Практическая реализация
ССII+ Уилсона на ОУ с управлением по цепям питания, 1984. Добавление второй пары токовых зеркал с перекрёстным управлением превращает CCII+ в CCII-
К 1990 году, по подсчётам Седры, исследователи опубликовали более ста работ по токовым конвейерам; к 2015 году число публикаций перевалило за тысячу. Ещё в 1980-е годы исследователи доказали, что не выпускающийся пока серийно элемент может быть использован как ядро для построения всех видов источников стабильного тока и напряжения, любых линейных и множества нелинейных функций, при этом используя меньшее, чем классический ОУ, число пассивных компонентов. Седра и Смит в 1970 году свернули работу над конвейерами, но их последователи изобрели «на кончике пера» не менее десяти новых вариантов: «конвейер третьего поколения» (CCIII, 1995), «дифференциальный конвейер» (DVCC), «универсальный конвейер» (UCC) и так далее. При этом в течение двух десятилетий токовый конвейер оставался академической абстракцией, существовавшей только в виде макетов из дискретных транзисторов или их имитаций на базе классических ОУ с обратной связью по напряжению.
В большинстве этих схем выходной транзисторный каскад, формировавший ток Z-выхода, управлялся по цепям питания ОУ. Благодаря тому, что этот ОУ был включен в режиме повторителя, частота среза конвейера совпадала с частотой единичного усиления ОУ. Такой конвейер, включенный в режиме усиления напряжения, всегда опережал в быстродействии используемый в нём ОУ. Для внедрения в практику этого было недостаточно: нужно было перейти от макетов к серийному выпуску недорогих интегральных схем, а в 1970-е и 1980-е годы он был невозможен. Технологии тех лет не позволяли создать на кристалле высокочастотные pnp-транзисторы; медленные боковые pnp-транзисторы, доступные разработчикам ИС в 1970-е годы, для быстрых аналоговых ИС не подходили.
Первая серийная ИС на базе токового конвейера — операционный усилитель с токовой обратной связью (ОУ ТОС) CLC102 компании Comlinear — был выпущен в 1983 году; это была громоздкая и дорогая гибридная сборка на дискретных транзисторах. Серийные же полупроводниковые ИС на базе быстродействующих токовых конвейеров появились на рынке лишь в 1987 году, после промышленного запуска технологии кремний на изоляторе, позволившей формировать на кристалле высокочастотные pnp-транзисторы. В этих ИС (ОУ ТОС со встроенной коррекцией) пользователю были доступны лишь X- и Y-входы конвейера. Первая же специализированная ИС токового конвейера, Phototronics PA630, была выпущена в 1989 году. Парадоксально, что к этому времени на рынке уже активно продавалась первая ИС, предоставившая пользователю доступ ко всем трём выводам токового конвейера — ОУ ТОС с внешней коррекцией Analog Devices AD844 — но научное сообщество о ней не знало
Производитель, продвигавший AD844 как ОУ со сверхвысокой скоростью нарастания выходного напряжение, предпочёл не афишировать её «конвейерные» возможности; исследователи обратили на них внимание лишь в 1991 году. Компания Burr-Brown, выпустившая в 1990 году аналогичную ИС OPA660, термин «токовый конвейер» также не использовала: в документации Burr-Brown конвейер был назван «бриллиантовым транзистором», англ. diamond transistor.
К 2015 году токовые конвейеры использовались в сотнях моделей серийных ОУ ТОС, но по состоянию на начало 2015 года всего лишь шесть когда-либо выпущенных серий представляют пользователю доступ ко всем сигнальным выводам встроенного конвейера. Все они выполнены по биполярной технологии: помимо вышеупомянутых AD844, OPA660 и PA630 это ССII01 компании LTP Electronics (1993) и OPA2662 (1991) и OPA860 (улучшенный OPA660, 1990) компании Texas Instruments, поглотившей Burr-Brown. После вспышки интереса производителей на рубеже 1980-х и 1990-х годов новых серий более не появилось. Профессор Иллинойсского университета в Чикаго Вай-Кай Чен заметил по этому поводу в 2009 году, что «пока быстродействующие токовые конвейеры не станут широко доступными, они так и будут использоваться лишь в лабораториях, а не на практике».
Токовый конвейер второго поколения
В том же 1968 году Седра и Смит усовершенствовали модель конвейера, сделав вход Y управляемым только напряжением. Работа, в которой авторы ввели понятие «конвейера второго поколения» (CCII), была опубликована лишь в феврале 1970 года; принципиальная схема нового конвейера была опубликована позже — в 1970 году он был чисто абстрактной конструкцией. Название закрепилось в литературе, несмотря на критику позднейших авторов, считающих деление конвейеров на «поколения» неоправданным.
