Показатели качественного выполнения фальцовки
- Верная последовательность страниц (в случае журналов, книг) – первое, что можно отнести к таким показателям. Стоит ли на этом задерживаться, ведь и так ясно, что мало кто захочет читать книгу, в которой страницы идут рассогласованно и беспорядочно.
- Ко второму показателю можно отнести точность выполненной фальцовки. В него входят равенство полей на станицах, смежных меж собой, отсутствие косины. Допускается погрешность — отклонение на 1,5-2 мм с учётом формата будущего издания.
- Третьим показателем может стать плотность прилегания каждого отдельного листа тетради к корешковому фальцу. В зависимости от степени обжима, плотность определяют как суммарную величину зазора меж согнутыми листами.
- И последним показателем назовём визуальную пригодность, то есть отсутствие складок, морщин, неровностей и прочих дефектов.
Фальцовка чертежей
Данная услуга выполняется в целях удобной транспортировки готового чертежного листа или других листов большого формата. Правильная фальцовка бумаги позволит сохранить в нормальном состоянии вашу работу гораздо дольше, ведь не будет кривых заломов, лишних потертостей и т.п. Выполняют Ф. чертежей под форматы А4, реже – под А3.

Можно сказать простыми словами о процедуре «фальцовка», что это такое машинное профессиональное свертывание листов. Согласитесь, если сжимать самому в домашних условиях, сгиб может выйти немного кривым («немного» — это в лучшем случае). Доступна эта процедура практически в любой типографии, а её стоимость рассчитывается по таким пунктам как:
- способ выполнения (машинный, ручной);
- вид сгибания;
- срочность выполнения;
- объём работы и её сложность.
Фальцовка — что это такое, зачем это нужно? Может кто-то спросить и услышать простой ответ. Это не только удобство транспортировки, но и опрятный, аккуратный, презентабельный вид вашей работы. Для серьёзных организаций будет весьма показательно, что человек появится с работой, к которой относится со всей бережностью, это как минимум показатель аккуратности.
Стоячий фальц
Одинарный
Такой вид фальца отличается самой простой конструкцией. Его применяют на кровлях с большим уклоном (не менее 10°).
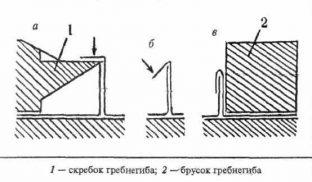 Рис. 4 (1 — скребок; 2 — брусок)
Рис. 4 (1 — скребок; 2 — брусок)
Порядок монтажа одинарного стоячего фальца:
1) со стороны меньшей кромки плотно прижать скребок к высокой кромке. Подстроить высоту скребка до совпадения с меньшей кромкой. Загнуть высокую кромку к поверхности скребка киянкой. Убрать гребнегиб.
2) закрыть низкий отгиб фальца высоким.
3) поджать фальц с помошью молотка и бруска гребнегиба, который плотно прижимается к тыльной стороне фальцевого соединения (рис. 4).
Двойной
Также значительно облегчают работу гибочные станки, с помощью которых можно быстро и легко загнуть кромку для придания ей необходимого профиля. Двойной стоячий фальц — это самый применяемый метод для стыковки двух соседних полотен кровли. А фальцевая кровля — один из самых распространенных видов кровельного покрытия.
Изготовление этого фальцевого соединения начинают с создания углового стоячего фальца, после чего его загибают вниз на 90°. Для компенсации температурных деформаций в основании фальцевой конструкции оставляют зазор шириной от 3 до 5 мм.
 Рис. 5
Рис. 5
Так как для получения двойного профиля приходится увеличить число рабочих операций, то, соответственно, увеличивается и время монтажа кровельного покрытия. Но эти неудобства сполна компенсируются надежностью основательно закрытого фальца — ведь он обеспечивает герметичную целостность вашей кровли во время выпадения осадков.
Реечный
 Рис. 6
Рис. 6
Реечный фальц по своей сути напоминает двойной вертикальный, но, в отличие от него, имеет более широкую стыковочную кромку за счет использования деревянного бруска.
Подогнутые части кровельных листов поднимаются по бокам бруска и крепятся либо здесь же (бельгийский вариант), либо на поверхности бруска (немецкий вариант). Особенность применения такого фальцевого соединения заключается в том, что его можно использовать только на крышах с уклоном более 3°, иначе накопившаяся на поверхности вода проникнет в подкровельные конструкции.
