Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
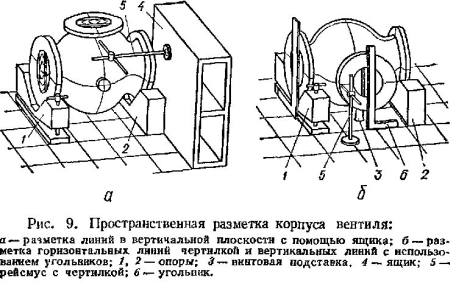
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Накернивание
После зачистки торцов заваренных отверстий производится раз-етка и накернивание центров отверстия под резьбу, сверление от-ерстия 0 29 мм и нарезание резьбы — Бриггса.
Всякая подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, сверления отверстий по разметочным рискам и вырубания пройм под распиливание отверстий в заготовке.
Перед снятием обмотки необходимо наметить какой-нибудь паз ( накерниванием соседних зубцов), а также те коллекторные пластины, с которыми соединены концы сторон секций, лежащих в этом пазу. Это необходимо для сохранения прежнего расположения обмотки по отношению к коллектору.
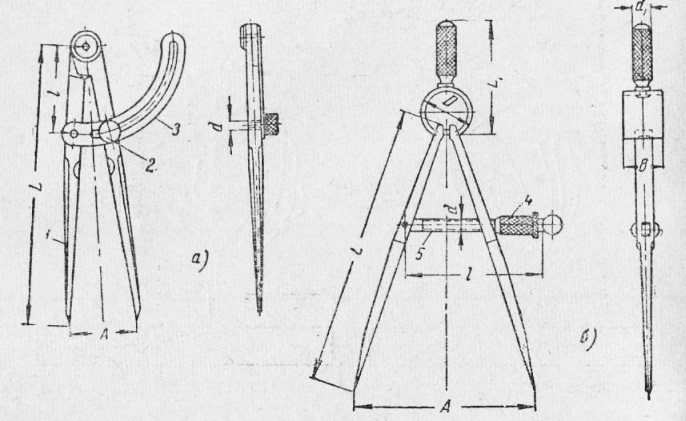
Специальные кернеры ( рис. 35 а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Пометки о произведенном очередном испытании делают несмываемой краской или накерниванием на всех механизмах и приспособлениях, используемых для такелажных работ.
|
Разметочный угольник и его применение. |
Специальный кернер ( рис. 32, а) применяется для накернивания окружностей и закруглений небольших радиусов. Кернер такой конструкции намного ускоряет разметку и улучшает ее качество благодаря повышенной ее точности.
При соединениях деталей винтами с потайной головкой стопорение обеспечивается путем накернивания детали ( фиг.
Кернер Лещева ( рис. 74, в) используют для накернивания точек на равных расстояниях друг от друга, а также для накернивания точек окружностей и дуг малого радиуса из заданного центра. Кернер состоит из стержня, к которому прикреплена пружинящая ножка, и регулировочного винта. Вращением винта устанавливают ргднус размечаемой дуги пли шаг между точками, которые следует накернить. Острие ножки ставят в заданную точку и ударом молотка по торцу стер / кия накернявают размечаемую точку.
Специальные кернеры ( рис. 35, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Для определения положения центров на торцах небольших обработанных заготовок и одновременного накернивания их применяются специальные приспособления, называемые центро-наметчиками. Разметка заключается в том, что центроискатель опирают воронкой на торец детали, причем его установку проверяют на глаз, затем молотком ударяют по головке кернера. На торце детали при этом намечается центр.
|
Текущий ремонт поршневых колец керновкой J. |
При текущем ремонте сокращение увеличенного зазора временно достигается раздачей колец путем накернивания их обоих торцов ( рис. 103) на глубину, определяемую опытом.
Стопорение посредством местной пластической деформации производят после затягивания винта или гайки накерниванием ( фиг. Операция кернения болтов или шпилек намного ускоряется применением специального кернителя, фиксируемого на гайке ( фиг.
|
Плоскогубцы комбинированные. |
Ход работы
Нетрудно изготовить автоматический керн самостоятельно, если работать поэтапно. От мастера требуется выполнить следующие действия:
- Изготовить стержень кернера. Желательно, чтобы он имел диаметр 0,4 см и длину 4 см. Рабочая поверхность обязательно должна быть закалена.
- На хвостовике бойка устанавливается амортизирующая шайба. После этого действия он считается готовым к применению.
- Приготовить ударно-спусковой механизм. Для этого выточенную деталь в виде конуса установить во внутренней части пружины. Выполнять данную работу следует таким образом, чтобы своей тонкой частью (0,3 см) деталь упиралась в торец бойка. Длина ее может составлять 3 см.
- Вставить ударно-спусковой механизм в корпус будущего инструмента.
- Верхняя часть трубы с торца глухо закрывается. Для этой цели трубка оснащается резьбой, на которую навинчивается крышка.
В результате самодельный кернер должен действовать следующим образом:
- Заточенный конусообразный стержень приставляется к намеченному месту для кернения, после чего на него следует надавить.
- Вторым своим тупым концом он воздействует на ударно-спусковой механизм: толкает конусообразную деталь, установленную в пружине к бойку.
- В результате надавливания стержня на ударно-спусковой механизм он своей конусообразной частью постепенно все сильнее смещается с торца, пока не попадает на центр бойка. Тот, пребывая под воздействием обычной пружины, и выполняет удар.