Схемотехнически реальный CCII на биполярных транзисторах представляет собой двухтактный, комплементарный эмиттерный повторитель (параллельный усилитель тока), в верхнее и нижнее плечи питания которого встроены симметричные токовые зеркала. Вход повторителя является потенциальным входом конвейера Y, выход повторителя — двунаправленным токовым входом-выходом X. Выходной разностный ток токовых зеркал передаётся на третий, токовый вывод Z. В наиболее распространённой неинвертирующей топологии CCII+ напряжения и токи выводов связаны соотношением
IyVxIz=11VyIxVz{\displaystyle {\begin{bmatrix}I_{y}\\V_{x}\\I_{z}\end{bmatrix}}={\begin{bmatrix}0&0&0\\1&0&0\\0&1&0\\\end{bmatrix}}{\begin{bmatrix}V_{y}\\I_{x}\\V_{z}\end{bmatrix}}} ;
в инвертирующей топологии CCII-:
IyVxIz=1−1VyIxVz{\displaystyle {\begin{bmatrix}I_{y}\\V_{x}\\I_{z}\end{bmatrix}}={\begin{bmatrix}0&0&0\\1&0&0\\0&-1&0\\\end{bmatrix}}{\begin{bmatrix}V_{y}\\I_{x}\\V_{z}\end{bmatrix}}}
Принципиальное отличие схемы второго поколения от первого — в высоком (в теории — бесконечно высоком) входном сопротивлении управляющего входа Y, и как следствие — в удобстве сопряжения токовой схемы с предшествующими источниками напряжения. CCII по сравнению со своим предшественником более гибок и потому более ценен для разработчиков.








История
Конвейер как механизм не является новейшим изобретением, в прошлом конвейеры использовались людьми.
- Древний Египет и Древняя Месопотамия: многоковшовые и винтовые непрерывные водоподъемные устройства — нории.
- Древний Китай и Индия: цепные насосы для непрерывной подачи воды в оросительные системы.
- XVI—XVII века: первые попытки применения скребковых и винтовых конвейеров (напр., в мукомольном производстве).
- Конец XVIII века: систематическое использование конвейера для перемещения лёгких сыпучих материалов на небольшие расстояния.
- 1930-е годы: применение для тех же целей конвейеров с лентами из прочной ткани.
- 2-я половина XIX века: промышленное использование конвейеров для доставки тяжёлых массовых и штучных грузов.
- 1868 год, Великобритания: конвейер с тканевыми прорезиненными лентами.
