Пошаговая инструкция, как отпаять светодиод
Чтобы вынуть из осветительного прибора
алюминиевую плату, необходимо отделить корпус от плафона. Это можно сделать при
помощи ножа, стараясь не повредить элементы. Плата к основанию припаяна при
помощи двух проводов (плюсового (красного) и минусового). Их нужно отпаять,
предварительно закрепив в держателе. Жало паяльника смачивается флюсом. С
алюминиевого основания плата просто снимается.
Далее тестером проверяются все дорожки, для тестирования светодиодов чаще всего достаточно визуального осмотра. Если хотя бы один из них сгорел, на нем появляется черная точка. Однако лучше проверить все мультиметром или тестером в режиме сопротивления — неисправность не всегда влечет за собой почернение.
Осмотреть необходимо так же качество припайки.
Случается брак на производстве, мешающий нормальному функционированию лампочки.
После определения сгоревших светодиодов алюминиевую плату нужно закрепить в держателе, в одну руку взять паяльник (горелку), в другую – пинцет. Горелка подносится к обратной стороне платы, через несколько секунд пайка размягчается, диод легко снимается пинцетом. Исправный элемент «приклеивается» до того, как остыло алюминиевое основание.
Примерно так же можно отпаять диоды из ламп «кукуруза», если они классические или маленькие с колбой и плата изготовлена из алюминиевого сплава (не из стеклотекстолита). Лучший вариант — паяльник (феном приходится долго греть). Жало должно быть П-образное, что позволяет отпаять сразу 2 точки. Чип снимается с платы пинцетом.
Если осветительный прибор изготовлен для
замены люминесцентного источника, диоды расположены на алюминиевой линейке.
Перед тем, как отпаять чипы, ее нужно закрепить, чтобы предотвратить
повреждение токопроводящих дорожек. Олово плавится паяльником, одновременно
между выводом и платой продвигается лезвие. После освобождения всех выводов
необходимо прогреть кристалл и при помощи лезвия отсоединить от платы подложку.
Чтобы отпаять СМД от светодиодной ленты, ее нужно прогреть феном, чтобы размягчилась паста. Для снятия с платы выпаянного чипа используется пинцет.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.

Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.









В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
 Использование газового паяльника
Использование газового паяльника
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.









Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Это интересно: Как правильно варить вертикальный сварочный шов для начинающих: рассмотрим со всех сторон
Вспененный полистирол
Противопоказания
Как и у всех лекарственных средств, у «Пантовигара», по отзывам трихологов, есть противопоказания, которые необходимо учитывать при назначении. К ним относятся: аллергические реакции на компоненты препарата, возраст до 18 лет, вынашивание беременности, период лактации.

Обработка флюсом или лужение
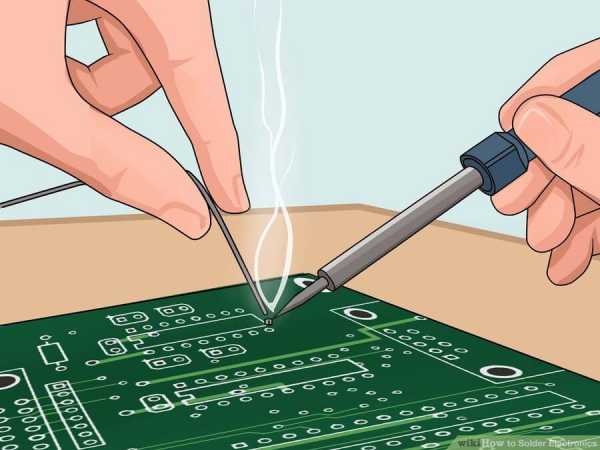
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.










Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Паять медь лучше — ПОС-60, ПОС-50, ПОС-40.
-
Для алюминия — ЦО-12, П-250А, ЦА-15.
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором
Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.