Изготовление изделия можно считать успешно завершенным в том случае, если при надавливании стержня в нужной точке на поверхности незамедлительно образуется метка. Как свидетельствуют многочисленные отзывы владельцев, самодельные кернеры и стержни удобно хранить в досках для шахмат. Там для каждого стержня можно сделать специальные секции, изготовленные из пенопласта.
Самодельные керны, как обычные, так и автоматические, являются оптимальным решением для тех, кто лишь от случая к случаю использует данный инструмент.
Что такое кернер, его типы, приемы работы, фото
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе.
А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи.
Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.
Кернер — что это такое?
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.







Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования.
Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным.
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…
В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.
Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Приемы работы кернером
Способов кернения всего два: один – правильный, второй – неправильный.
Для кернения необходимо:
- Совместить кончик ударной части с пересечением линий разметки;
- Установить кернер строго перпендикулярно поверхности заготовки;
- Нанести один уверенный точный удар молотком по бойку, стараясь, чтобы вектор удара совпал с осью кернера.
Это все, невыполнение этих правил приведет к нарушению точности кернения или формы лунки, что может послужить причиной увода сверла.
Если же вы ошиблись при кернении, то сделайте то, чего не посоветуют вам ни в одном учебнике по слесарному делу:
- Аккуратно легкими ударами молотка осадите края воронки керна до уровня заготовки, если надо, обработайте это место наждачной шкуркой, закрепленной на ровном бруске;
- Возобновите линии разметки;
- Возьмите кернер меньшего диаметра с углом заточки около 60° (для таких случаев нужно его держать в домашней мастерской);
- Выполните процедуру кернения с особой тщательностью, но с меньшей силой удара;
- Убедившись в точности расположения нового керна, возьмите стандартный кернер и, совместив его острие с новой лункой, одним сильным ударом произведите кернение.
Накерниватель своими руками – из чего можно сделать?
Накерниватель вполне можно сделать из тонкого сверла, заточив его под нужным углом. Однако тонкий стержень очень неустойчив и то и дело будет от удара выскакивать и улетать в разные стороны. Поэтому либо продумайте вариант хорошей ручки, либо приобретите готовый инструмент. Кстати, с готовыми инструментами не все так просто – стержни зачастую затупляются очень быстро, после первых 50-100 накерниваний. Объясняется это просто – производители использовали дешевый сплав.
В таком случае не обойтись без собственного творчества! Опять же, пригодится старое сверло или твердосплавный бур. Ваша задача – подогнать один конец под патрон дрели или . Для этого может понадобиться отрезать лишние детали болгаркой или сточить на точиле. Когда дело сделано, вставьте стержень в патрон и включите инструмент на 500-1000 оборотов. В таком режиме поднесите стержень под нужным углом к точилу и затачивайте до получения нужного острия. После отрезаете лишнюю длину от стержня и приспосабливаете к накернивателю. На все про все у вас может уйти около получаса.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Как сделать кернер своими руками
Для тех, кто не хочет отдавать 300 – 500 кровных рублей за более ли менее нормальный по качеству кернер, есть несколько вариантов изготовления этого инструмента своими силами. О первом мы уже упоминали – из шестигранника.
Для изготовления простейшего кернера из этого материала достаточно обточить его ударную часть, заточить его кончик под заданный угол и закалить ее и боек. А сделать это можно даже на обычной газовой плите, раскалив металл до ярко-розового свечения. Хотя значительно быстрее это сделать при помощи газовой горелки или бензиновой паяльной лампы, которые, как мы надеемся, в вашей мастерской уже имеются.
Разогретый металл нужно опустить на 4-5 сек. в воду, затем на 1 сек. вынуть и повторно опустить еще на 10 -15. Если вы произведете те же процедуры, но окуная инструмент в масло – произойдет воронение, что еще лучше.
Также вы можете быстро изготовить примитивный, но вполне работоспособный кернер из старого, утратившего работоспособность боковых кромок, а значит не подлежащего заточке, сверла, просто заострив его конец.

