Истоки возникновения сплава
Своим появлением и названием этот легкоплавкий сплав тяжелых металлов обязан американскому стоматологу Барнабасу Вуду, открывшим его состав в 1860 году. Следует отметить, что сам факт получения легкоплавкого сплава не был чем-то уникальным, так как еще в 1701 году Ньютон получил аналогичный сплав, но без применения кадмия. Так у Ньютона сплав состоял на 50% из висмута (Bi), 31,2% из свинца (Pb) и 18,8% из олова (Sn).
У Вуда же мы имеем Bi около 50%, около 25 % Pb, и по 12,5% Sn и, внимание, кадмия (Cd). Правда, сплав Ньютона имеет температуру плавления 97 градусов Цельсия, а сплав Вуда – около 67
Вот были у Вуда проблемы со свинцом и оловом, а вот с кадмием видно, по какой-то причине, проблем не было, вот он и заменил последним свинец и олово. И вот был получен сплав, который при нормальной температуре находится в кристаллическом состоянии, но уже в горячей воде становится жидким
(см. видео).
По-видимому, именно сравнительно низкая температура плавления и сделала этот сплав и его изобретателя таким известным. Ведь до этого были известные легкоплавкие сплавы Rose (1772) и D’Arcet (1775) имели температуру плавления 95 градусов Цельсия. Снижение же температуры плавления на 26% несомненно давало возможность для весьма существенной экономии энергии, со всеми вытекающими, особенно с учетом областей применения сплава Вуда.
Специальные и легкоплавкие
Дополнительная информация
Припой «сплав РОЗЕ» Сплав Розе похож на сплав Вуда, но отличается от него меньшей токсичностью, так как не содержит кадмия. Сплав Розе применяется для полупроводниковой техники, для пайки деталей чувствительных к перегреву, для пайки алюминия, алюминия с медью и ее сплавами в монтажных соединениях, сплавов алюминия между собой, для пайки и лужения меди, никеля, латуни, бронзы, медных и медно-никелевых сплавов с посеребренной керамикой, пайки посеребренных деталей, для пайки и лужения ювелирных изделий. Используется в радиотехнике в качестве припоя ПОСВ-50.
Припой «сплав ВУДА»
Сплав Вуда — тяжелый, легкоплавкий сплав, изобретенный Робертом Вильямсом Вудом. Температура плавления 65,5 °C, плотность 9720 кг/м.куб.
Внешний вид: Гранулы серебристо-белого цвета С°. Температура: +70… +80
Предназначен для пайки меди, неметаллов с электролитическим покрытием серебром, оловянно- свинцовым или оловянно-висмутовым сплавом, лужения печатных плат, в лабораторных целях и т.д. Этот сплав применяют для лужения токопроводящих дорожек печатных плат, в прецизионном литье, в операциях изгиба тонкостенных труб, в качестве выплавляемых стержней при изготовлении полых тел способом гальванопластики.
Припой марки А
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.
Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 300 до 320°C. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Припой ПОСВи 36-4
Припой ПОСВи относится к категории легкоплавких и оловянно-свинцово-висмутовых припоев. В его составе, как можно понять, исходя из классификации, преобладает содержание таких компонентов, как висмут, олово и свинец, взятых в определенных количествах. И это обуславливает и основные сферы его использования, и главные свойства и характеристики.
Необходимость в использовании этого соединения может возникнуть в процессе лужения печатных плат, ступенчатой пайки изделий, не допускающих перегрев более 200°С. Ему характерна способность превосходно растекаться и быстро переходить из жидкого состояния — в твердое
Еще одно важное достоинство припоя, выполненного в соответствии с маркой ПОСВи, состоит в том, что он абсолютно не поддается негативному воздействию различных сред, стоек к коррозии
Сказываются на выборе сфер применения припоя и такие обстоятельства, как плотность припоя, его температура плавления и временное сопротивление разрыву. В данном случае температура плавления припоя ПОСВи не превышает отметки в 130 градусов и вместе с тем не может составлять менее 120 градусов Цельсия. Его временное сопротивление разрыву соответствует отметке в 58,9 МПа, а плотность составляет 9300 кг/м3.









Как готовить раствор для лужения

Залудить плату с помощью средства ПОСВ-50 не составляет труда. Лужение можно проводить в воде или смеси воды и глицерина. Обе жидкости всегда доступны.
Добавка глицерина нужна для полного расплавления припоя Розе. При 94 ℃ он только начинает плавиться. Вода, как известно, при 100 ℃ уже начнет испаряться.
Следовательно, для полного расплавления нужен небольшой температурный запас, который создается прибавлением глицерина. Он прекрасно смешивается с водой и растворяется. Температура кипения раствора повышается.
При соотношении глицерина и воды 1 к 1 температура кипения раствора будет равна 110 ℃. При пропорции 2 к 1 температура кипения составит почти 104 ℃.

Для улучшения качества припоя Розе можно добавить к раствору немного лимонной кислоты.
Достаточно в 100 мл воды всыпать 1 г порошка. Многие мастера добавляют приблизительное количество лимонной кислоты. Она не навредит лужению.
