Как прочитать маркировку надфиля?
Маркировка алмазного надфиля, которая указывает форму и размер инструмента, наносится в соответствие с ГОСТ 1513-67. Опишем наиболее важные параметры.
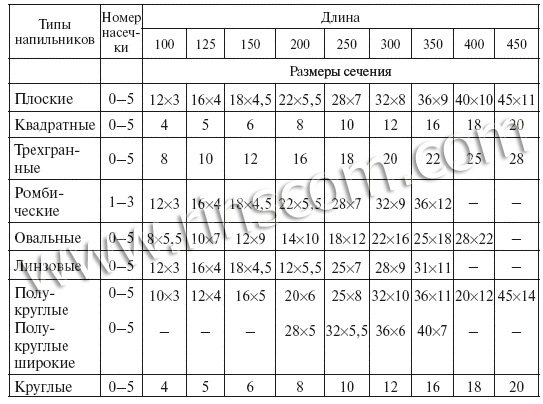
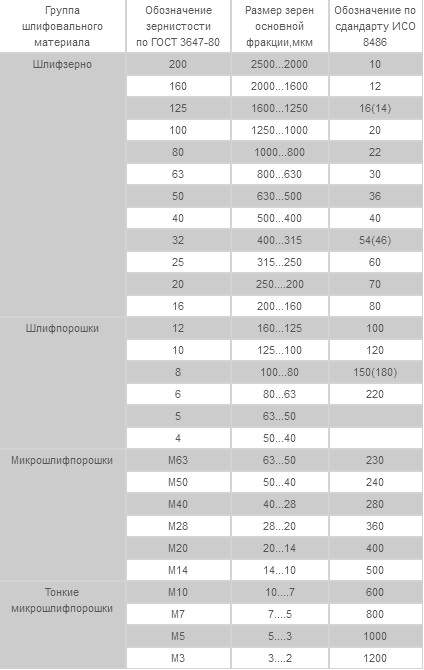
Изображение № 2: Таблица с маркировками надфилей
Длина. Варьируется в пределах 100–200 мм. Наиболее часто в продаже встречаются изделия на 80, 120 и 160 мм с рабочими поверхностями 50, 60 и 80 мм, соответственно.

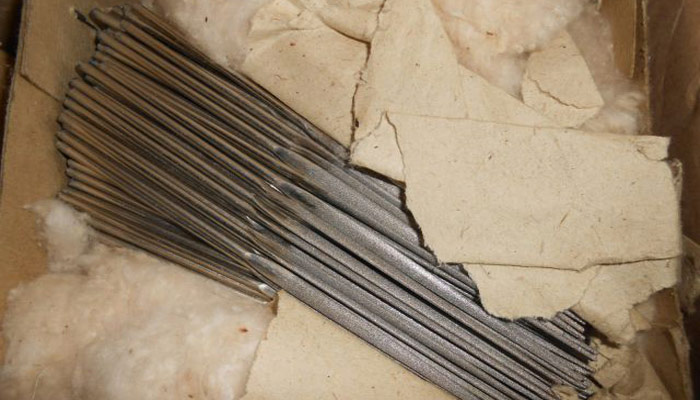
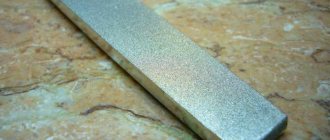
Фотография № 5: Надфили в сравнении с рулеткой
Твердость полотна. Основу полотна составляет углеродистая сталь категорий У12, У12А, У13, У13А, 13Х. Оптимальная твердость по шкале HRC должна быть не менее 55–58 единиц.