Самозащелкивающийся фальц
Российскими специалистами разработана уникальная схема крепления шва — самозащелкивающийся фальц (рис. 7). Это изобретение превосходит по технологичности все зарубежные аналоги. Применение «защелки» экономит время монтажа кровли и не нуждается в специальном фальцующем оборудовании.
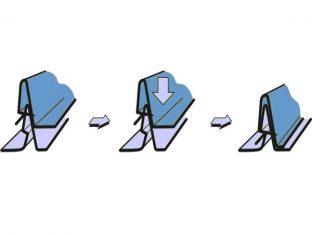 Рис. 7
Рис. 7
На кровельном полотне имеются два фигурных профиля, выполненные таким образом, что один из них выступает в качестве основания защелки, а второй играет роль ее крышки. Профиль с крышкой защелки одного полотна защелкивается на профиле основания другого полотна простым нажатием сверху. Таким образом формируется прочный и надежный фальцевый замок. На защелкивание системы замков вы потратите всего несколько секунд. А это означает заметное сокращение времени, необходимого на монтаж всей кровли.
К достоинствам фальца–«защелки» относятся:
- водонепроницаемость замкового соединения: не нужна дополнительная герметизация;
- простота сборки и разборки кровельных листов: не нужны профессиональные навыки, и можно обойтись без специального инструмента;
- единая панель на весь скат кровли, без дополнительных стыков;
- нечувствительность к термическим расширениям металла, что исключает деформацию кровельных полотен;
- доступная цена кровельного материала и монтажных работ;
- скорость в установке кровли;
- особая прочность соединения.
Фальцевая кровля невероятно популярна в малоэтажном строительстве. Ее признают одновременно простой, надежной и качественной конструкцией. Немаловажную роль играет и доступная цена. Если вы владелец частного дома, — возможно, это был и ваш выбор. Мы будем признательны за ваш рассказ о том, каким способом вы крыли крышу, и какой вид фланцевого соединения использовали при ее монтаже.
Способы фальцовки.
Для фальцовки листов/оттисков используют два основных машинных способа – ножевой и кассетный. Оба они имеют общие операции. Вначале производится выравнивание листа относительно фальцевального устройства, затем следует образование бумажной петли, наконец, обжим петли валиками – образование фальца. Выполнение же этих операций производится разными устройствами.
Ножевая фальцовка

Ножевой способ фальцовки
Ножевой способ фальцовки (рис.2) получается при проталкивании листа выравненного по передним и боковым упорах, подвижным ножом 2 между двумя, вращающихся на-встречу друг другу, валиками 3 и 4, которые обжимают место сгиба – фальц. Зазор между валиками регулируется по толщине фальцуемой тетради.
Этот способ имеет ряд преимуществ: высокая точность фальцовки, плотное исполнение фальцев тетрадей, им можно фальцевать бумаги любой толщины и массы. Его недостатки: невысокая скорость работы из-за реверсивного движения механизма ножа, необходимость кратковременной остановки листа для выравнивания перед фальцовкой.



Кассетная фальцовка
Кассетный способ фальцовки
Кассетный способ (рис.3) формирует сгиб за счет взаимного расположения кассеты 3 и трех фальцевальных валиков, которые способствуют образованию в листе петли, обжимаемой затем по месту сгиба, как и при ножевом способе, вращающимися валиками.
Лист бумаги после выравнивания по боковой линейке на транспортере попадает в по-дающие валики 1 и 2, которые расположенные один над другим с некоторым смещением для лучшего вхождения листа в кассету. Кассета 3 представляет собой имеет передвижной упор 4, который регулируется в зависимости от формата и схемы фальцовки тетради. Поданный валиками 1 и 2 лист доходит до упора 4, сначала останавливается, потом начинает деформироваться, образуя волнообразную линию сгиба, которая заполняет всю полость кассеты. В нижней части кассеты образуется петля, которая захватывается и обжимается фальцевальными валиками 2, 5, вращающимися навстречу друг другу.
Лист бумаги подается в первую пару валиков 1,2, расположенных по вертикали, являются подающими, поэтому они регулируются по толщине листа. Вторая пара валиков 2,5, расположенных по горизонтали, являются фальцующими (понятно, что нижний валик одновременно является подающим) и поэтому они регулируются по толщине сфальцованного листа. Петля в листе образуется благодаря его изгибу в зоне валиков из-за остановки передней кромки у упора 4 в кассете 3, представляющей собой узкую полость для входа листа.
Этот способ имеет такие достоинства, как высокая скорость работы, отсутствие механизмов реверсивного действия, выравнивание листа выполняется во время транспортировки. К недостаткам кассетного способа относятся чувствительность к толщине, жесткости и гладкости бумаг, невысокая точность фальцовки.