- 1870 год, Россия: пластинчатый (стационарный или передвижной) конвейер.
- 1882 год, США: первое использование в поточно-массовом производстве.
- 1887 год, США: винтовой конвейер со спиральными винтами для крупнокусковых материалов.
- 1890 год, США: напольный литейный конвейер.
- 1894 год, Великобритания: подвесной конвейер.
- 1896 год, США: ковшовый конвейер с шарнирно закрепленными ковшами для доставки грузов по сложным трассам.
- 1905 год, Швеция: ленточный конвейер со стальными лентами.
- 1906 год, Великобритания, Германия: инерционный конвейер.
- 1908 год, США: Генри Форд создал успешное поточное производство на основе конвейера, что было знаковым событием для промышленной революции.
- —14 годы, США: специальные сборочные конвейеры.
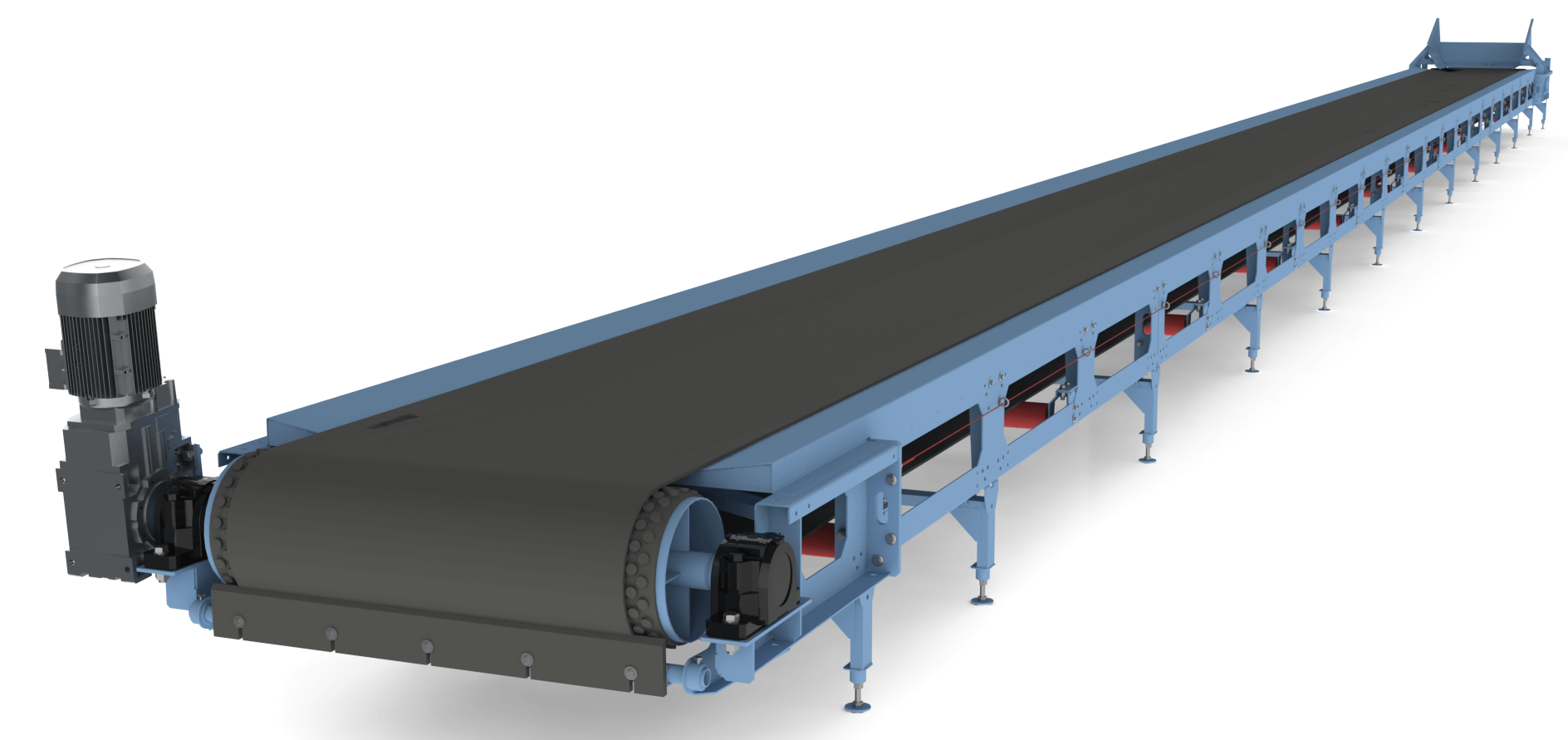
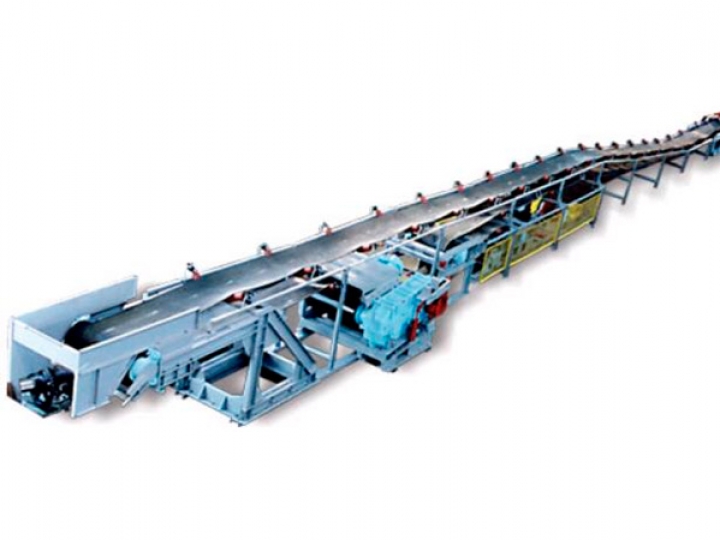
Конвейеры прямые
Самое большое распространение получил вариант исполнения прямого типа. В продаже встречаются модели различной производительности. Среди особенностей отметим следующее:
- В качестве основы применяется замкнутая лента.
- Рабочая и холостая ветвь поддерживаются специальными роликами. За счет этого обеспечивается требуемая степень натяжения.
- В качестве привода устанавливаются барабаны.
Встречаются модели, которые обладают производительностью 20 тысяч т/ч. При этом длина может достигать 10 км, что можно назвать весьма впечатляющим показателем. Эта конструкция универсального типа устанавливается во многих производственных помещениях.
Типы
Наиболее распространены следующие виды конвейеров:
Винтовой (шнековый) конвейер
- состоит из жёлоба и расположенного в нём архимедова винта; применяется для сыпучих веществ.
- Канатный конвейер
- Качающийся конвейер
- применяется для мелких объектов, катящихся или скользящих по наклонной качающейся поверхности.
Ковшовый конвейер
- грузонесущим органом конвейера являются ковши, ось подвеса которых проходит по средней точке, что позволяет им качаться; для транспортировки сыпучих материалов (угля, щебня, шлака, клинкера) ковши устанавливаются с перекрытием без зазоров, в отличие от механизмов для перегрузки самотёком, по типу нории.