Правда, в чистом виде использовать такой инструмент, мы все же не рекомендуем – он очень хрупкий и при ударе может расколоться и нанести травму. В крайнем случае, наденьте на него обрезок шланга высокого давления, как в варианте на фото, но лучше – подберите металлическую втулку из трубки подходящего диаметра или выточите ее.
Кроме упомянутых вариантов есть способ изготовить кернер из практически любой стали, но закалить можно только углеродистую. Если вы не уверены в содержании в ней углерода, то проверить это можно по искре при обработке на точиле. А вот и видео:
И если вы не увидели долгожданных звездочек при заточке подходящего прутка для изготовления кернера, то можно произвести процесс цементации, о которой мы упоминали в начале статьи. Сделать это в домашних условиях можно двумя способами. Если у вас имеется в хозяйстве сварочный аппарат, то показанный на видео – наиболее приемлемый и простой.
А если приобретение сварочного аппарата все еще в планах, то поищите поблизости металлообрабатывающий завод, где точат детали из чугуна и наберите чугунной стружки, чем мельче – тем лучше.
Или купите чугунный порошок через интернет. Раскалив металл до того же ярко-розового свечения, опускайте часть заготовки, которой требуется закалка в чугунную стружку. Углерод из чугуна переместится в поверхностный слой вашей низкоуглеродистой стали и сделает возможной ее закалку.
Процедуру можно повторять несколько раз, но заточку кернера произведите до нее. Впрочем, ремонтировать инструмент в дальнейшем можно таким же образом.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами;)
Если у вас дома валяются клапана от автомобиля, не спешите их выбрасывать!
Я хочу рассказать, как своими руками с клапана можно сделать отличный керн, который будет работать не хуже заводского, да и выглядеть будет совсем не плохо.
Использовать нужно только впускной клапан, поскольку он полностью цельный и не имеет внутри полости как у выпускного клапана.
Какие бывают?
- ручные;
- автоматические;
- электрические;
- со специальными возможностями (центроискатель для нанесения керна на цилиндрических или шаровидных деталях, прибор для нанесения разметки на нужном расстоянии от края заготовки).
Автоматический кернер даёт возможность:
- размечать одной рукой;
- работать без молотка;
- регулировать усилие при работе с деликатными материалами;
- получать отметки одинаковой глубины;
- быстрее выполнять работу.
Автоматическое керно позволяет за минуту сделать до 50 ударов при расстоянии 2 см между лунками.
Вместо острия керно в стержень можно вставлять клеймо и клеймить детали.
Автоматическое (механическое) керно на вид немного похоже на металлическую авторучку. Оно состоит из двух камер, в каждой из которых есть свой боек. Первая сделана в виде срезанного конуса. Там находится ударный боек, который и будет наносить керны на поверхность. За ним расположен подпружинно-ударный боек с направляющим штоком. Его пружина немного смещена вбок.