Кислый компонент выполняет функцию флюсовой добавки, исключает образование оксидов. Благодаря глицерину улучшается смачиваемость рабочей поверхности припоем Розе.
Преимущества и недостатки технологий лужения
Каждый из этих методов имеет свои положительные и отрицательные стороны. Лужение в кипящей воде предпочтительней из-за низкой рабочей температуры (до +100 °С). Оно дает высокое качество луженой поверхности, не повреждает тонкие дорожки плат и вытравленные надписи.
При работе в нагретом до 200 °С глицерине получается аналогичное качество покрытия. Но при этом есть опасность получения ожогов маслянистой нагретой жидкостью. Пары глицерина также не способствуют улучшению здоровья радиолюбителя. Кроме того, следует помнить, что при перегреве обезвоженного глицерина появляется вещество акролеин, которое относится к 1 классу вредного воздействия и обладает сильными канцерогенными свойствами.
Лужение паяльником проще и быстрее, но при этом есть опасность перегрева с отслаиванием фольгированных дорожек и вытравленных надписей на печатной плате.
Где еще применяется сплав Вуда
Существует большая сфера применения материала со свойствами сплава Вуда. Это в первую очередь его технологические свойства, заключающиеся в возможности удаления сплава горячей водой. Таким, например, применением, является способ изгибания труб с тонкими стенками, которые при изгибе без спецсредств будут деформированы, т.е. изомнутся, по меньшей мере, в неравномерный гофр. Чтобы не допустить такую деформацию, трубы внутри заполняют сплавом, который сдерживает гофрообразование. Затем, после сгибания трубы, сплав легко удаляется, вытекая наружу при нагреве. По этой же причине сплав применяется и в гальванопластике, где он заполняет полости в металлических изделиях.
Еще одно технологическое назначение сплава – прецизионное литье, т.е. такое литья при котором получаемые размеры требуется соблюсти очень точно, даже с учетом термоусадки сплава отливки. Сплав Вуда имеет очень малую усадку.
Также сплав находит применение в научных целях. Он используется для получения металлографических образцов, когда сам по себе исследуемый образец очень мал и неудобен для шлифовки и полировки. Тогда его заливают сплавом Вуда до такого размера, который позволяет выполнять обработку микрошлифов. Кроме этого известно применение сплава в химических лабораториях для создания низкотемпературной нагревательной бани.
Известно, что детали из сплава Вуда можно найти и датчиках, реагирующих на температуру, как правило, это датчики противопожарной сигнализации.
Известно, что сплав Вуда в 1976 году также побывал и в космосе на орбитальной станции «Салют-5», на которой в рамках технологического эксперимента с кодовым названием «Сфера» космонавты Б.Волынов и В.Жолобов выступили в роли металлургов, исследуя процесс затвердевания жидкого металла в условиях невесомости.
Состав сплава
Бижутерия изготавливается из соединений цветных металлов. Внешне они не отличаются от золота или платины и даже повторяют их оттенок. Подобный бижутерийный сплав требует такого же ухода, что и ювелирные. Он отличается стойкостью к влаге, но реагирует с косметическими средствами и йодом. По техническим характеристикам материал прочный, легко сваривается и обрабатывается.
Покрытие на всех группах ювелирных сплавов делается из одинаковых металлов — гальванического золота, родия.
При производстве ювелирных сплавов кроме золота могут использовать:
- платину,
- серебро,
- кадмий,
- палладий,
- медь,
- цинк.
Содержание золота в сплаве указывает проба в тысячных долях. Проба 916 означает, что золота 91,6%, остальное —лигатура. Цифры 999 указывают на химически чистое вещество.
Состав на основе меди, цинка и латуни имитирует золото. В зависимости от пропорции компонентов может быть от червонного-красного, до желтого.
Ювелирный сплав на основе олова широко применяется для изготовления бижутерии под платину и белое золото. Технология имеет древние корни. В качестве легирующих веществ добавляют:
- медь для пластичности,
- сурьма для яркости,
- алюминий для блеска и прочности.
Свинец и никель, присутствующие в старых изделиях, запрещены Международным Стандартом. Они вызывают аллергию. Для удешевления материала в него добавляют цинк.








Покрытие для сплава
Бижутерия на основе олова и цветных металлов покрывается тонким слоем золота, серебра и платины. Толщина напыления составляет тысячные доли мм. В результате бижутерия приобретает вид изделия из благородных материалов и защищено от окисления.
Для придания блеска, прочности, эстетического вида ювелирные изделия покрывают:
- родием,
- элоксалом,
- лаком.
Золотой сплав мягкий, легко повреждается твердыми предметами, темнеет от воды и других веществ. Платина быстро теряет глянец без защитного покрытия. Только родий стойкий, твердый, не реагирует на воздействие влаги, жиров, кислот и со временем не теряет свой блеск.
Стоимость родия значительно выше других благородных металлов. Он очень твердый и его тяжело обрабатывать. Для защиты изделий из ювелирных и золотых сплавов применяют напыление из родия. Покрытие производят в гальванических ваннах.