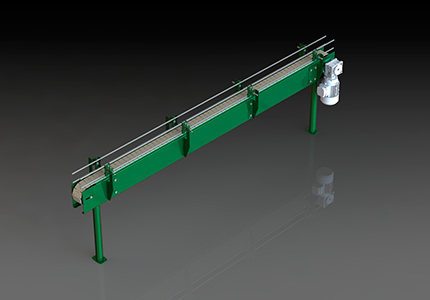
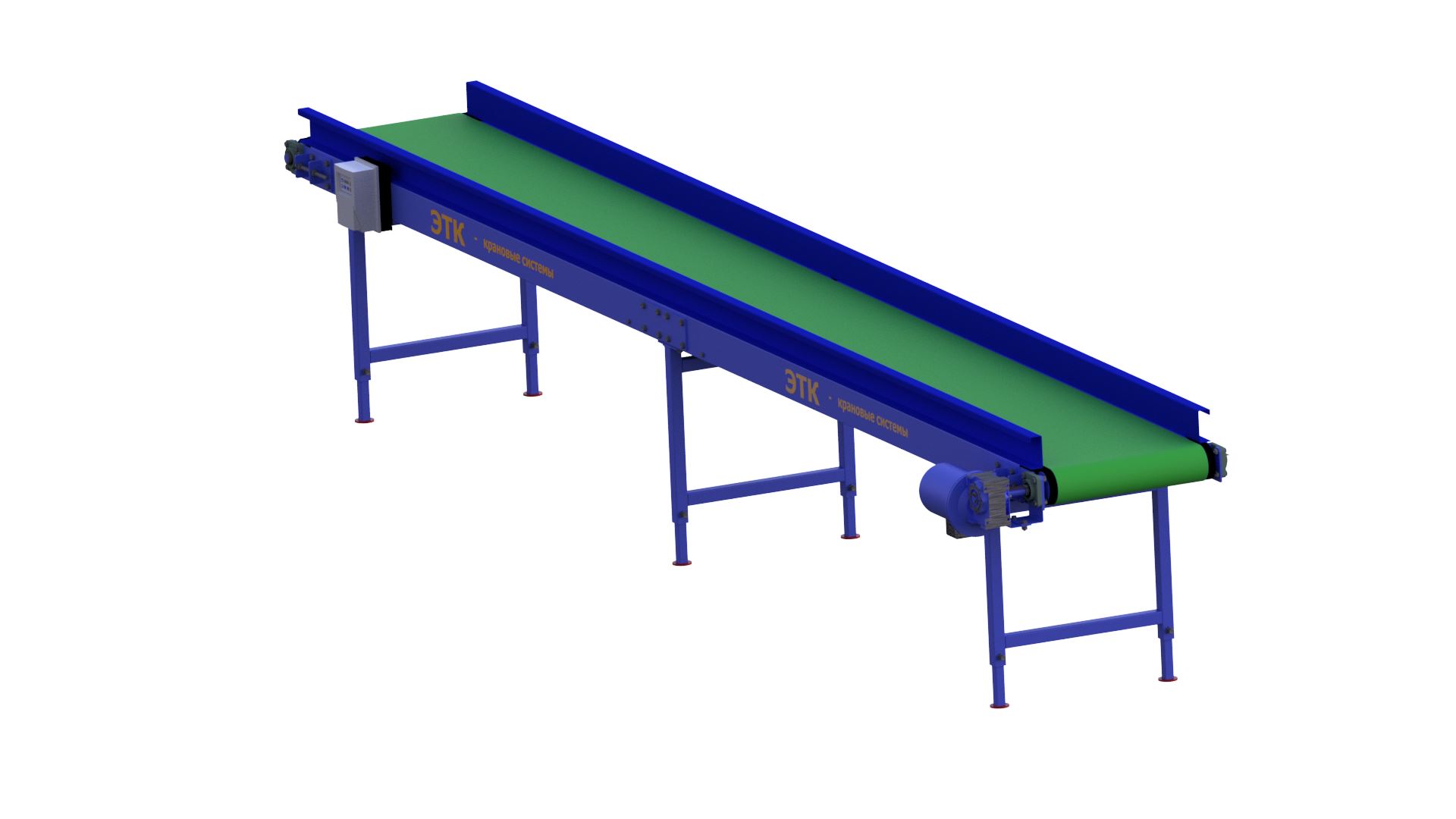
Ленточный конвейер
- состоит из кольцевой ленты, натяжного и приводного барабанов и опорных роликов; применяется обычно для транспортировки сыпучих веществ, возможны модификации (трубчатый, z-образный, поворотный на 90 и 180 градусов), связанные с деформацией ленты.
Конвейер с модульной лентой
- состоит из пластиковой (полиуретан, полипропилен, полиацетал) ленты, натяжного и приводного узла со звездочками; применяется для транспортировки сыпучих веществ, штучных грузов, открытых продуктов. Конвейеры с модульной лентой могут иметь различную трассу движения: поворотную, зигзагообразную, спиральную.
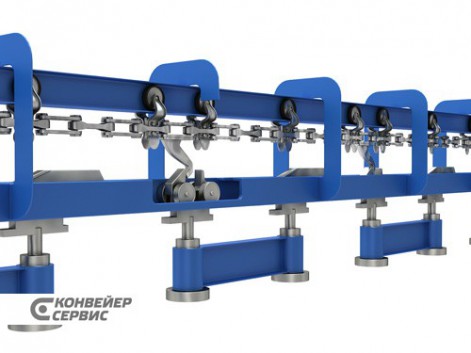
Пластинчатый конвейер
- грузонесущим органом конвейера являются пластины;
- состоит из двух параллельных цепей, соединённых между собой пластинами.
- специальные пластиковые или нержавеющие цепи
Пневматический конвейер
- конвейер, тяга которого обеспечивается потоком воздуха
- состоит из трубки и перемещаемых по ней закрытых контейнеров, плотно прилегающих к стенкам;
- сыпучий материал перемещается в потоке воздуха как взвесь (аэрожёлоб).
Подвесной конвейер
- отличаются тем, что перемещаемые тела не лежат, а висят на грузонесущих креплениях, и сами механизмы конвейера также подвешены.