Требования к сфальцованным тетрадям.
К готовым тетрадям предъявляются следующие требования:
- обязательна правильная последовательность страниц;
- точность фальцовки, обеспечивающая заданные размеры полей в тетрадях и правильность расположения сгибов относительно “верных сторон” листа-оттиска, края отпечатанных полос страниц должны быть совмещены;
- отсутствие складок, морщин, повреждений листов и смазанных оттисков;
- расположение контрольных меток на головочном и корешковом сгибах точно по фальцу;
- плотность затяжки фальцев тетрадей, т.е каждый фальц должен быть хорошо обжат, а листы иметь плотное прилегание друг к другу у корешкового сгиба;
- в головочных сгибах 16- и 32-страничных тетрадей, изготовленных из плотной бумаги, обязательно наличие перфорации.
в статье использованы материалы книги “Брошюровально-переплётное оборудование”, Хведчин Ю.И., профессор “Украинской академии печати” (г. Львов).
Что такое фальцовка

Фальцовка – это процесс выполнения сгиба печатного листа путем его складывания. Название метода (Falzen) происходит от немецкого Falz, что означает «сгиб». Фальцевание выполняется механическим способом при помощи прижимных валов. Это позволяет получить ровный и стабильный сгиб, который называется фальц.
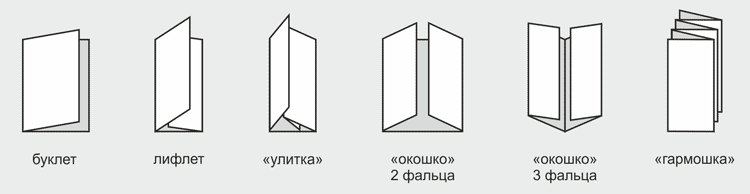
Фальцовку бумаги применяют для изготовления разных видов полиграфической продукции. В том числе ее используют при производстве открыток, буклетов, тетрадей, брошюр и т.д.
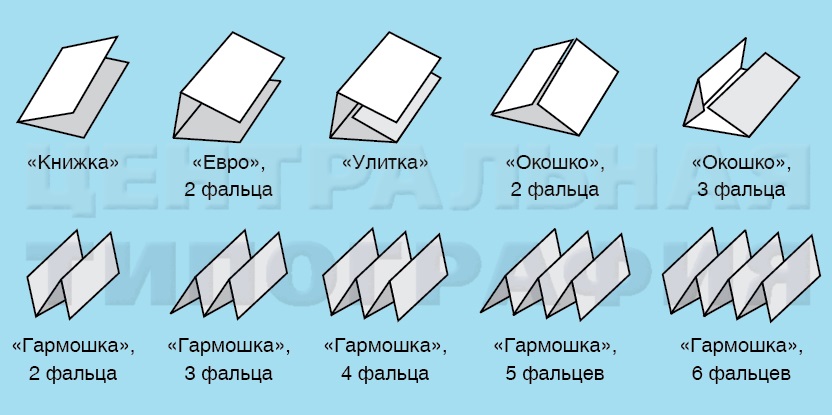
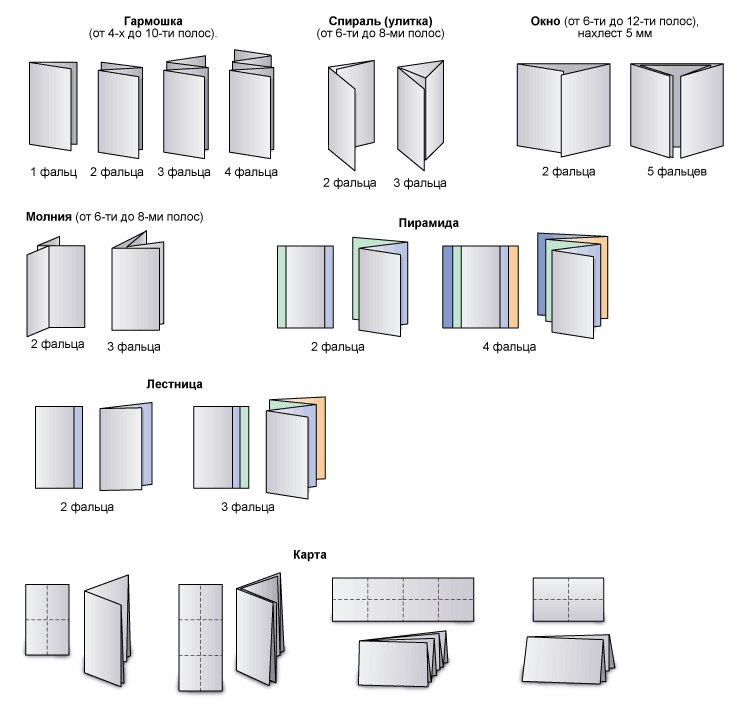
В полиграфии применяют разные виды фальцовки, которые классифицируют по числу и взаимному расположению сгибов. Количество сгибов может быть от одного до четырех. По их взаимному положению выделяют такие типы фальцовки бумаги:
- Параллельная – с параллельным положением сгибов («гармошка»).
