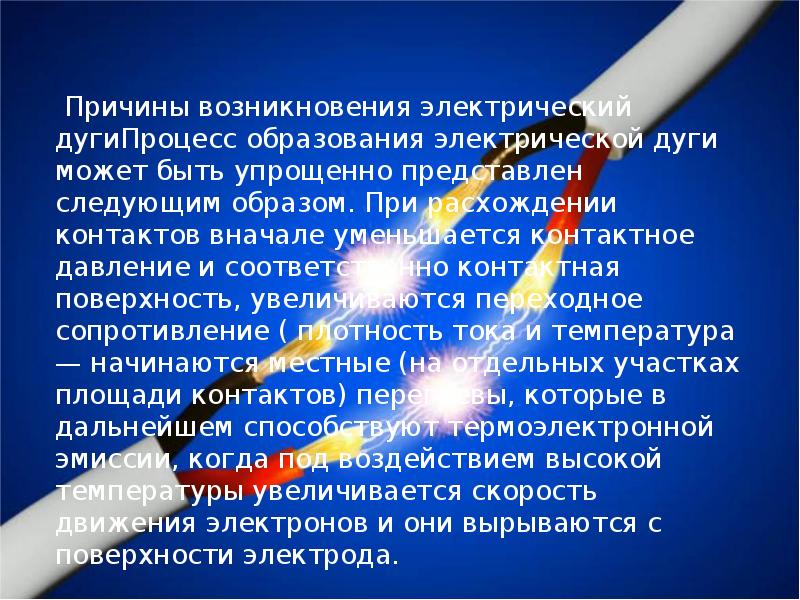
Физические явления
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 — 5 В, а напряжение дугообразования — в два раза больше (9 — 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона — до 6 В).
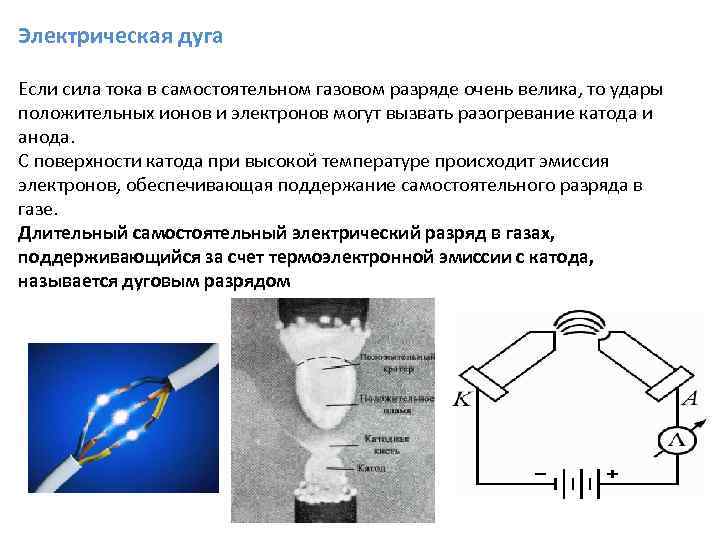
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь. Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000-50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
При эксплуатации высоковольтных электроустановок, в которых при коммутации электрической цепи неизбежно появление электрической дуги, борьба с ней осуществляется при помощи электромагнитных катушек, совмещённых с дугогасительными камерами.
Среди других способов известны использование вакуумных, воздушных, элегазовых и масляных выключателей, а также методы отвода тока на временную нагрузку, самостоятельно разрывающую электрическую цепь.
Строение дуги
Строение электрической дуги при дуговой сварке. 1-анодная область, 2-область дуги и защитного газа, 3-дуга, 4-катодные пятна, 5-катодная область
Электрическая дуга состоит из катодной и анодной областей, столба дуги, переходных областей. Толщина анодной области составляет 0,001 мм, катодной области — около 0,0001 мм.
Температура в анодной области при сварке плавящимся электродом составляет около 2500 … 4000°С, температура в столбе дуги — от 7 000 до 18 000°С, в области катода — 9000 — 12000°С.
Столб дуги электрически нейтрален. В любом его сечении находятся одинаковое количество заряженных частиц противоположных знаков. Падение напряжения в столбе дуги пропорционально его длине.