Элоксал иногда используют как материал для изготовления украшений. Но чаще его применяют в качестве надежного и декоративного защитного покрытия. Напыление окиси алюминия — Al2O3 сначала ложится тонким слоем. Затем, когда толщина его увеличивается, он становится пористым. Залитую в пустоты краску удерживает прочно, на молекулярном уровне. Это позволяет не только покрыть изделие защитным слоем, но и придать ему любой цвет. После обработки прессованием поверхность начинает блестеть.
Лаком покрывают в основном дешевые изделия из бижутерного сплава и серебра. Прозрачный слой не пропускает влагу и другие разрушающие вещества, сохраняет блеск. Покрытие действует непродолжительное время, несколько месяцев, пока не сотрется.
Внешний вид
Серебро 925 получило название Стерлинговое. Оно содержит лигатуру из 7,5% меди. Соединяются металлы при температуре 894–900⁰. Сплав имеет вид белого золота или платины, легко обрабатывается, приобретает любую форму. При желании можно сделать чернение, заменив медь германием. Поверхность гладкая, блестящая, длительное время не теряющая свой вид.
Добавление незначительного количества лигатуры изменяет свойства металлов. Они становятся пластичнее, прочнее. Это позволяет создавать изделия с мелкими деталями, филигранными узорами. Внешне отличить драгоценный металл и бижутерный сплав может только специалист.
https://youtube.com/watch?v=geFVw6M_lZY
ПОСВ-50 лудить нельзя паять
В отечественной радиоэлектронике сплав Розе маркируется как ПОСВ-50 – припой оловянно-свинцовый с добавлением висмута, где висмута соответственно 50%, остальное в равных долях олово и свинец
Важно также отметить, что содержание элементов в сплавах Розе и ПОСВ-50 в указанных пропорциях может несколько отличаться
В целом основное назначение сплава ПОСВ-50 и его аналогов – лужение и пайка.
Пайка элементов заключается в выпаивании элементов из печатной платы и в установке элементов на новую печатную плату. Следует отметить, что при затвердевании в объеме пайки сплав Розе становиться хрупким. Следовательно, полученное паяное соединение не следует подвергать ударным нагрузкам, так как могут образоваться микротрещины, которые приведут к разрушению соединения.
Лужение сплавом Розе получило большее распространение, чем пайка. Процесс лужения этим сплавом характерен тем, что его можно проводить в легко доступной среде – воде с глицерином или в глицерине. Применение глицерина объясняется просто – он нужен для достижения температуры плавления сплава, а сплав только начинает плавиться при 94 градусах Цельсия, а для полного расплавления нужна температура от 105 до 120 градусов Цельсия (в зависимости от процентного состава конкретного сплава). Вода же, как известно закипает при температуре около 100 градусов. Выполнять операции в кипящей воде означает вдыхать летучие продукты вместе с паром. Глицерин же имеет температуру кипения 290 градусов Цельсия, смешивается с водой в любых пропорциях, а также обладает гироскопичностью. Это позволяет при смешивании с водой гарантированно увеличить температуру кипения такой смешанной жидкости и уменьшить парообразование. Если смешать в растворе равные объемы воды и глицерина, то получим температуру кипения раствора 110 градусов, раствор с пропорцией компонентов 2:1 даст температуру кипения 103,9 градуса (при нормальном атмосферном давлении). Для превращения раствора глицерина в воде в слабоактивный флюс в него добавляют лимонную кислоту, обычно в произвольных пропорциях, но не менее 1 грамма на 100 мл раствора. Воду желательно использовать дистиллированную, так как в ней меньше солей. Кстати по этой же причине не следует использовать для повышения температуры плавления воды соль вместо глицерина, т.к. это скажется на качестве и однородности оловянного покрытия. Также применение глицерина позволяет поверхностное натяжение раствора, по сравнению с обычной чистой водой, что облегчает процесс растирания расплава по поверхности дорожек печатной платы.