- Перпендикулярная – с перпендикулярным положением сгибов. При этом количество фальцев определяется числом страниц, расположенных на одном листе: при одном фальце формируется 4 страницы, при двух фальцах – 6 страниц и т.д.
- Комбинированная – применяются параллельные и перпендикулярные фальцы. Это способ получил название «оконный».
Фальцовку используют при брошюровке полиграфической продукции, которую изготавливают из бумаги плотностью до 170 г/м².
В большинстве случаев в типографии выполняют автоматическую фальцовку полиграфической продукции на современном оборудовании. Это позволяет значительно повысить производительность. При выполнении штучных заказов на изготовление эксклюзивных изделий может использоваться ручная фальцовка.
Факторы, влияющие на качество фальцовки
Помимо производительности и функционала самого оборудования, на качество фальцовки неизбежно будут влиять физические свойства бумаги. Перед началом работ в обязательном порядке необходимо учитывать:
- толщину — чем тоньше лист, тем меньшее количество волокон целлюлозы в нем присутствует, а это значит, что величина так называемого «внутреннего напряжения» также будет минимальна. Отличным примером этого служат обычные школьные тетради: их листы сгибаются очень легко, линия сгиба всегда тонкая, при этом склонность к самостоятельному раскрыванию страниц у подобной продукции практически отсутствует. Листы толщиной более 90 мкм требуют более деликатного обращения, поскольку, например, при фальцовке в три сгиба есть вероятность образования диагональных морщин;
- объемную массу — показатель, который также влияет на способность впитывать краску. Чем больше объемный вес, тем меньше впитывающая способность бумаги и меньше ее угол восстановления;
- влажность бумаги — специалисты рекомендуют использовать бумагу с влажностью не более 10%, поскольку в этом случае сгиб гарантировано получится четким и структура волокон не получит существенных повреждений;
- направление волокон в бумаге — при сгибе немаловажным является то, как располагаются волокна. Различают два варианта: продольное и поперечное направление. В первом случае фальцовка происходит легче и сгибы получаются более четкими, прочность листа бумаги остается практически неизменной. Поперечное направление при сгибе является нежелательным, поскольку сопротивление будет большим и основная масса волокон неизбежно подвергнется деформации;
- число сгибов — или, выражаясь профессиональным языком, фальцев. Выполнить каждый последующий сгиб (если их количество составляет три или более) будет сложнее, особенно, если в процесс фальцовки они будут пересекаться между собой. В ряде случаев стоит воспользоваться биговщиком, для создания специальной канавки на листе, облегчающей его последующее сгибание.