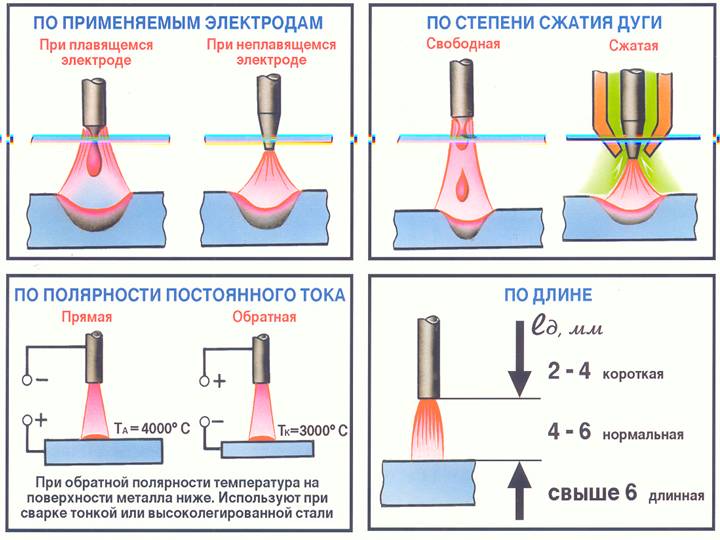
Сварочные дуги классифицируют по:
- Материалам электрода — с плавящимся и неплавящимся электродом;
- Степени сжатия столба — свободную и сжатую дугу;
- По используемому току — дуга постоянного и дуга переменного тока;
- По полярности постоянного электрического тока — прямой полярности («-» на электроде, «+» — на изделии) и обратной полярности;
- При использовании переменного тока — дуги однофазная и трехфазная.
Саморегулирование дуги
При возникновении внешнего возмущения — изменения напряжения сети, скорости подачи проволоки и др. — возникает нарушение в установившемся равновесии между скоростью подачи и скоростью плавления. При увеличении длины дуги в цепи уменьшаются сварочный ток и скорость плавления электродной проволоки, а скорость подачи, оставаясь постоянной, становится больше скорости плавления, что приводит к восстановлению длины дуги. При уменьшении длины дуги скорость плавления проволоки становится больше скорости подачи, это приводит к восстановлению нормальной длины дуги.
На эффективность процесса саморегулирования дуги значительно влияет форма вольт-амперной характеристики источника питания. Большое быстродействие колебания длины дуги отрабатывается автоматически при жестких ВАХ цепи.
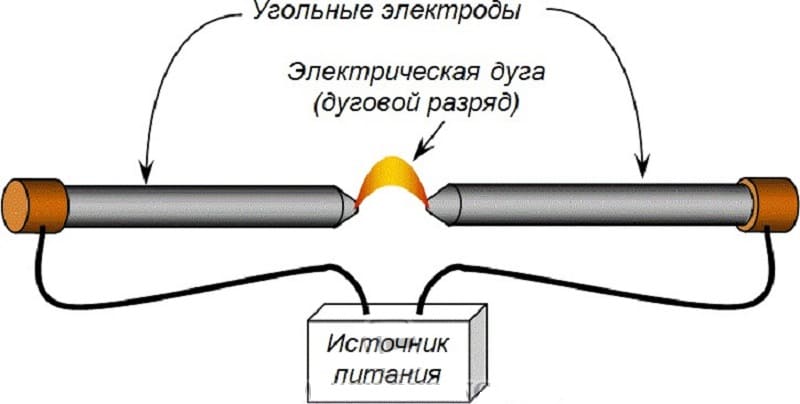
Природа и строение
При зажигании дуги создается электрическая цепь. В ней участвуют два электрода — анод и катод, а также участок ионизированного газа. Протекая сквозь газовое облако, электрический ток вызывает его нагрев и интенсивное свечение, связанное с излучением фотонов.
Соответственно участкам цепи, строение сварочной дуги включает в себя три основные области:
- анодная — толщиной 10-4 см;
- катодная 10-5 см;
- столб дуги, длиной 4-6 мм.
В первых двух зонах возникают активные пятна, в них происходит максимальное падение напряжения и максимальный нагрев.
Падение же напряжения в самом сварочном столбе невелико.
При действии электродуги, кроме повышенной температуры, действует еще один важный фактор — весьма интенсивное ультрафиолетовое излучение. Оно оказывает вредное воздействие на человеческий организм, прежде всего – на органы зрения и кожные покровы.





Строение сварочной дуги
Во избежание вреда для здоровья при работе с электросваркой обязательно применение средств индивидуальной защиты: сварочной маски, рукавиц и плотной одежды и обуви из негорючих материалов.
Что такое электрическая дуга
Это один из видов электрического разряда в газе (физическое явление). Также ее называют – Дуговой разряд или Вольтова дуга. Состоит из ионизированного, электрически квазинейтрального газа (плазмы).
Может возникнуть между двумя электродами при увеличении напряжения между ними, либо приближении друг к другу.
Вкратце о свойствах: температура электрической дуги, от 2500 до 7000 °С. Не маленькая температура, однако. Взаимодействие металлов с плазмой, приводит к нагреву, окислению, расплавлению, испарению и другим видам коррозии. Сопровождается световым излучением, взрывной и ударной волной, сверхвысокой температурой, возгоранием, выделением озона и углекислого газа.