Изображение № 3: Схема твердости полотна надфилей в HRC
Показатель зернистости
Наибольшее значение имеет зернистость материала. Ее обозначают в виде рисок или цветных полос на рукоятке напильника следующим образом:
- красная полоса — 160/125–100/80 зерен;
- синяя полоса — 80/63–63/55;
- без разметки — 50/40–40/28.
Чем меньше зернистость, тем более гладкой будет поверхность после обработки. Обычно используют последовательно несколько инструментов. Вначале берут крупнозернистый, затем среднезернистый и в конце мелкозернистый надфиль.
Что такое надфиль
Надфиль, можно смело назвать собратом всем известного напильника и рашпиля, только гораздо меньших размеров. И тот и другой, представляют собой режущий инструмент для обработки материалов — опиливания, заточки и т. д.
Однако в отличие от напильников, надфили применяются для более тонкой обработки деталей, там, где подобраться вышеперечисленными инструментами просто не получится.
Различаются различные виды надфилей по размерам и форме. Что касается длины инструмента, то она может варьироваться от 80-160 мм. По форме надфили могут быть: круглыми, трёхгранными, полукруглыми, овальными и игольчатыми.
Как было сказано выше, рабочая сторона надфиля имеет две насечки, одна из которых выполнена под углом в 25°, а вторая под 45° углом. На обратной стороне, более узкой, расположена всего лишь одна насечка.
Тип надфиля, как правило, указан на его рукоятке. Для обработки керамики, стекла и твердых сплавов металла, используются специальные алмазные надфили.
Виды надфилей
Для каждой работы, существуют свои определенные виды надфилей. Ниже будет вкратце рассмотрен каждый из них:
Надфиль прямой одноконцевой — имеет длинный цилиндрический хвостик и насечки с краю.
Надфиль двухконцевой — имеет два конца с насечками, которые позволяют выполнять обработку поверхности материалов.
Надфиль поперечный — имеет множество различных вариаций, размеров и форм. В статье, данный вид надфиля уже был упомянут ранее. Длина инструмента может быть от 80 до 160 мм, а форма совершенно разной.










Алмазный надфиль — применяется для подгонки деталей выполненных из твердых материалов, например высокоуглеродистой стали.
Отличием этого вида надфилей является отсутствие насечек на рабочей поверхности, роль которых выполняет порошкообразное напыление, состоящее из синтетических или природных алмазов.
Применение надфиля
Надфиль, весьма важный инструмент, который обязательно должен имеется в ящике для инструментов у каждого мастера. Применение надфиля, как некстати при подгонке небольших деталей или обработки труднодоступных мест на них.
При этом для достижения качественного результата при работе с надфилем любого вида, важна правильно выдержанная техника. Так, например, обрабатываемая надфилем деталь, должна быть надёжно зафиксирована в тиски или в другой механизм.
Техника работы с надфилем достаточно проста — движения инструментом должны выполняться с достаточным и равномерным упором. Для достижения лучшего результата, надфиль следует держать по отношению к обрабатываемой поверхности строго по горизонтали.
Также, очень важно во время работы использовать всю длину надфиля, хотя в некоторых случаях, может потребоваться использовать только «короткий ход» инструмента, двигая его равномерно по диагонали в разные стороны
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.
Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».







ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
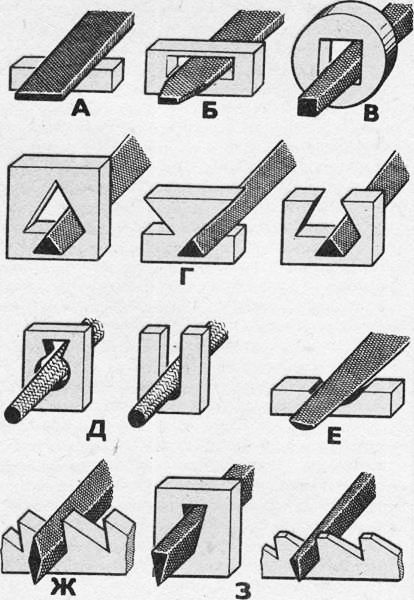
Классификация по форме сечения
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.










Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
 Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
Напи́льник — многолезвийный инструмент для обработки металлов, дерева, пластмасс и других твердых материалов.
Представляет собой металлический стержень с насечкой.
Процесс обработки материала напильником называется опиливанием.
По характеру насечка подразделяется на:
- простую (одинарную) — применяется для цветных металлов.
- крестовую — для стали, чугуна и бронзы.
- фрезерованную (дуговую) — для цветных металлов и дерева.
- рашпильную (точечную) — для дерева, кожи, резины. Рашпиль — имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По-видимому, это самый древний вариант напильника. Его несложно изготовить в кустарных условиях, используя небольшое трёхгранное зубило.
- штампованную — на трубе или швеллере из стального листа выдавлены отверстия с острыми краями, торчащими наружу (аналогично кухонной тёрке). Применение как у рашпиля.
Существуют напильники (особенно надфили), покрытые алмазным порошком. Применяются для обработки закалённой стали, стекла, керамики и т. п. При работе их необходимо обильно смачивать водой.
На́дфиль (нем. Nadelfeile — игольчатый напильник) — маленький напильник для тонких работ.









Ри́фель — разновидность надфиля. Отличается тем, что рабочая часть изогнута (вплоть до крючкообразной). Применяется ювелирами для обработки криволинейных поверхностей. (Всегда изготавливаются только из магнитных сплавов для того, чтобы можно было магнитом отделить выкрошившиеся частицы рифеля от опилок драгоценных металлов).
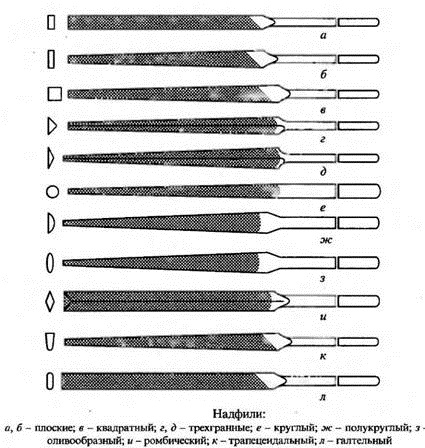
По форме сечения рабочей части напильники (надфили) бывают:
- прямоугольные (плоские),
- квадратные,
- треугольные равносторонние,
- треугольные тупоугольные,
- круглые,
- полукруглые,
- овальные,
- ромбические,
- ножевые,
- и т. д.
Особенности и разновидности инструмента
Инструмент, который послойно стачивает поверхность. Внешне он напоминает брусок, но с рукояткой. На рабочую поверхность нанесены насечки, которые обеспечивают равномерное стачивание основания.
Мнение эксперта
Левин Дмитрий Константинович
Выделяют несколько видов напильников, что следует учитывать при выборе приспособлений.
Слесарные
Это универсальный инструмент, который можно использовать для разных видов оснований. Слесарные напильники, в свою очередь, делятся на два типа – общего пользования или узкого назначения. Первые рекомендованы к применению как на производстве, так и в домашних условиях. Инструменты узкого назначения используют для обтачивания пазов, криволинейных оснований, цветных металлов и неметаллических поверхностей.
Надфили
Изделия, которые отличаются небольшими габаритами и имеют мелкие насечки. Они рекомендованы к применению для обработки мелких деталей или поверхностей в труднодоступных местах. Выделяют две разновидности такого инструмента – обычные и с алмазным напылением. Первые применяют для обработки дерева или металла, вторые – стекла, керамики, камня и т.д. Надфили преимущественно используют в ювелирном деле, граверном и т.д.

Заточные
Это узкоспециализированные инструменты. Приспособления рекомендованы к использованию для заточки пильных цепей, ножовок и пр.
Рашпили
Данный вид напильников отличается крупными зубьями. Это обеспечивает высокую производительность, но отрицательно сказывается на качестве работы. Инструмент рекомендован к использованию для работы с неметаллическими материалами, а именно – пластмассой, камнем, дерева.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.
Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита
При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.








Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла
Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.