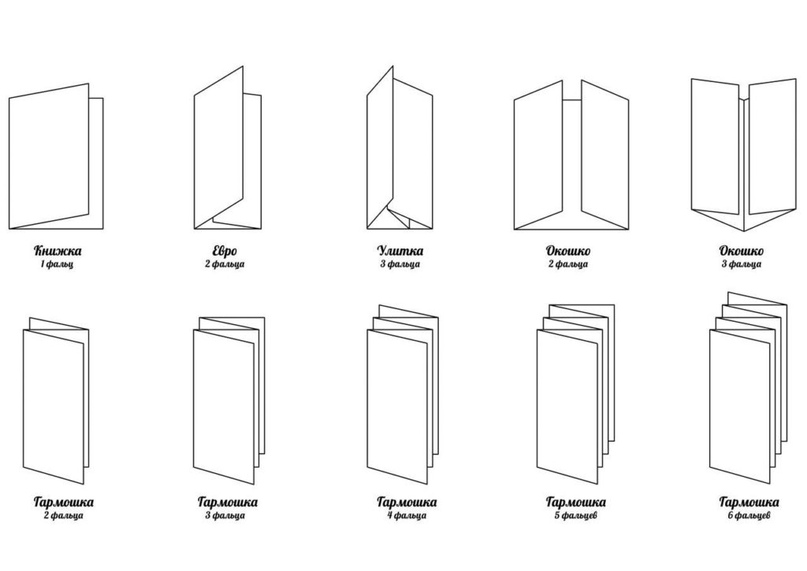
Типы фальцовки
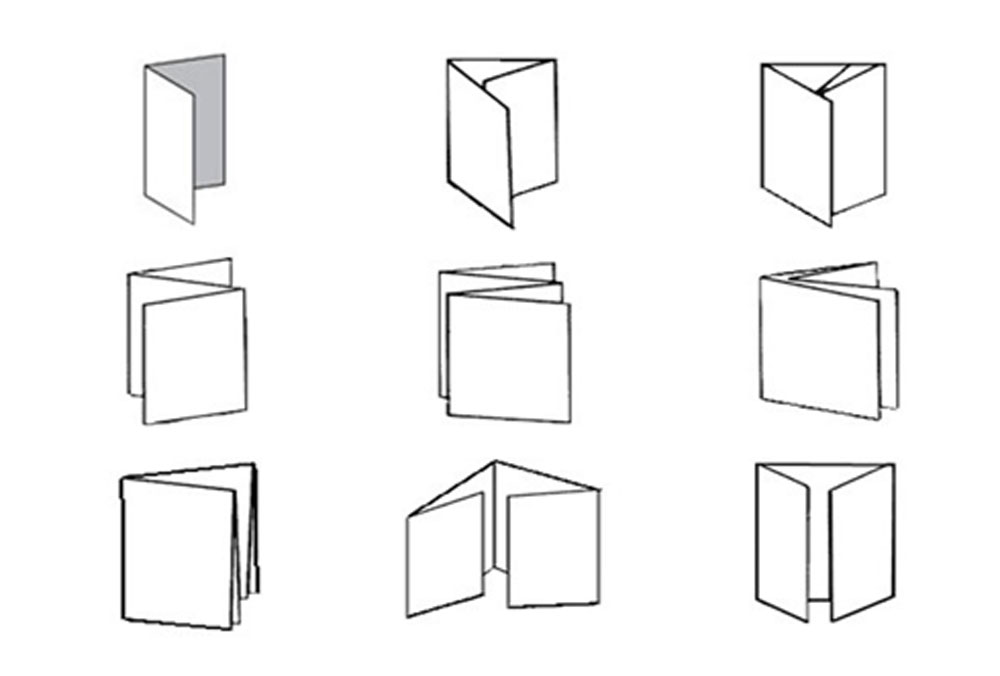
Различают многие типы Ф. по нескольким факторам. Так:
В зависимости от расположения отдельно взятых фальцев друг к другу могут выполнить перпендикулярную, параллельную и смешанную (комбинированную) Ф., а также есть симметричная фальцовка. Что это? Такое сгибание, когда линия сгиба проходит в аккурат по середине ранее сфальцованного листа. Как пример, для книжных изделий в основном используют перпендикулярный тип фальцовки.

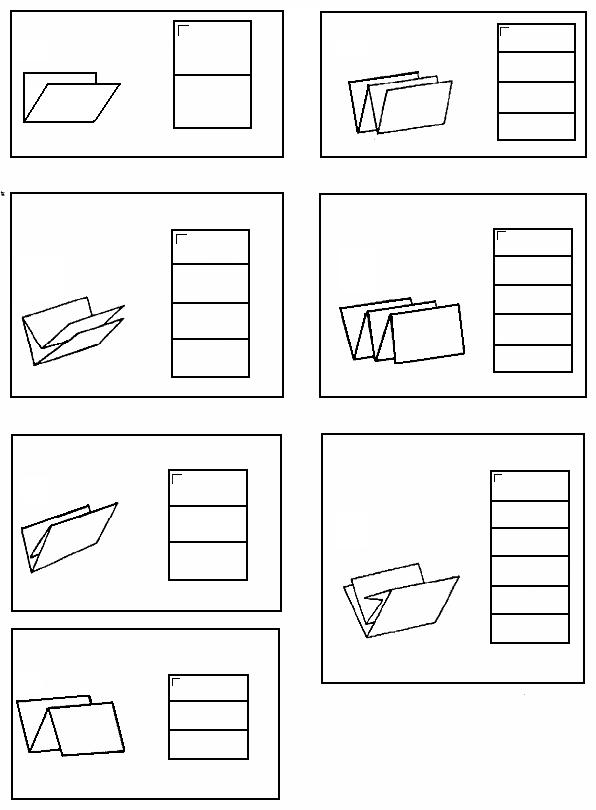
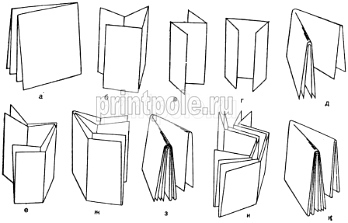
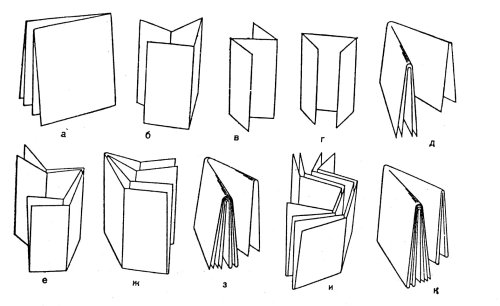
В зависимости от типа фальца, что продемонстрировано на рисунке, различают как минимум двенадцать различных типов. Для наглядности, все они имеются на изображении ниже.