В интернете есть немало информации о том, что такое электрическая дуга, каковы ее свойства, если интересно подробнее, посмотрите. Например, в ru.wikipedia.org.
Теперь о моем несчастном случае. Трудно поверить, но 2 дня назад я напрямую столкнулся с этим явлением, причем неудачно. Дело было так: 21 ноября, на работе, мне было поручено сделать разводку светильников в распаечной коробке, после чего подключить их в сеть. С разводкой проблем не возникло, а вот когда полез в щит, возникли некоторые трудности. Жаль андройд свой дома забыл, не сделал фото электрощита, а то было бы более ясно. Возможно сделаю еще, как выйду на работу. Итак, щит был очень старый — 3 фазы, нулевая шина (она же заземление), 6 автоматов и пакетный выключатель (вроде все просто), состояние изначально не вызывало доверия. Долго боролся с нулевой шиной, так как все болты были ржавые, после чего без труда посадил фазу на автомат. Все хорошо, проверил светильники, работают.
После, вернулся к щиту, чтобы аккуратно уложить провода, закрыть его. Хочу заметить, электрощит находился на высоте ~2 метра, в узком проходе и чтобы добраться до него, использовал стремянку (лестницу). Укладывая провода, обнаружил искрения на контактах других автоматов, что вызывало моргание ламп. Соответственно я протянул все контакты и продолжил осмотр остальных проводов (чтобы 1 раз сделать и не возвращаться больше к этому). Обнаружив, что один контакт на пакетнике имеет высокую температуру, решил протянуть его тоже. Взял отвертку, прислонил к винту, повернул, бах! Раздался взрыв, вспышка, меня отбросило назад, ударившись об стену, я упал на пол, ничего не видно (ослепило), щит не переставал взрываться и гудеть. Почему не сработала защита мне не известно. Чувствуя на себе падающие искры я осознал, что надо выбираться. Выбирался на ощупь, ползком. Выбравшись из этого узкого прохода, начал звать напарника. Уже на тот момент я почувствовал, что с моей правой рукой (ей я держал отвертку) что-то не так, ужасная боль ощущалась.
Вместе с напарником мы решили, что нужно бежать в медпункт. Что было дальше, думаю не стоит рассказывать, всего обкололи и в больницу. Никогда походу не забуду этот ужасный звук долгого короткого замыкания – зуд с жужжанием.
Сейчас лежу в больнице, на коленке у меня ссадина, врачи думают, что меня било током, это выход, поэтому наблюдают за сердцем. Я же считаю, что током меня не било, а ожег на руке, был нанесен электрической дугой, которая возникла при замыкании.
Что там случилось, почему произошло замыкание мне пока не известно, думаю, при повороте винта, сдвинулся сам контакт и произошло замыкание фаза-фаза, либо сзади пакетного выключателя находился оголенный провод и при приближении винта возникла электрическая дуга. Узнаю позже, если разберутся.
Блин, сходил на перевязку, так руку замотали, что пишу одной левой теперь )))
Фото без бинтов делать не стал, очень не приятное зрелище. Не хочу пугать начинающих электриков….





Итак, идем дальше:
В словаре Даля
ж. согнутая линия, черта или вещь, образующая кривизну, погиб;
часть окружности круга или другой кривой черты, и пр. элипса, параболы.
| Стар. и сев. радуга. | В оглобельной упряжи, деревянная, согнутая
крутым лучком тугая распорка между оглобель, укрепляемая концами
взахлест кожаными петлями, гужами, после чего клешни хомута стягиваются
под шеей лошади супонью. | Воз. Пошло с товаром тридцать дуг, возов.
Подрядчик взял по рублю с дуги, с воза, за доставку извозчикам клади. |
У судостроителей, по Волге, нижняя часть шпангоута, опруги, ребра,
лежащего для сбора на земле; поставленная на киль (лыжу). она уже назыв.
флотина (флортимберс?). Лежит — ниже кота, а встанет — выше коня? дуга.
Согнута в дугу, летом на лугу, замой на крюку? коса. Лежу — ниже курицы;
встану — выше лошади? дуга. Лежу — все молчу, подыми — всех заговорю!
дуга с колокольчиком. Едут — дуга на дуге, много. Забрякали дугам (дат.
