Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Режимы работы
Ключевые режимы ТИГ таковы:
- подача постоянного тока разнообразной полярности;
- подача переменного тока высокой частоты с варьированием вольтамперных параметров (что обеспечивает щадящую работу с деталями);
- бесконтактное поступление тока высокого напряжения через осциллятор.

Задавать настройки на постоянный ток нужно, когда идет работа с магниевыми и алюминиевыми сплавами при обратной полярности. Такой способ позволяет гарантировать отменную прочность швов. Одновременно удается разрушать слишком плотную пленку на поверхности, препятствующую нормальному плавлению. Важным условием успеха является применение специализированных сварочных прутов, пододвигаемых в рабочую зону ручным способом.

Все прочие металлы и сплавы варят обычно постоянным электричеством с прямой поляризацией. Присадки и ампераж подбирают индивидуально. Переменная ТИГ сварка (импульсная методика) хороша тем, что заготовки не нагреваются чрезмерно. Ее обычно применяют при работе с тонкостенными изделиями. Что касается применяемого аргона, то может использоваться газ первой и наивысшей категорий чистоты. Для максимально сложных манипуляций аргон смешивают с гелием, а для не слишком ответственных работ — с углекислотой (что гораздо экономичнее).

Применения аргонодуговой сварки
Основная область применения – это сварка цветных металлов, титана, чугуна, а так же нержавеющих сталей. Хотя с помощью её можно варить любые стали, но за высокой цены аргона, её применяют для сварки особо ответственных узлов. В качестве сварочного материала используют присадочные прутки. Подбираются они в зависимости от состава свариваемой марки стали. Химический состав таких прутков должен быть близким по химическому составу с металлом свариваемого изделия.
Аргонодуговую сварку применяют в автомобиле-, авиа- и ракетостроение. Варят тонколистовой металл, а так же применяют для наплавки изношенных поверхностей различных изделий. Шов при этом получается аккуратным и красивым.
Технология аргонодуговой сварки
Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 10-15 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы аргонодуговой сварки
При выборе режимов сварки, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | – | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Оборудование для аргонодуговой сварки
Аппараты для аргонодуговой сварки могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоят такие аппараты из:








- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущества аргонодуговой сварки
Аргонодуговая сварка имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка на сегодняшний день занимает высокую популярность. Видь с помощью её можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.

Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Виды инверторов
- Промышленные.
- Профессиональные.
- Бытовые.
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
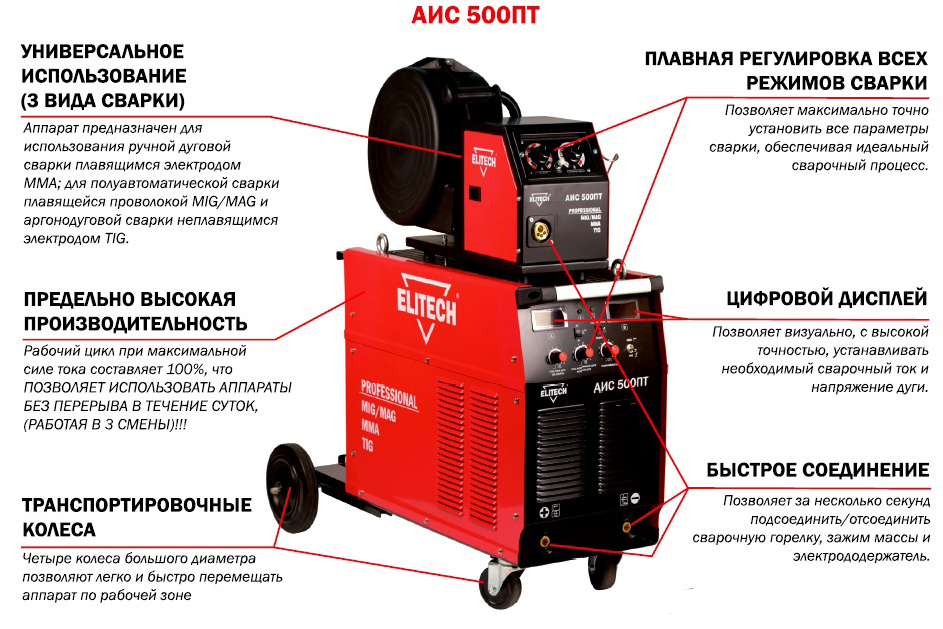
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Технология MIG/MAG сварки
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.

Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.










Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.

В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Вольфрам и инертный газ
Для TIG сварки существуют и другие названия, например, WIG и GTAW
Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее
Вольфрам — крайне тугоплавкий и очень хрупкий металл, типично применяемый как электропроводный материал с высокой температурой плавления: в лампах накаливания, нагревательных элементах, ракетных двигателях. В TIG сварке он используется в качестве нерасходуемого электрода, предназначенного для создания дуги с температурой до 6000 °C. Выдающаяся термостойкость и отличная электропроводность сохраняют вольфрамовый электрод от выгорания.










Уникальные механические свойства этого металла позволяют работать дугой с температурой, превышающей возможность сохранения вольфрама в твёрдом состоянии. Предел прочности на растяжение у него значительно выше по сравнению, например, со сталью. Несмотря на такие выдающиеся прочностные характеристики, сохраняемые вольфрамовым электродом в горячей среде, сам металл очень хрупок — его нетрудно разрушить ударом молотка.
О чём говорит в названии метода термин Inert Gas? Основными компонентами атмосферы являются кислород и азот. Последний легко растворяется в расплавленном материале и вступает с ним в соединение, образуя нитриды. Кислород активно окисляет металлы при высоких температурах. И первое и второе приводят к большому количеству нежелательных примесей в сварном шве, что делает его хрупким и непрочным. Сложные и ответственные работы возможны только при производстве сварочного процесса без присутствия воздуха. Создание экрана из инертного газа в высокотемпературной зоне позволяет решить эту задачу.
Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.
Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
Вольфрамовый электрод подключается к отрицательной клемме инвертора.
Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
Перед сваркой необходимо провести подготовку горелки
Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.
Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:










| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
Оборудование для тиг сварки
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для  выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
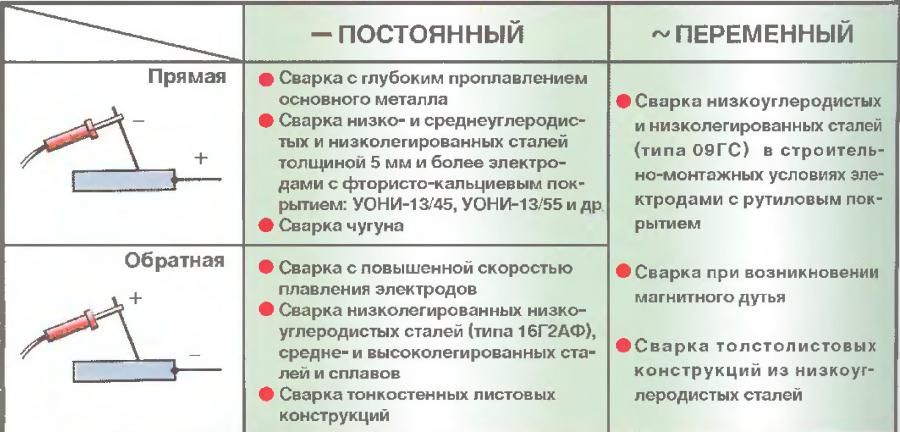
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:









- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.