В зависимости от числа изгибов (от одного до четырёх, никогда не делают большее количество сгибов) на выходе получаются тетради на четыре, восемь, 16 и 32 страницы.
Вот так, к примеру, будет выглядеть перпендикулярная Ф. в один сгиб (пункт а), в два сгиба (б), в три (в) и четыре (г).
То есть, единожды согнув лист, мы можем получить брошюру; дважды – буклет; трижды и четырежды – тетради для последующего сбора в тонкие и более толстые печатные издания.
Также существует такое понятие, как биговка. Фальцовка выполняется на бумаге, плотность которой не превышает значения 170 г/кв.м. Для более плотных бумаг данный тип сгибания не подходит, так как может повредить верхний слой данных материалов. Зачастую повреждения выглядят как отшелушение краски, трещины или заломы. Потому и делают биговку – предварительно продавливают лист по линии будущего изгиба для высшего качества последующей Ф.
Ранее было указано, что сгиб должен быть ровным и без брака. Рассмотрим подробнее.
Лежачий фальц
При соединении торцевых краев кровельных листов, идущих поперек ската, используют лежачий вид фальца (рис. 2), а для боковых кромок, которые направлены параллельно скату крыши — стоячий.
 Рис. 2
Рис. 2
Лежачие фальцы считаются не вполне надежными, поэтому применяются все реже. К тому же, рулонный кровельный материал можно разрезать на всю длину ската, что устраняет необходимость в поперечном соединении. Но, поскольку такой вид фальца окончательно не изжил себя, рассмотрим его конструктивные особенности.







Фальцевая кромка лежачего типа производится так (рис.3):
а) укладывают полотно на край стола для разметки, обитого по торцам уголком. Затем наносят черту по линии отгиба кровельного листа. Ширина отгиба зависит от толщины листа — чем тоньше жесть, тем меньше отгиб;
б) деревянной киянкой или резиновым молотком выполняют аккуратный отгиб;
Рис. 3
в) обязательно обеспечивают перпендикулярность отгиба;
г) далее лист переворачивают отгибом вверх и начинают «заваливать» его на лист той же киянкой. Аналогичным образом выполняют и вторую заготовку;
д) кромки двух полотен соединяют в замок, который поджимается киянкой;
е) посредством молотка и бруска из металла подсекают верхнее полотно так, чтобы не замять фальцевый шов.
Что такое биговка

Биговка – это еще один метод формирования сгиба. Однако в отличие от фальцовки эта технология предусматривает продавливание борозды на бумаге при помощи тупого ножа или прямоугольной пластины на специальной биговочной машине. Под действием давления ножа бумага в месте сгиба продавливается и уплотняется. В результате формируется аккуратная борозда с сохранение структуры материала и нанесенной краски. При необходимости может использоваться двойная биговка, которая предусматривает формирование двух рядом расположенных борозд.
Биговку применяют при изготовлении полиграфической продукции из бумаги плотностью больше 170 г/м² или из картона. На таком материале фальцевание приводит к растрескиванию и заломам, а при помощи биговальной машины удается получать ровный сгиб. Также метод используют при работе с менее плотной бумагой, если на месте сгиба располагается плашка. В этом случае выбор данной технологии позволяет исключить растрескивание краски. После биговки часто выполнятся фальцевание.
Этот способ формирования сгиба используется при изготовлении плотных открыток, папок, коробок. Также часто применяю биговку евробуклетов. При изготовлении упаковки из гофрокартона используют уже метод рилевки.