![§ 16. накернивание разметочных линий [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/0/b/b/0bba68fa9335d244c60516705b4ae855.jpg)







За ним внутри корпуса расположено сквозное отверстие. Во второй камере подпружиненный мощной пружиной поршенёк со скошенной кромкой.
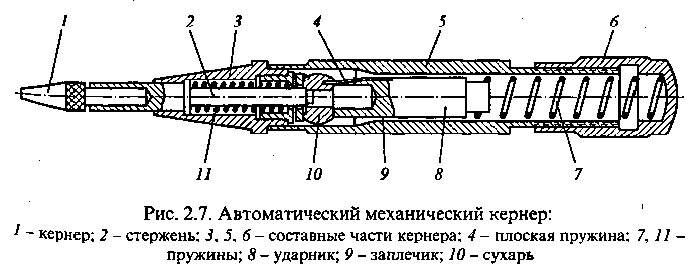
Когда инструмент устанавливают на поверхности и большим пальцем правой руки нажимают на упорный колпачок, ударный боек упирается в край напружиненного поршенька, приподнимая его. Пружина за ним сжимается и создаёт встречное давление.
В конце процесса сжатия происходит центрирование и выравнивание по направлению к первичной камере. Это приводит к тому, что шток срывается и резко проваливается в отверстие.
Давление пружины через промежуточные элементы передаётся на боёк. Он ударяется о поверхность материала, и на ней остаётся лунка от автоматического кернера.
В некоторых моделях нижний боек можно менять, продлевая, таким образом, время службы инструмента.
Силу удара автоматического керна можно изменять, поворачивая упорный колпачок вверху инструмента. При этом пружина под ним ослабляется или сжимается. Минимальная сила удара 10 кГ, максимальная – 15 кГ. Глубина лунки от 0,2 до 0,3 мм.

Электрическое керно
В электрических кернерах внутри корпуса находится катушка электромагнита, наконечник, пружина и боек. После нажатия на корпус он опускается, шайба наконечника, который в это время не двигается, замыкает цепь электромагнита. Удар происходит, когда соленоид втягивает ферромагнитный боек. Он ударяет по наконечнику, оставляя на поверхности метку.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.

Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.

Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.

Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.

Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Ход работы
Нетрудно изготовить автоматический керн самостоятельно, если работать поэтапно. От мастера требуется выполнить следующие действия:
- Изготовить стержень кернера. Желательно, чтобы он имел диаметр 0,4 см и длину 4 см. Рабочая поверхность обязательно должна быть закалена.
- На хвостовике бойка устанавливается амортизирующая шайба. После этого действия он считается готовым к применению.
- Приготовить ударно-спусковой механизм. Для этого выточенную деталь в виде конуса установить во внутренней части пружины. Выполнять данную работу следует таким образом, чтобы своей тонкой частью (0,3 см) деталь упиралась в торец бойка. Длина ее может составлять 3 см.
- Вставить ударно-спусковой механизм в корпус будущего инструмента.
- Верхняя часть трубы с торца глухо закрывается. Для этой цели трубка оснащается резьбой, на которую навинчивается крышка.
В результате самодельный кернер должен действовать следующим образом:
- Заточенный конусообразный стержень приставляется к намеченному месту для кернения, после чего на него следует надавить.
- Вторым своим тупым концом он воздействует на ударно-спусковой механизм: толкает конусообразную деталь, установленную в пружине к бойку.
- В результате надавливания стержня на ударно-спусковой механизм он своей конусообразной частью постепенно все сильнее смещается с торца, пока не попадает на центр бойка. Тот, пребывая под воздействием обычной пружины, и выполняет удар.