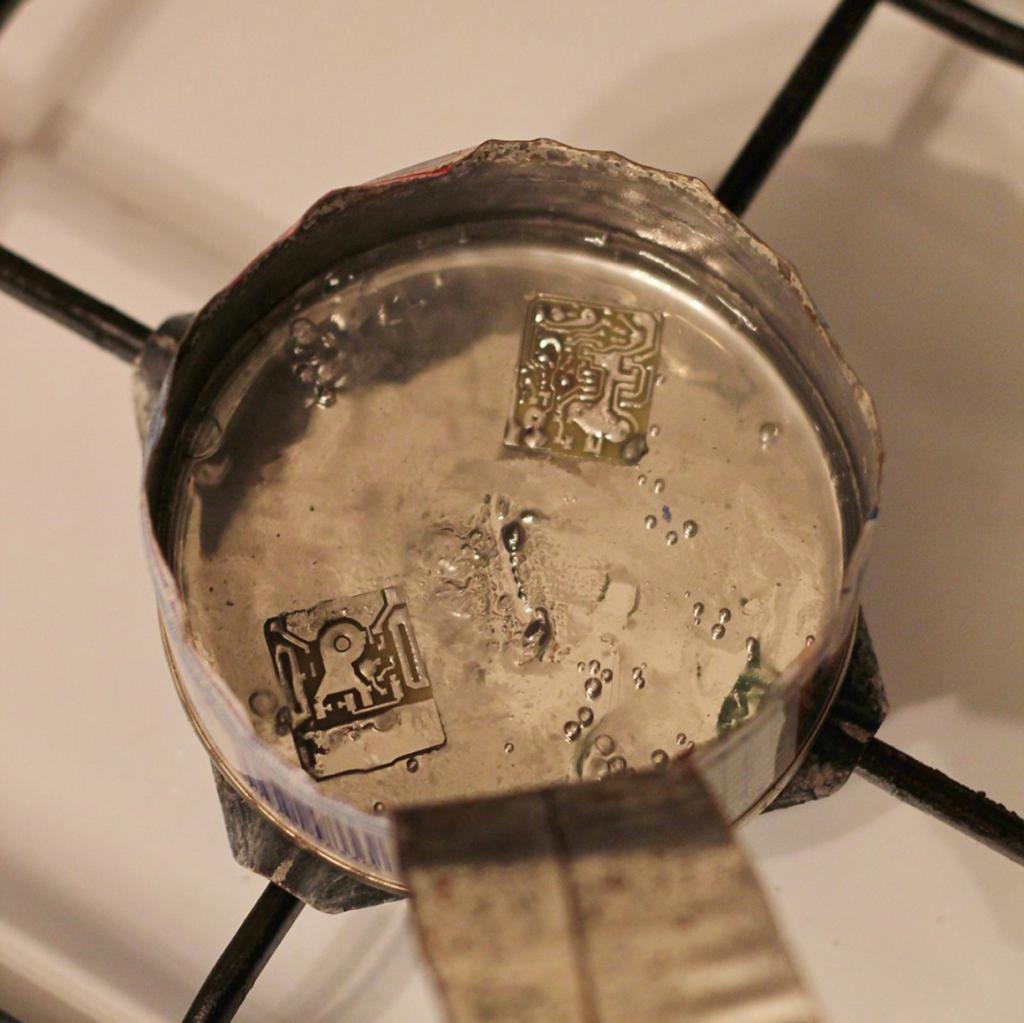
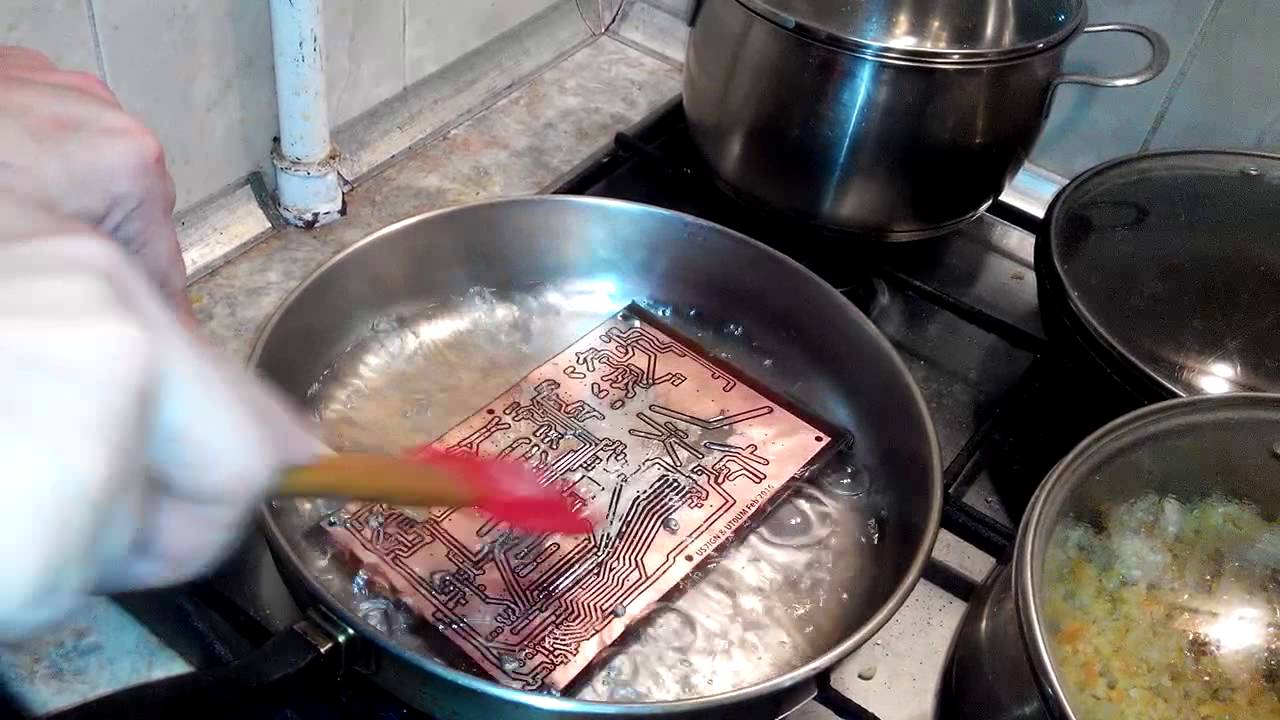
Процесс лужения сплавом Розе (группы припоев ПОСВ) аналогичен и для сплава Вуда:
— в специальную посуду (достаточной по размеру для погружения печатной платы хотя бы частично) наливают дистиллированную воду и добавляют глицерин в требуемых пропорциях, которые удобнее всего подбирать экспериментально, используя термомерт любого типа;
— производят нагрев раствора до температуры около 105 градусов Цельсия, добавляют в раствор лимонную кислоту;
— погружают в раствор протравленную и очищенную печатную плату;
— укладывают на требуемый участок платы твердые частички сплава Розе и ждут его расплавления (впрочем можно и предварительно уложить сплав Розе в достаточном на глаз количестве, а затем погружать на него плату – это вопрос практики);
— растирают расплав по дорожкам печатной платы деревянным или пластиковым инструментом (например, лопатку для тефлоновой сковороды или жесткий резиновый шпатель);
— после лужения плату промывают в теплой проточной воде (можно с мылом).