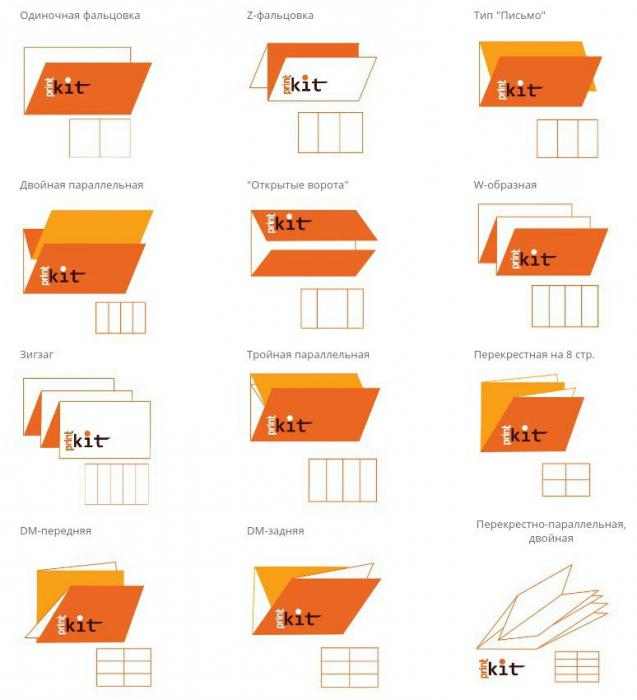
Виды вальцовки
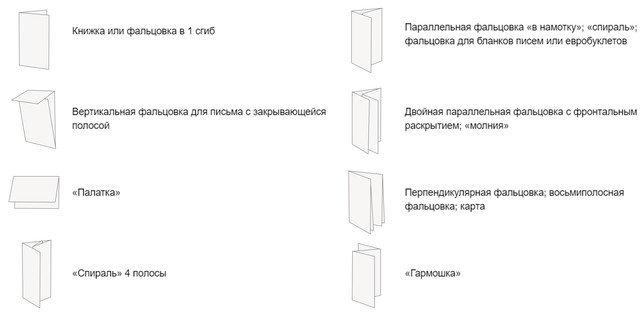
Существует несколько десятков видов фальцовки, которые для удобства можно подразделить на «семейства». Каждое из них наилучшим образом подойдет для определенного типа печатной продукции.
Cтандартная фальцовка — такие виды сгибов легко сделать вручную, однако фальцевальная машина справится сделает их еще более быстро и качественно.
|
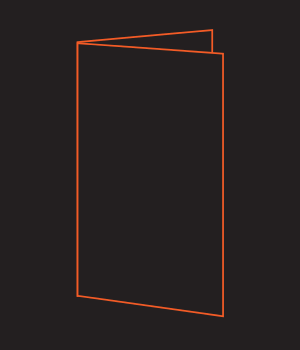
Книжка или фальцовка в 1 сгиб. |
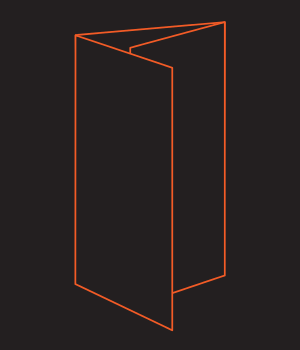
Параллельная фальцовка «в намотку»; «спираль»; фальцовка для бланков писем или евробуклетов. |
|
Вертикальная фальцовка для письма с закрывающейся полосой. |
Двойная параллельная фальцовка с фронтальным раскрытием; «молния». |
|
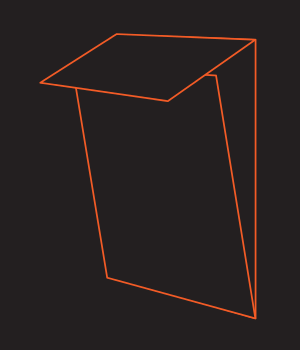
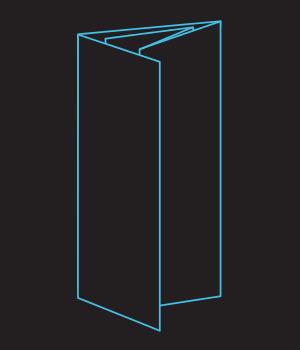
«Палатка». |
Перпендикулярная фальцовка; восьмиполосная фальцовка; карта. |
|
«Спираль» 4 полосы. |
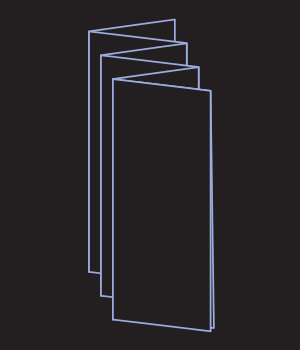
«Гармошка». |




Фальцовка средней сложности — создание такой продукции может занять чуть больше времени, поскольку используются некоторые специальные виды сгибов.