Изготовление изделия можно считать успешно завершенным в том случае, если при надавливании стержня в нужной точке на поверхности незамедлительно образуется метка. Как свидетельствуют многочисленные отзывы владельцев, самодельные кернеры и стержни удобно хранить в досках для шахмат. Там для каждого стержня можно сделать специальные секции, изготовленные из пенопласта.
Самодельные керны, как обычные, так и автоматические, являются оптимальным решением для тех, кто лишь от случая к случаю использует данный инструмент.
При достаточной твердости металла сверло или саморез, завинчиваемый шуруповертом, могут с легкостью соскользнуть с намеченной точки, и в такой ситуации не избежать крупной царапины или даже сломанного сверла. Чтобы такого не случалось, принято делать лунки или керны, и инструмент для этого есть специальный – кернер!
Что нужно знать о кернере
Выбирая керно нужно помнить несколько важных моментов об этом виде приборов.
Во-первых, совершенно не имеет значения какая форма сечения у стержня инструмента.
Гораздо важнее обратить внимание на другие его характеристики. Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться
Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться.
В-третьих, если планируется использовать кернер при работе с мягкими металлами, лучше выбрать такой, в котором угол заточки меньше и наоборот.
Какие бывают?
- ручные;
- автоматические;
- электрические;
- со специальными возможностями (центроискатель для нанесения керна на цилиндрических или шаровидных деталях, прибор для нанесения разметки на нужном расстоянии от края заготовки).
Автоматический кернер даёт возможность:
- размечать одной рукой;
- работать без молотка;
- регулировать усилие при работе с деликатными материалами;
- получать отметки одинаковой глубины;
- быстрее выполнять работу.
Автоматическое керно позволяет за минуту сделать до 50 ударов при расстоянии 2 см между лунками.
Вместо острия керно в стержень можно вставлять клеймо и клеймить детали.
Автоматическое (механическое) керно на вид немного похоже на металлическую авторучку. Оно состоит из двух камер, в каждой из которых есть свой боек. Первая сделана в виде срезанного конуса. Там находится ударный боек, который и будет наносить керны на поверхность. За ним расположен подпружинно-ударный боек с направляющим штоком. Его пружина немного смещена вбок.









За ним внутри корпуса расположено сквозное отверстие. Во второй камере подпружиненный мощной пружиной поршенёк со скошенной кромкой.
Когда инструмент устанавливают на поверхности и большим пальцем правой руки нажимают на упорный колпачок, ударный боек упирается в край напружиненного поршенька, приподнимая его. Пружина за ним сжимается и создаёт встречное давление.
В конце процесса сжатия происходит центрирование и выравнивание по направлению к первичной камере. Это приводит к тому, что шток срывается и резко проваливается в отверстие.
Давление пружины через промежуточные элементы передаётся на боёк. Он ударяется о поверхность материала, и на ней остаётся лунка от автоматического кернера.
В некоторых моделях нижний боек можно менять, продлевая, таким образом, время службы инструмента.
Силу удара автоматического керна можно изменять, поворачивая упорный колпачок вверху инструмента. При этом пружина под ним ослабляется или сжимается. Минимальная сила удара 10 кГ, максимальная – 15 кГ. Глубина лунки от 0,2 до 0,3 мм.
Электрическое керно
В электрических кернерах внутри корпуса находится катушка электромагнита, наконечник, пружина и боек. После нажатия на корпус он опускается, шайба наконечника, который в это время не двигается, замыкает цепь электромагнита. Удар происходит, когда соленоид втягивает ферромагнитный боек. Он ударяет по наконечнику, оставляя на поверхности метку.
Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.
Устройство и характеристики
Как уже упоминалось выше, прибор изготавливается в виде цилиндрического стержня.
Одна сторона подготавливается к нанесению ударов молотком, она называется бойком или затыльником, другая затачивается в форме конуса, причем угол заточки равен 120 градусам.
Работа ручным кернером осуществляется простым способом: острой стороной прибор устанавливается на месте, где в будущем планируется произвести сверление, а затем по противоположной стороне устройства наносится удар молотком.
Процедура требует некоторых физических усилий и времени, поэтому современные кернеры делают механическими или автоматическими.
Устройство механического инструмента основано на плотном сжатии встроенной внутрь пружины и последующего ее освобождения.
Воздействие на затыльник осуществляется за счет взводно-спускового механизма.
При этом молоток для нанесения кернов не требуется.
В электрическом автоматическом приборе работа запускается за счет действия электрической цепи, встроенной внутрь кернера.
При этом процесс занимает мало времени и за одну минуту мастер способен сделать минимум 50 лунок.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.