Следует заметить, что посуду лучше брать алюминиевую, эмалированную или чугунную, т.к. применение для лужения оцинкованных, медных, серебряных или луженых посуды и инструмента приведет к растворению металлов посуды в припое и ухудшит его качество, т.е. использовать его многократно будет невозможно. По той же причине погружать в раствор следует только чистые платы.








Важно, что использовать посуду для лужения для приготовления в дальнейшем пищи нельзя, т.к. на станках в небольших количествах оседает свинец
Работать рекомендуется в резиновых перчатках во избежание ожогов.
034-Лужение печатной платы сплавом Розе.
Вытравив и очистив печатную плату от тонера ее необходимо полудить. Это нужно сделать для того, чтобы не дать меди дорожек окисляться. На окисленные дорожки невозможно что-либо нормально припаять – припой не будет приставать. Еще одна причина – улучшения качества дорожек. ЛУТ не способен дать идеального качества дорожки. В виду того, что тонер ложится не совсем плотно – во время травления возможны протравливания дорожек. В результате на просвет видны дыры в слое меди. Особенно это сказывается при травлении платы с тонким слоем меди. Ну и еще причина – луженая плата визуально становится более привлекательной (самому становиться приятно с ней работать :)). Лудить плату можно обычным припоем при помощи паяльника. Для этого жало паяльника нужно обвернуть оплеткой и набрав в оплетку припоя пройтись по дорожкам платы, предварительно смочив их флюсом (спирто-канифолью например). Такой метод имеет ряд недостатков: дорожки лишний раз перегреваются; слой получается неровным (критично при использовании СМД компонентов); внешний вид такой платы оставляет желать лучшего.
Альтернативой может служить лужение сплавом Розе. Сплав Розе – это сплав различных металлов (Олово 25 % / Свинец 25 % / Висмут 50 %), у которого температура плавления всего лишь 94°С. Сплав Роза плавиться в кипящей воде. Вот в ней мы и будем лудить нашу плату.
Начнем с материалов.
Нам понадобится сплав Розе. Его можно найти в радиомагазинах, на радиорынке или заказать по Интернету (я так и делаю). Покупать много не нужно – расходуется он экономично (50ти граммов сплава Вам хватит надолго). Еще нужно немного пищевой лимонной кислоты, она будет выступать в качестве обезжиривателя-флюса.
Из инструментов нужен:
Кусок нефольгированного текстолита (размером примерно с нашу плату) и резиновый шпатель. Резиновым шпателем мы будем лудить плату. Странно звучит? Зато удобно! Шпатель нужно немного подрезать, чтобы он был меньшего размера – так удобней.
Как нужно лудить печатную плату сплавом Розе.