|
«Гармошка»-реверс. |
Двойная параллельная фальцовка. |
|
Тройная параллельная «гармошка» с фронтальным открытием. |
«Гармошка». |
|
Двойная параллельная фальцовка с центральным сгибом. |
Письмо с широким раскрытием. |
|
«Гармошка» со «спиралью». |
«Гармошка» с внешней укороченной фальцовкой. |
|
Вертикальная фальцовка-«спираль». |








Сложная фальцовка — используются различные комбинации сгибов, требующие точной настройки оборудования и большего количества времени.
|
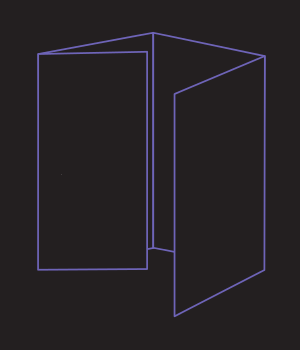
Двойные «ворота». |
Тройная параллельная фальцовка с фронтальным открытием. |
|
Письмо-«спираль». |
«Двухслойная» карта. |
|
Асимметричная «спираль». |
«Ворота». |
|
Закрывающаяся «гармошка». |
«Трехслойная» карта. |
|
Письмо-«гармошка». |
Десятистраничная параллельная фальцовка. |
|
Двойные «ворота». |
Вертикальные «ворота» с центральным фальцем. |
|
Двойные параллельные «ворота». |
Двойная карта-«гармошка». |









Особая фальцовка — используется для производства нестандартной оригинальной продукции, может требовать совмещения ручного и автоматического способа.
|
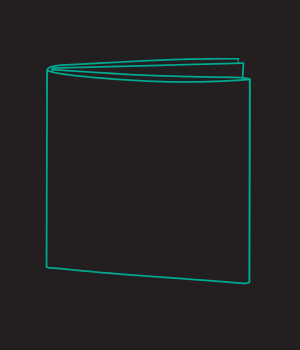
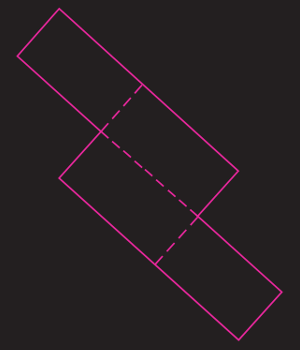
L-образная фальцовка. |
Крестообразная фальцовка. |
|
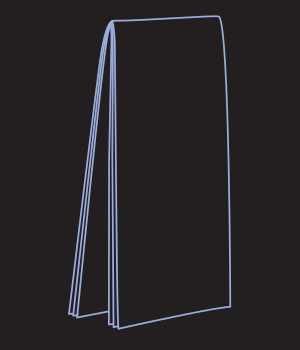
«Визитница». |
«Ворота» внутри двойной параллельной фальцовки. |
|
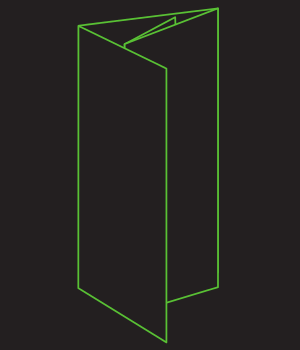
Треугольник. |
Открытые «ворота». |
|
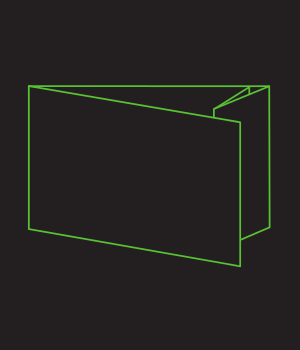
«Коробочка». |
Угловая фальцовка. |
|
«Воротник». |





Связаться с менеджерами отдела продаж можно по многоканальному телефону (495) 228-20-11 (для московских клиентов) или позвонив на бесплатный номер 8-800-333-10-11 (для региональных клиентов).
|
Постпечатное полиграфическое оборудование |