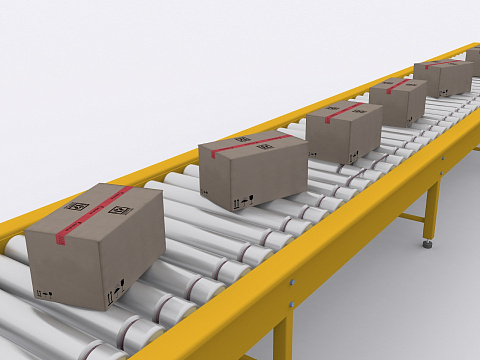
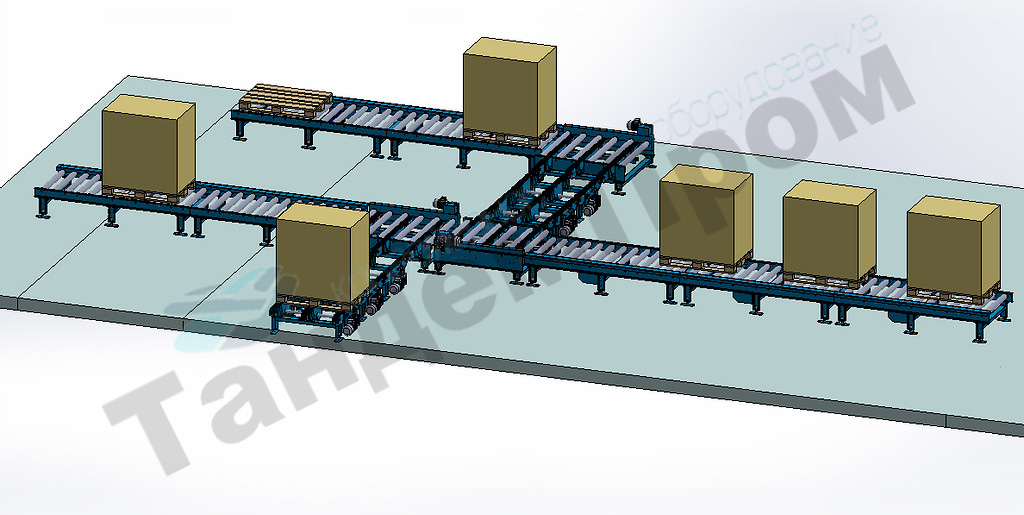
Роликовый конвейер (рольганг)
- состоит из закреплённых на каркасе роликов, отдельные ролики могут приводиться в движение, или весь каркас расположен с наклоном, как в случае с гравитационным роликовым конвейером; применяется для крупных твёрдых объектов.
Скребковый конвейер
- состоит из жёлоба и перемещающих по нему сыпучий материал скребков, крепящихся обычно на кольцевой цепи; разгрузка может осуществляться как в конце конвейера, так и через отверстия в желобе.
Спиральный конвейер (гибкий)
- состоит из жёлоба и расположенной в нём спирали; применяется для сыпучих веществ, большая производительность по сравнению с винтовым конвейером.
- состоит из жёлоба и (проволочного, кольцевого) каната, на котором закреплены металлические диски, движущие неабразивный материал (например, каменный уголь) внутри жёлоба.
Тележечный конвейер
- применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Шагающий конвейер (шаговый конвейер)
- применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Разновидности
Ленточные конвейеры разделяются на несколько видов. Об особенностях каждого из них можно узнать ниже:
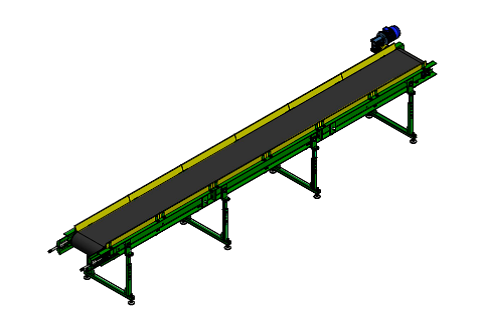
- Прямой. Предназначен для транспортирования грузов по прямой траектории. Регулировка скорости частотным преобразователем позволяет плавно настраивать движение ленты под производственные процессы. Для мобильности может оснащаться колесами со стопорными пластинами, что дает возможность перемещать ленточный конвейер от одного технологического участка к другому.
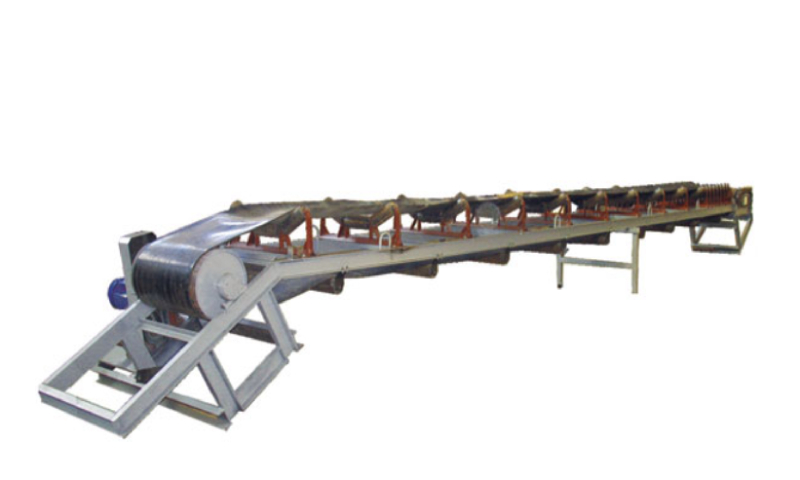
- Наклонный. Предназначен для наклонного транспортирования грузов с одного уровня на другой. Применяется на складах для механизации процесса погрузки-выгрузки (разгрузки) автотранспорта и транспортировки изделий между этажами. Может использоваться в закрытом помещении и на открытом воздухе. Угол наклона применяется в диапазоне от 20 до 60 градусов и может быть регулируемым или фиксированным. Устанавливаемый максимальный угол наклона в ленточном конвейере зависит от таких факторов: габарит груза, выбранная скорость, особенности поверхностного материала, вес и позиция центра тяжести продукции, внешние влияния (температура, влажность). Лента оснащается поперечными лопатками различной высоты или подбирается с поверхностью антискольжения.