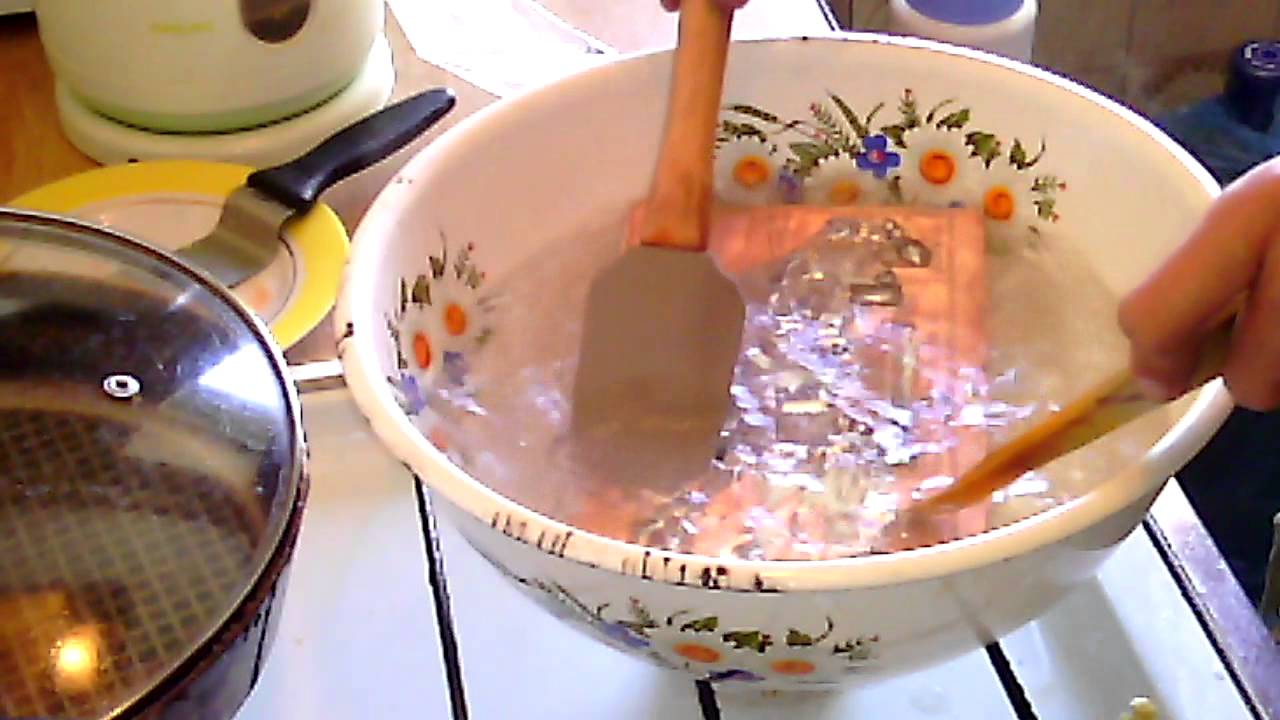
1 Наливаем воду в эмалированную или алюминиевую емкость. Дно емкости должно быть плоским. Насыпаем чайную ложку лимонной кислоты. Доводим воду до кипения.

2 Дальше бросаем небольшой кусочек сплава в воду. Много не нужно — достаточно одной таблэтки :). Ждем, когда он расплавиться.

3 После того как расплавился сплав, бросаем плату. Дорожки платы, под действием лимонной кислоты, станут розовыми и сплав легко к ним пристает. При помощи шпателя нужно «вымазать» сплавом дорожки с обеих сторон платы. Возьмите пинцет или еще что, чтобы было удобней вертеть плату.

4 Дальше под плату нужно подложить кусок текстолита без фольги и шпателем тщательно «счистить» излишки сплава с дорожек. Без подложки текстолита счищенный сплав будет прилипать на нижний слой (если плата односторонняя подложку можно и не класть).

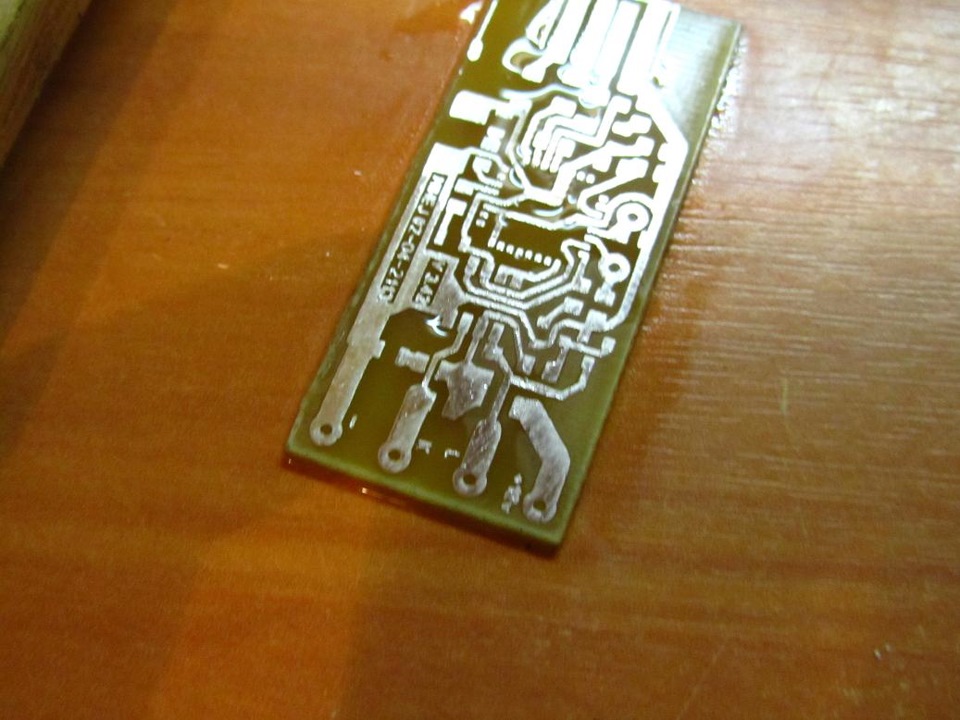
5 Вынимаем плату, промываем водой, протираем платочком – готово!