На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Чем и как лудить/паять?
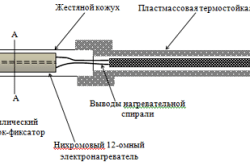
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Как выбрать паяльник
Конечно, было бы идеально, если у пользователя в наличии есть паяльная станция, а не просто паяльник. Но не всегда есть возможность приобрести такое полезное устройство, да и паяльники вполне могут подойти для припаивания проводов.
Для начала рассмотрим что из себя представляет такое устройство, как паяльник. Паяльником называют устройство, которое применяется для пайки, используя температурное воздействие.
- Можно найти паяльники, находящиеся в диапазоне от 15 до 30 Ватт. Такие приборы используются для припаивания деталей плат, а также для электрических схем. Для того чтобы перепаять неправильное соединение толстых проводов, потребуются паяльники, которые будут мощностью выше.
- Существуют также акустические паяльники. Обычно они используются электротехниками, которые занимаются пайкой оргтехники. Его преимущества заключаются в том, что он отличается от других моделей низкой теплоёмкостью, небольшими размерами, а также отличной работоспособностью. Его используют для весьма тонкой паечной работы, например, для сборки схем.
- Также существуют паяльники промышленные. Эти аппараты используются для довольно больших и трудных работ. Там, где требуется вмешательство прибора очень высокой мощности. Применяются промышленные паяльники для присоединения шасси, калибровочных кабелей или витражной работы.
Паяльник рекомендуется выбирать с трёхнаправляющим заземляющим штекером. Преимущество такого прибора заключается в том, что он позволяет предотвратить рассеивание напряжения по пути прохождения тока. В принципе для человека, который не имеет опыта в паянии, подойдёт и паяльник с диапазоном от 15 до 30 Ватт, но следует помнить, что такого небольшого напряжения не хватит даже для того, чтобы припаять аудиопровода. Автолюбителям можно порекомендовать паяльники с мощностью 40 Ватт, так как такие приборы являются оптимальным вариантом для использования его в авто.
Паяльная станция
Выше в статье упоминалось такое устройство, как паяльная станция. Это очень интересный и продуктивный прибор, который обеспечивает автономность работы, так как подключается к источнику переменного тока и способен излучать мощность до 80 Ватт. Специалисты утверждают, что при использовании этого прибора для спаивания наблюдается определённая лёгкость, в отличие от использования простых паяльников.









Преимущества таких паяльных установок можно выразить отдельным списком:
- Возможность регулирования температуры практически до градуса;
- С помощью паяльной станции можно осуществить даже одни из самых трудных и сложных соединений из стали, нержавейки, алюминия и т.д.;
- Долговечность прибора;
- Возможность легко паять полипропиленовые трубы, а также пластик, так как контроль над температурой позволяет это сделать.
Но у данного устройства существуют и свои недостатки. Нельзя забывать о том, что для использования паяльной станции следует иметь хоть какой-то начальный навык и небольшой опыт, иначе могут возникнуть трудности и даже определённые риски. К тому же стоят паяльные станции довольно дорого, да и электроэнергии потребляют очень много. Пользователь обязательно должен взвесить все «за» и «против» перед приобретением паяльной установки, так как при всех имеющихся плюсах имеются и недостатки.
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Материалы для пайки проводов без паяльника
Разница между способами состоит в форме и температуре наносимого припоя. В этом случае форма материала, чем можно припаять провод без паяльника, становится определяющей. Это припой, который может быть в различных формах:
- привычный всем состав из канифоли, олова или олово–свинцовой смеси в слитках;
- тот же припой, прокатанный в тонкую фольгу, шириной 0,5-0,7 мм;
- паста, где припой представляет собой смесь, изготовленную из порошков и кислотного раствора различных металлов и канифоли;
Так как припаять контакт без паяльника стало возможным, появились и различные формы материала, применение которых позволяет использовать примитивный источник нагрева: открытый огонь зажигалки, спиртовки или обычной свечи.
Использование материалов в различных состояниях, все же имеет свои различия, например выбор технологии как припаять провод без паяльника в наушника отличается от той, которая может использоваться при пайке посуды. А способ восстановления платы будет отличаться от того, как припаять гирлянду без паяльника.
Это интересно: Сварка трубы электросваркой — оцинкованные, тонкостенные, водопроводные