- Наклонный ленточный конвейер с горизонтальными участками (Г-образный, L-образный и Z-образный). Предназначен для транспортирования сыпучих или мелкоштучных грузов с одной высоты на другую. На прямых и наклонных участках ленточного конвейера применяются гофрированные борта и поперечные лопатки для исключения просыпания. Транспортирует грузы под углом от 20 до 80 градусов. Может оснащаться загрузочным бункером и лотком для выгрузки.
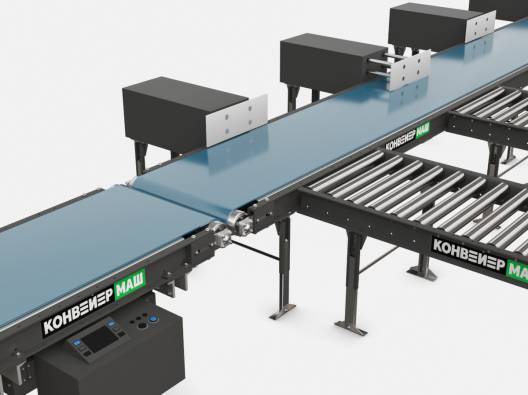
- Поворотный. Предназначен для изменения траектории движения штучных грузов или многорядного потока продукции. Поворотный ленточный конвейер может изменять направление движения под углами 90 ° или 180 °. В качестве рабочей поверхности применяются тонкие и прочные ленты из полиуретана.
- Многоуровневый. Применяется для одновременной, многоуровневой подачи и отвода сырья, сухих материалов и субстанций, тары на участках разделки, фасовки, укладки, сборки и упаковки продукции.
Примечания
- ↑
- , p. 78.
- ↑ , p. 4.
- , p. 96.
- ↑ , p. 6.
- , p. 6. В альтернативной схеме CCI- единица в последней строке заменяется на минус единицу.
- , p. 134.
- ↑ , p. 3-15.
- , p. 102.
- ↑
- ↑ Dostal, T. et al. On Multi-port Current Conveyors // Proceedings of the 4th WSEAS International Conference on Applications of Electrical Engineering (AEE’05). Prague, Czech Republic, March 13-15, 2005. — P. 261-264.
- ↑ , p. 7.
- , p. 3-12.
- , p. 26.
- ↑ , p. 79.
- , pp. 3, 13.
- , pp. 3, 7.
- , p. 80.
- , pp. 7-8.
- ↑ , p. 3-14.
- ↑ , p. 3-16.
- , pp. 7, 50.
- , p. 33.
- Toumazou, C. Current-feedback versus voltage feedback amplifiers: history, insight and relationships // ISCAS’93. IEEE International Symposium on Circuits and Systems. — 1993. — Vol. 2. — P. 1046 — 1049.
- , p. 55. Все перечисленные схемы подробно разобраны в гл.3.3.
- , pp. 33, 55.
Конвейер и его история
При рассмотрении того, что такое конвейер следует уделить внимание его истории появления. Сегодня значение слова конвейер может несколько отличаться, но в большинстве случаев под ним подразумевается машина непрерывного действия, которая предназначена для транспортировки различных грузов
В последнее время база применяется в качестве основы для установки деталей на момент обработки.
Если рассматривать историю применения подобного механизма, то отметим, что он появился достаточно давно. Примером можно назвать следующее:
- Непрерывные водоподъемные устройства применялись на протяжении длительного периода в Древнем Египте для транспортировки жидкости.
- Первые винтовые устройства в классическом виде стали появляться в 16 веке. Они устанавливались в помещении, котором налаживалось мукомольное производство.
- Во второй половине 19 века устройства рассматриваемого типа стали устанавливаться с целью обеспечения транспортировки тяжелых грузов.
- В период с 1869 по 1914 годы создали основные разновидности конвейеров, большинство из которых на сегодняшний день лишь совершенствуются.

Распространение подобного оборудования можно связать прежде всего с тем, что оно существенно повышает показатель производительности труда, повышает эффективность проводимых операций.
Источники
- Sedra, A. and Roberts, G. Current Conveyors: Theory and Practice // Analogue IC Design: The Current-mode Approach / ed. Toumazou, C., Lidgley, F., Haigh, D. — Institution of Electrical Engineers, 1992. — P. 93—128. — 646 p. — (IEE circuits and systems series: Institution of Electrical Engineers). — ISBN 9780863412974.
- Senani, R. et al. Current Conveyors: Variants, Applications and Hardware Implementations. — Springer, 2015. — 560 p. — ISBN 9783319086842.
- Wai-Kai Chen. Analog and VLSI Circuits. — 3-rd edition. — CRC Press, 2009. — 702 p. — (The Circuits and Filters Handbook). — ISBN 9781420058925.
Характеристики, по которым различают конвейеры
На современном рынке представлен большой ассортимент конвейеров для транспортировки различных грузов. При их классификации учитываются следующие параметры:
- направление перемещения предметов и материалов (наклонные, горизонтальные, вертикальные);
- назначение и тип транспортируемых грузов (насыпные, штучные);
- функциональные особенности (сборные, сортировочные, транспортировочные);
- тип установки (подвесные, напольные);
- тип тягового механизма (ленточные, цепные, канатные);
- тип грузонесущего полотна (ленточные, пластинчатые, люлечные, ковшовые, скребковые);
- расположение оператора (рабочие, распределительные).