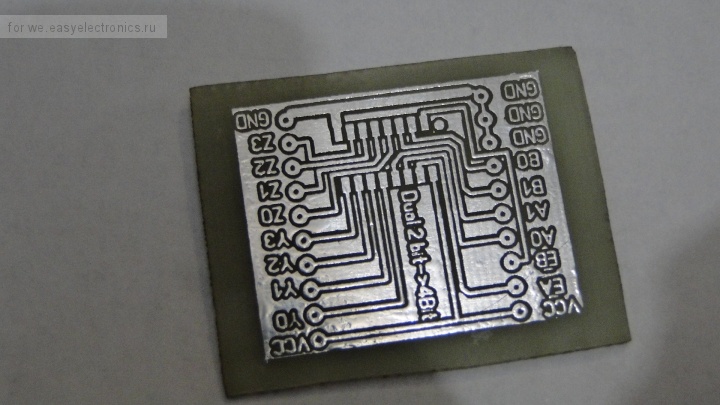
Напоследок — сравнение дорожек «на просвет» до и после лужения.
Видно, что после лужения дорожки стали намного лучше, «дырок» стало меньше. Улучшилась эстетика платы, паять на ней будет в удовольствие.








P.S. Еще для лужения плат применяют сплав Вуда. Но я не рекомендую Вам его использовать. Во-первых температура плавления у него ниже, а во-вторых, он вреднее. (Visited 19 516 times, 2 visits today)
Производство и обработка
Если слитки из расходного материала сформированы, их доставляют до плавильного завода. Далее проходит тестирование, подготовка, очистка. Этапы производства золота, серебра из сплава Доре:
- Чтобы определить состав изделий, их расплавляют. Рабочие берут пробы, чтобы установить точное количество компонентов, содержащихся в соединении. Если отклонений, элементов, затрудняющих очистку, нет, материал отправляется на дальнейшую обработку.
- Изначально сплав Доре очищается от 5% примесей. Для этого его расплавляют, добавляют соду, кварц, продувают мощным потоком воздуха.
- Сторонние компоненты сплавляются с кварцем. Образуется шлак, который удаляется с поверхности расплавленного металла.
Процедура повторяется несколько раз. Получившуюся смесь обрабатывают с помощью углеродосодержащих составов. Так получается чистое серебро и золото. Далее материалы разливаются по формам, чтобы получились слитки. После этого их пускают в дальнейшее производство. Прежде чем маркировать готовые изделия, проводится проверка чистоты металла. Для этого они расплавляются, берётся проба. Затем они застывают, слитки взвешивают, наносят маркировку на лицевой стороне.
Сплав Доре — переплавленное расходное сырье, основой которого является золото, серебро. Помимо благородных металлов смесь содержит сторонние компоненты, которые нужно убрать для получения отдельных материалов. Необработанное сырье используется при изготовлении деталей для электроприборов.
https://youtube.com/watch?v=NBNdq6-_hSQ
Сплав Розе что это такое -температура плавления сплава Розе
В 1701 году всем известный ученый Исаак Ньютон открыл первый прототип – сплава Розе. Это был первый ряд элементов, при помощи которого можно было получить легкоплавкое соединение. В нём были свои недостатки.
Одним из самых неприятных было то, что была высока вероятность образования трещин. В связи с тем, что Ньютон обладал огромным авторитетом, и никто не мог даже сомневаться, что данный состав может быть не идеальным, никаких споров не было. Такая тенденция продолжалась достаточно долго.
Лишь через 45 лет, после смерти великого учёного, Валентин Розе решил внести коррективы в данный сплав. Немецкий химик в первую очередь проводил эксперименты с соотношением составляющих. И спустя достаточно короткое время у него всё вышло. Был открыт сплав Розе, который до сих пор имеет большую популярность.
Лучше всего сплав Розе подходит для тех случаев, когда во время пайки нет необходимости в высокой температуре припоя. В основном это связано с изготовлением микросхем, когда есть огромная вероятность перегрева элементов микроэлектроники, однако, нет необходимости делать высокую прочность.


Следует отметить, что в связи с тем, что достаточно сложно сделать идеально точные пропорции, допустимы небольшие отклонения в процентом соотношении компонентов. Считаем максимально допустимым отклонением ±0,5 %. Этот сплав очень популярен среди людей, которые его используют в домашних условиях. Он отлично подходит для таких целей, ведь не имеет в составе сильно токсичных составляющих. Исходя из этого, его можно использовать даже в помещениях, которые не имеют хорошо оборудованными вытяжками.
Несмотря на то, что все компоненты не являются сильно токсичными, чтобы избежать аллергических реакций или интоксикации, следует держать его в упаковке, которая будет плотной и герметичной. Хранить его можно не более 3 лет.
Характеристики
Основные плюсы бижутерного сплава
- Стоимость. Ни для кого не секрет, что украшения из бижутерного сплава обойдутся намного дешевле. Мода постоянно меняется, и нет смысла покупать дорогие украшения каждый сезон. Для дизайнеров это спасение, потому что выбор изделий очень широк.
