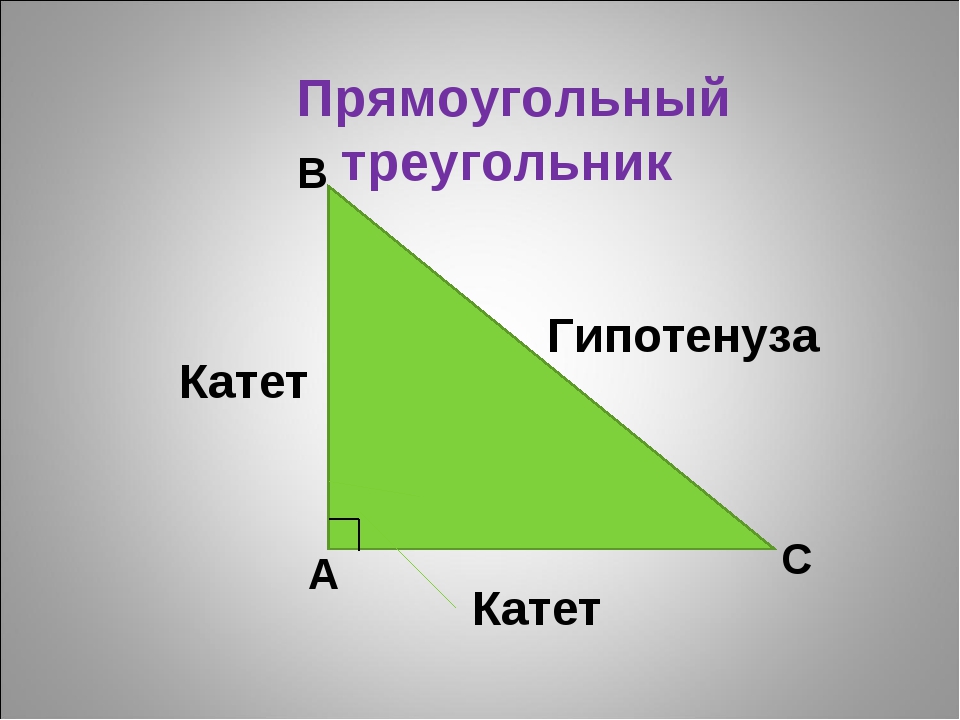
Катет (с греч. κάθετος – «перпендикуляр, опущенный, отвесный») – одна из двух сторон прямоугольного треугольника, образующих прямой угол. Противолежащая прямому углу сторона называется гипотенузой.
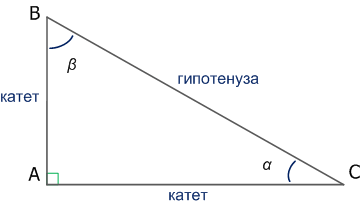
Рис. 1. Катеты прямоугольного треугольника
AB, AC – катеты
Для непрямоугольного треугольника гипотенуза и катеты не существуют.
Если катеты прямоугольного треугольника имеют одинаковую длину, то такой треугольник является одновременно равнобедренным.
С катетами совпадают две из трёх высоты прямоугольного треугольника.
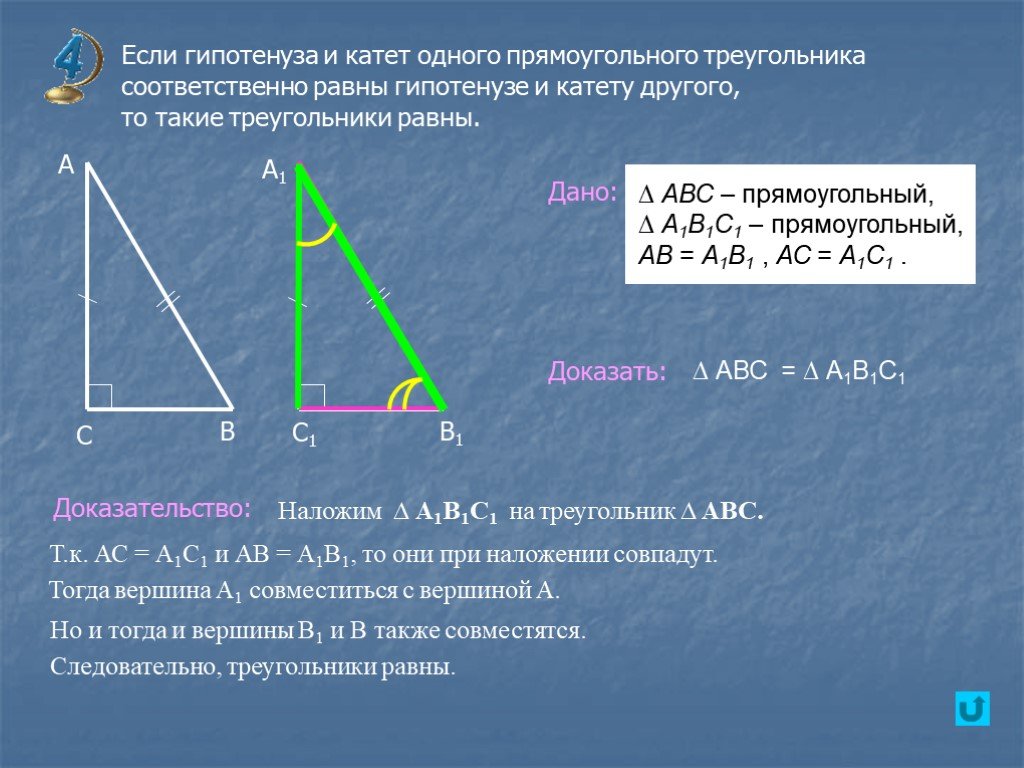
По катету и гипотенузе или по двум катетам можно судить о равенстве двух прямоугольных треугольников.
Мера расстояний до космических объектов, внесистемная единица измерения расстояний в астрономии – парсек – находится через длину катета прямоугольного треугольника с прилежащим углом 1 угловая секунда и другим катетом длиной 1 астрономическая единица.