Существуют также устройства, в которых нет тягового органа. В них транспортировка предметов и материалов осуществляется за счет наличия инерционного, гравитационного или винтового механизма.







Ленточные конвейеры могут быть оснащены грузонесущим полотном карманного, профилированного или гладкого типа.
Устройство может быть оборудовано рабочим или распределительным местом для оператора. В первом случае рабочее место специалиста находится непосредственно на конвейере и движется вместе с ним, а во втором случае оно строго зафиксировано.
Существует еще одна классификация, согласно которой конвейерные ленты для перемещения грузов делятся на две большие группы – с гибким тяговым органом и без него. Машины с гибким тяговым механизмом в свою очередь делятся на:
- ленточные,
- канатно-ленточные,
- цепные,
- канатно-роликовые.
Устройства без тягового механизма также делятся на две группы – винтовые и шаговые. Винтовые конвейеры без тягового механизма могут быть:
- штанговыми,
- вибрационными,
- качающимися с постоянным или переменным давлением на желоб.
Как видно из этой классификации, конвейерное оборудование для транспортировки предметов и материалов может иметь самую разную конструкцию и назначение.
Виды конвейеров
Несмотря на такую обширную и подробную классификацию, выделяют несколько наиболее популярных видов конвейеров. На предприятиях Одессы и других городов чаще всего устанавливают устройства следующих видов:
- ленточные,
- пластинчатые,
- скребковые,
- винтовые,
- роликовые.
Рассмотрим каждый из этих устройств подробнее.
Ленточные

Ленточные механизмы используются для перемещения грузов на расстояние до 10 км. Это могут быть сыпучие, штучные и кусковые предметы и материалы. В горизонтальной плоскости грузовое полотно прямолинейно, а в вертикальной оно может быть наклонным или иметь сложную траекторию. При этом оно представлено в виде ленты, движущейся по стационарным роликовым опорам.
Пластинчатые

Назначением устройств пластинчатого типа является перемещение крупногабаритных предметов и материалов, имеющих острые кромки и способных как-либо повредить ленты обычных конвейерных механизмов. Они оснащаются металлическим, деревянным или пластиковым грузонесущим полотном, которое крепится к тяговым цепям. Из-за больших габаритов транспортируемых материалов скорость движения полотна не превышает 1,2 м/сек.




Скребковые

Скребковые конвейеры обычно используются для транспортировки сыпучих или кусковых грузов на расстояние не более 100 м. Для этого предусмотрены специальные скребки, которые движутся по трубе или желобу. Недостатками данных устройств является быстрый износ желоба и высокий риск измельчения транспортируемых материалов. Кроме того, из-за высокого трения они тратят гораздо больше электроэнергии.
Винтовые

Согласно современным технологиям производства, с помощью винтовых устройств должны транспортироваться пылевидные и мелкокусковые материалы. Они оснащены винтовыми шнеками, общая протяженность которых достигает 40 м, а также закрытым металлическим желобом диаметром 80-600 м.
Роликовые

Назначением роликовых конвейерных механизмов является перемещение штучных предметов. Они могут быть гравитационными или приводными. Движение их грузонесущего полотна осуществляется за счет наличия в подшипниках специальных роликов. Благодаря такой конструкции транспортировка грузов может осуществлять по криволинейным, откидным и поворотным секциям.
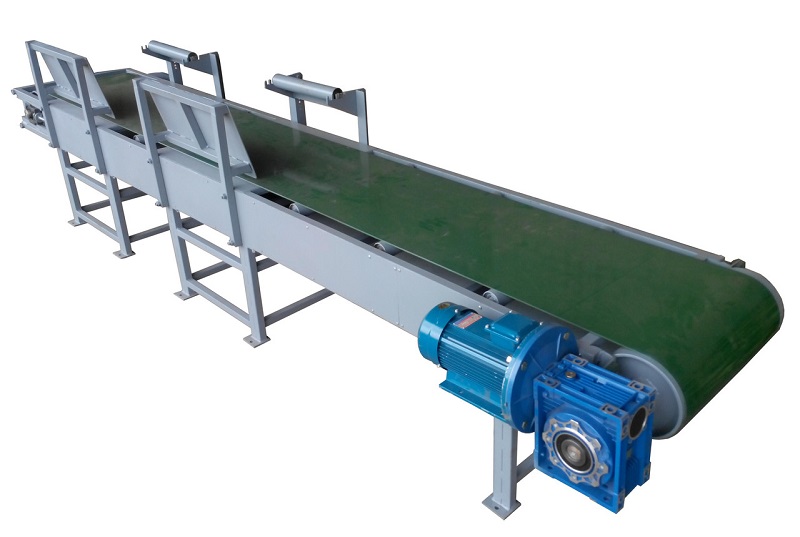
Применение и принцип действия ленточного конвейера
В современном мире наибольшее распространение получили именно ленточные конвейеры. Их назначение заключается в перемещении штучных деталей или сыпучих материалов на достаточно большое расстояние. Конструктивными особенностями этого варианта исполнения является следующее:
- Основная часть представлена лентой непрерывного движения, которая огибает направляющие барабаны. Стоит учитывать, что она обладает достаточно высокой гибкостью.