- Широкая доступность. Купить украшения можно в любом магазине, и их выбор впечатляет. Любая модница найдет что-то себе по душе.
- Носить украшения могут практически все.
Основные минусы бижутерного сплава
- Недолговечность. Не все материалы могут похвастаться долгим сроком службы. При постоянных изгибах украшение может сломаться.
- При попадании в агрессивную среду быстро теряют внешний вид. Многие девушки забывают при купании в водоемах снимать кольца и серьги, а так они быстро приходят в негодность. От постоянного контакта с водой и мылом украшения теряют блеск. Кислота, алкоголь и моющие средства отрицательно влияют на цвет металла.
- Не всегда указан состав изделия. Так производители могут продавать дешевый материал по дорогой цене.
Производство материала
Все компоненты, входящие в состав сплава, имеют разную температуру плавления. Это создает сложности при плавке латуни. В процессе работы добавление составляющих ведется в определенной последовательности.
Схема производства выглядит следующим образом:
- Добыча из руды меди и цинка.
- Плавка. Сначала нагревается медь, а потом остальные компоненты.
- Формирование слитков, путем разливки расплавленного металла в формы.
- Поступление их в прокатный цех, где ведется обработка металла с целью деформирование слитков.
- Отжиг и протравливание.
Что такое ювелирный сплав
Наиболее распространены золотые ювелирные сплавы, но многие люди не знают что это такое и какие элементы входят в их состав. Их основной компонент — золото, содержание которого варьируется в пределах 75–98%. В качестве дополнительных компонентов может использоваться: серебро, медь, палладий, платина. Благодаря добавлению дополнительных металлов можно сделать сплав с любым оттенком — от красного до светло-желтого, зеленоватого.
Ювелирные сплавы применяют для изготовления дорогих украшений. Из них делают изделия с драгоценными камнями:
- кольца;
- колье;
- серьги;
- диадемы;
- зажимы для галстука;
- запонки.
Черные металлы, железоуглеродистые сплавы с добавками хрома и никеля, не относятся к бижутерийным, но из них делаются дешевые изделия, имитирующие белое золото и платину. Нержавеющая и хирургическая сталь стала применяться для изготовления различных аксессуаров с появлением в молодежной моде стилей модерн, гранж, панк. Сплав не темнеет от влаги и не вызывает аллергию.
Технология лужения плат в кипящей воде
Благодаря уникальным температурным характеристикам в домашних условиях разработана следующая технология лужения печатных плат с применением сплава Розе. Что это такое и как это работает?
Прежде всего необходимо зачистить протравленную медную поверхность печатной платы.
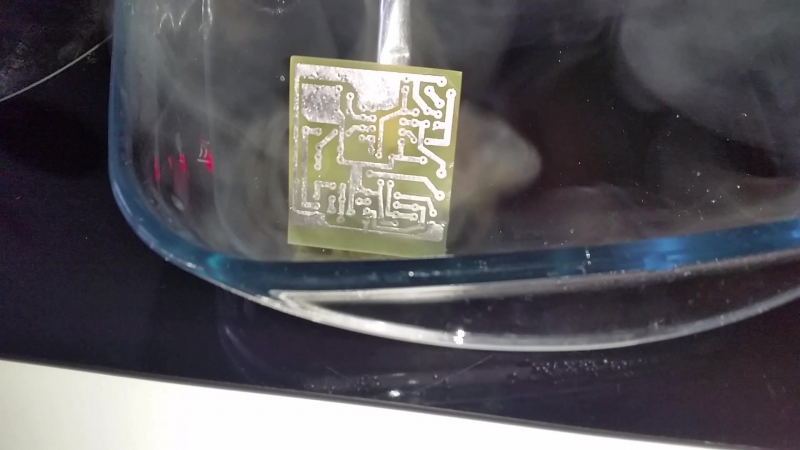
Затем нагреть до температуры кипения наполненную водой небольшую эмалированную металлическую емкость (миску или кастрюлю). Может подойти и большая консервная банка. В кипящую воду бросить небольшое количество лимонной кислоты.









После этого аккуратно опустить на дно емкости печатную плату поверхностью для лужения вверх. Необходимое количество гранул сплава Розе опускается следом за ней. После этого в кипящей воде расплавленные гранулы распределяются равномерно деревянной палочкой или резиновым шпателем по медной поверхности платы. При этом происходит процесс лужения.
Избыток припоя удаляется тампоном или шпателем. После этого луженную плату извлекают из емкости и дают ей остыть. В результате получается яркая, практически зеркальная луженая поверхность, не уступающая по качеству промышленному образцу.
Для того чтобы последующая пайка сплавом Розе имела достаточную прочность и не была хрупкой, необходимо добиться минимальной толщины слоя лужения. После необходимо тщательно промыть поверхность платы водой, чтобы удалить остатки кислоты. Для дальнейшего уменьшения окисления ее желательно покрыть слоем спиртового раствора канифоли. Он предотвратит доступ кислорода к металлической поверхности и в процессе пайки будет выполнять роль флюса, обеспечивающего безупречное качество соединения.