Показания к проведению исследования
Ввиду простоты исследования и отсутствия необходимости использования дорогостоящих реагентов, микрореакция преципитации используется для больших групп населения, чаще всего при плановом обследовании.
Сдача анализа назначается:
- военнослужащим;
- беременным;
- больным перед операцией;
- при обследовании в тюрьме или следственном изоляторе;
- при осмотре медицинских работников, сотрудников общественного питания;
- перед сдачей крови на донорство;
- перед трансплантацией органов.
Тест на количественную реакцию показан лицам, у которых обнаружились признаки патологии, детям больных родителей, при язвах на половых органах. Также обследование нужно для подтверждения диагноза после первичных тестов или если пациент имеет другие венерические заболевания.
Какое керно выбрать?
Простое керно самое дешёвое, электрическое – значительно дороже. Выбирая для себя инструмент, определитесь, как часто вы собираетесь его использовать. Если только от случая к случаю, то достаточно обычного или недорогого автоматического (чтобы можно было обходиться без молотка). Для профессиональной деятельности покупают качественный механический или электрический.
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе. А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи. Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.
Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования. Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным. Материал шестигранников – углеродистая сталь, поддающаяся термообработке, поэтому, если у вас возникнет необходимость быстро в домашних условиях сделать кернер и найдется подходящий по сечению шестигранник, можете смело его использовать – закалку он примет без цементации (насыщения поверхностного слоя стали углеродом).
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…

В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.

Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Практикум по слесарным работам
Кернение разметочных линий
Операция кернения заключается в выполнении кернером небольших углублений по линиям — рискам. Рабочая часть разметочных кернеров имеет угол заточки конусной части 45 или 60°.
Кернение необходимо главным образом для контроля правильности произведенной обработки. Расстояние между керновыми углублениями выбирают на глаз в зависимости от длины и вида разметочных линий: на прямых линиях — на расстоянии 15—20 мм; на окружностях и дугах — на расстоянии 5—10 мм. Точки сопряжения и пересечения обязательно кернят. На обработанных поверхностях точных изделий разметочные риски не кернят.
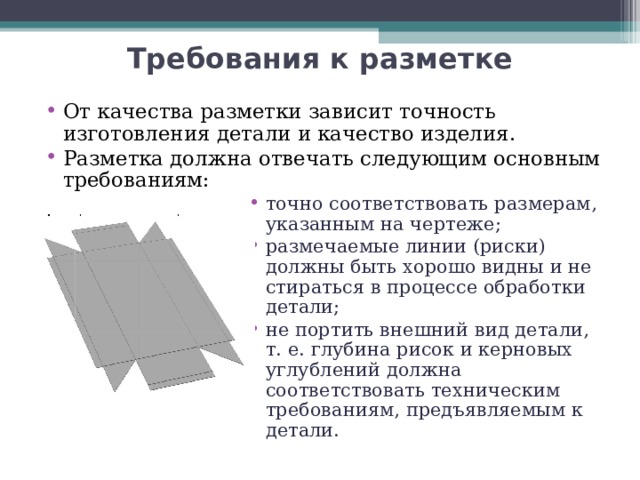
Учебное задание 1 содержит кернение рисок обыкновенным кернером (рис. 28). Последовательность выполнения задания.