- Для снижения степени прогиба ленты устанавливаются специальные ролики. Они расположены с определенным шагом относительно друг друга.
- В качестве основного элемента выступает электрический двигатель. Он через редуктор передает вращение ведущему барабану.
Особенность устройства заключается в том, что лента находится постоянно в натяжении. В противном случае передавать движение не получится. Промышленное использование конвейеров связано с тем, что они просты в эксплуатации, характеризуются повышенной универсальностью в применении, а также могут обслуживаться своими руками при необходимости.
Классификация конвейеров
Как ранее было отмечено, выделяют довольно большое количество различных устройств, предназначенных для транспортировки грузов. Классификация конвейеров в большинстве случаев проводится по конструктивным признаком. Наибольшее распространение получили следующие варианты исполнения:
- Ленточные устройства встречаются чаще других по причине универсальности в применении и относительно невысокой стоимости. Их предназначение заключается в транспортировке кусковых и других материалов на достаточно большое расстояние. Ключевая особенность заключается в том, что рабочая поверхность представлена натянутой многослойной лентой, на которой и проводится размещение различных грузов. Сегодня эта группа по причине огромного количества положительных признаков встречается крайне часто, однако не считается универсальным вариантом.
- Винтовые устройства основаны на принципе применения архимедового винта, зачастую устанавливаются для транспортировки сыпучих материалов на достаточно большое расстояние. Эта группа также подразделена на несколько классов, основной отличительный признак заключается в типе устанавливаемого шнека. Шнековый винтовой конвейер также весьма распространен по причине высокой эффективности и относительно невысокой стоимости.
- Инерционная группа оборудования предназначена для перемещения сыпучих и в некоторых случаях штучных изделий на небольшое расстояние. При этом линия перемещения может быть исключительно горизонтальной или наклонной. Принцип действия заключается в создании вибрации, за счет которой легкие материалы смещают свое положение.
- Пластинчатое устройство чаще всего устанавливается в производственных цехах, так как основная рабочая поверхность может выдерживать существенное воздействие, к примеру, высокую температуру. Предназначение заключается в транспортировке острых, раскаленных или абразивных деталей. Подобный автомобильный конвейер может преодолевать достаточно резкие уклоны, так как на поверхности часто создаются специальные ребра, обеспечивающие надежную фиксацию. Однако у подобного предложения есть один существенный недостаток – скорость перемещения слишком мала.
- Скребковые конвейеры характеризуются тем, что перемещение материала обеспечивается за счет его волочения по специальному желобу. Подобный вариант исполнения большое распространение получил в горнодобывающей и обрабатывающей промышленности. Установка этого варианта исполнения не возможна в том случае, если при волочении изделие будет терять свой привлекательный вид. Достоинством можно назвать достаточно высокую эффективность в применении, но есть и существенный недостаток, который связан со сложностью конструкции и отсутствием возможности ее применения в случае транспортировки хрупких грузов.
- Элеваторы являются отдельной группой конвейеров, предназначение которых заключается в непрерывной транспортировке грузов. Часто устройство применяется для вертикального перемещения материалов. Подобный ковшовой конвейер получил широкое распространение в сельском хозяйстве и горнодобывающей промышленности, является достаточно сложным устройством, требующим своевременного и профессионального обслуживания.
Приведенная выше информация указывает на то, что существует просто огромное количество различных вариантов исполнения конвейеров, выбор проводится в зависимости от области применения и других моментов.
Применение
Конвейер используется во многих отраслях промышленности:
- производство автокомпонентов;
- производство и упаковка продуктов питания;
- деревообработка и мебельное производство;
- мясо-рыбо-птицепереработка;
- фармацевтическая промышленность;
- производство бытовой химии;
- легкая промышленность;
- конвейер находит применение в производстве напитков;
- молочная и масло-жировая промышленность;
- складская логистика;
- химическая промышленность;
- текстильная промышленность;
- металлообрабатывающая промышленность;
- переработка овощей и ягод, консервирование;
- целлюлозно-бумажная промышленность;
- сборка приборов, компьютерной и бытовой техники и др.
Дополнительное оснащение
Ленточный конвейер к базовой комплектации дополнительно оснащается:
- электрический шкаф управления для подключения транспортера к сети 220В;
- ограничительные и разделительные борта;
- клиновидные профили для центрирования ленты на валах;
- колесные опоры с фиксаторами;
- электрический шкаф управления с преобразователем частоты для регулировки скорости и плавного пуска конвейера;
- приемный бункер;
- валы малого диаметра для «ножевого» перехода продукции;
- защитный кожух;
- опоры с регулируемой высотой;
- поддон для сбора просыпающегося продукта;
- реверсивное движения ленты вперед/назад;
- поперечные лопатки;
- выгружной лоток;
- выносной кнопочный пост;
- оптические датчики положения груза;
- тросовый выключатель или кнопки аварийной остановки конвейера;
- сталкивающие пневмоцилиндры;
- узлы разворота и сортировки продукции;
- тензометрические датчики веса продукции;
- пошаговый режим движения ленты.
Чтобы узнать больше о работе конвейеров, особенностях их эксплуатации, свяжитесь с нами!