Рис. 28. Установка кернера:
а — наклонно (первое положение); б — вертикально (второе положение); в — нанесение ударов молотком при кернении
1. Размечаемую заготовку укладывают на плиту таким образом, чтобы риска, подлежащая кернению, была направлена прямо к работающему. Молоток держат правой рукой, а кернер—левой.
2. Установку кернера на риску и кернение выполняют в два приема. Сначала при установке кернера на риску (рис. 28, а) работающий наклоняет его немного от себя, устанавливая острие точно на середину риски или же в точку пересечения. Затем, не сдвигая кернер с риски (рис. 28, б), работающий ставит его перпендикулярно разметочной плоскости и наносит по кернеру легкий кистевой удар молотком (рис. 28, в).
Перемещая кернер для последующего кернового углубления, следует вторично установить острие в углубление риски и почти без усилия переместить его по риске на необходимое расстояние. Острие кернера в этом случае, не сбиваясь с направления, хорошо скользит по риске.
Подобный прием при перемещении может быть применен и к перекрещивающимся рискам, где при перемещении острие кернера найдет точку углубления двух пересекающихся рисок.
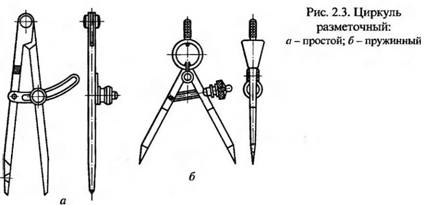
Учебное задание 2 заключается в кернении разметочных рисок пружинным или электрическим кернером (рис. 29). Эти кернеры по сравнению с обыкновенными обеспечивают повышенную точность кернения и получения мелких углублений одинакового размера, повышают производительность труда, облегчают труд работающего.

Рис. 29. Прием работы пружинным или электрическим кернером:
а — установка кернера на риску с наклоном; б — вертикальная установка и нанесение керновых углублений; в — пружинный кернер; г — электрический кернер
Задание выполняют в следующей последовательности.
1. Острие ударника пружинного кернера устанавливают точно на середину углубления риски или в точку пересечения рисок, немного наклоняя кернер на себя (рис. 29, а).
2. Пружинный кернер устанавливают перпендикулярно размечаемой плоскости, не перемещая острие кернера с риски (рис. 29, б).
3. Пальцами руки легко нажимают на колпачок. Под действием сжатой пружины произойдет удар по стержню ударника, острие которого сделает керновое углубление. Силу удара бойка кернера регулируют поворотом колпачка (сжимая или ослабляя пружину). Все конусные углубления имеют одинаковый размер, так как сила удара при одной регулировке всегда одинакова.




![§ 16. накернивание разметочных линий [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/b/3/2/b324c1218446c3fd84bddcafbfd54767.jpeg)


4. Кернер отводят от поверхности размечаемой детали и возвращают его в исходное (рабочее) положение.
5. Кернер перемещают по риске и повторяют приемы установки и нанесения керновых углублений последовательно по длине линий разметки.
Последовательность работы электрическим кернером аналогична рассмотренной выше (для выполнения кернения необходимо нажать на корпус кернера вниз).
Накерниватель – что за инструмент?
Накерниватель представляет собой совершенно простое устройство – стальной стержень от 100 до 160 мм в длину, диаметром 8-12 мм. Стержень является в то же время и ручкой, поэтому имеет множественные насечки для предотвращения выскальзывания из руки. Острие инструмента обычно выполнено из особо твердых сплавов и заточено под углом от 30° до 75°, в зависимости от целей, которые преследуются. Чем острее угол, тем точнее делаются разметки, вплоть до накернивания центра будущих отверстий.
Например, керн от инструмента с углом 45° удобен для дальнейшего центрирования дуг или окружностей, а лунка от накернивателя с 90° заточкой позволяет плотно держаться сверлу на поверхности. Использование этого инструмента совершенно простое – для начала делаете разметку на поверхности карандашом, затем к прочерченной линии прикладываете накерниватель в левой руке (если вы правша), плотно прижимаете и наносите удар по торцу молотком в правой руке.
Только не нужно путать накерниватель с пробойником! Конечно, в случае необходимости в тонком металле пробить отверстие для гвоздя или шурупа тоже можно, более того, если инструмент хорошо заточен, это может произойти совершенно случайно, если вы не рассчитаете немного силы. Однако стержень накернивателя от такого использования очень быстро затупится или, еще хуже, сломается.
Накерниватель-циркуль позволяет с легкостью намечать дуги небольшого диаметра, а накерниватель-колокол служит для более точной разметки центральных отверстий на заготовках, которые в дальнейшем подлежат дополнительной обработке. Принцип работы этих инструментов чрезвычайно прост – приложил к изделию или заготовке, ударил молотком по торцу и получил нужный керн.