пад. вм. твор. сев.), не улежать и хомутам. Хоть дугу впрягай, только бы
везла! Вот тебе хомут да дуга, а я тебе не слуга! Поклон — что дуга;
отказ- что шест. Туда и сюда, как попова дуга (как бабье коромысло). В
лесу не дуги, в суде не деньги. Дуга моя в лесу растет, возжи на
лутошке! ничего нет. Из дуги оглобли не сделаешь. Согнулся дугой, да и
стал как другой. Барского слугу стало гнуть в дугу, неможется. Согнуть
кого в дугу (в три дуги: в три погибели). Я тебя согну в дугу, да и
концы накрест сведу! Прав (или прям) как дуга. Неправда, что дуга
ветловая: концы в воде, так середка наружу; середка в воде, концы
наружу. Слепому давай дугу неписаную! Дужка умалит. рукоятка, хватка у
посудины, выгнутая дугою, лучком: чересло, перевесло. Дужка бывает у
ведра, у шпаги, у гири, у корзины, у железной кровати и пр. | Кость,
соединяющая грудную кость с плечевою, ключица. Дужье ср. собират. дуги.
С Ветлуги возят полозье, оглобелье, дужье. Дуговой лес, дуговая ветла,
годный на выделку дуг. Дуговое ср. денежный сбор с дуги, с каждой
повозки, напр. сбор, побор и принос от извозчиков и ямщиков, плата за
въезд в лес, за рубку, по числу повозок или дровней и пр. Дужистый,
дуговатый, дуговидный, дугообразный, несклон. согнутый, кривой,
лучковый, не прямой. Дужчатый, то же, образующий дугу, либо дуги.
Дужный, дуговой и в различном смысле к дуге относящ. Дужник м. дужный
мастер, кто гнет дуги. | Дужники мн. или дужное, дужнина, дужные деньги,
которые подрядчик берет с извозчиков подужно, т. е. с упряжки, с воза,
за сбор и доставку им под извоз клади. Дуговерхий, дугобокий и пр. у
чего верх или бок дугою, выпуклый.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
 Строение сварочной дуги
Строение сварочной дуги
Потенциальная травмы человека от вспышки электрической дуги
- Ожоги — ожоги второй и третьей степени могут возникнуть в доли секунды, когда кто-то находится вблизи вспышки дуги.
- Удар током — если вспышка дуги проходит через человека, он получит удар, как на электрическом стуле. В зависимости от силы тока, этот удар может быть смертельным.
- Слуховое повреждение — дуговые вспышки могут вызывать очень громкие шумы, которые могут привести к необратимому повреждению слуха тех, кто находится в этом районе.
- Повреждение зрения — Дуговые вспышки могут быть очень яркими, что может привести к временному или даже долговременному повреждению глаз.
- Ущерб от взрыва дуги — Взрыв дуги может создать силу, которая составляет тысячи фунтов на метр. Это может сбить человека с ног на несколько метров. Это также может вызвать переломы костей, коллапс легких, сотрясение мозга и многое другое.
Ношение средств индивидуальной защиты может обеспечить значительную степень защиты, но не может устранить все риски. Сотрудники, которые присутствуют при возникновении дуговой вспышки, всегда находятся под угрозой, независимо от того, какие СИЗ они носят.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади
Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Потенциальные причины вспышки электрической дуги
Вспышки дуги могут возникать по разным причинам. В большинстве случаев основной причиной будет поврежденный элемент оборудования, такой как провод. Это также может быть результатом того, что кто-то работает над оборудованием, что позволяет электричеству выходить с пути, к которому он обычно привязан.
Даже когда есть потенциальный путь за пределами проводки, электричество будет идти по пути наименьшего сопротивления. Вот почему вспышка дуги не обязательно произойдет, как только что-то будет повреждено или появится альтернативный путь. Вместо этого электричество будет продолжать идти по намеченному пути, пока не станет доступен другой вариант с меньшим сопротивлением.






Вот некоторые вещи, которые могут создать путь с меньшим сопротивлением и, следовательно, вызвать вспышку дуги:
- Пыль — в пыльных местах электричество может начать проходить через проводку или другое оборудование через пыль.
- Уроненные инструменты — например, если инструмент упал на провод, он может повредить его и пропустить электричество в инструмент. Оттуда он должен найти другой путь, чтобы продолжить свое движение.
- Случайное прикосновение — если человек касается поврежденной области, электричество может распространяться через его тело.
- Конденсация — когда образуется конденсат, электричество может выходить из проводки через воду, и тогда возникнет дуга.
- Отказ материала — Если провод поврежден до точки, в которой возникли проблемы с прохождением электричества, путь может быть более устойчивым, чем выход за пределы провода.
- Коррозия — Коррозия может создать путь за пределами проволоки, после чего возникает вспышка дуги.
- Неправильная установка — Если оборудование установлено неправильно, это может затруднить или сделать невозможным для электричества следовать по намеченному пути, что может вызвать вспышку дуги.
В словаре Ожегова
ДУГА, -и, мн. дуги, дуг, дугам, ж. 1. Часть кривой линии, заключенная между двумя ее точками, то, что имеет вид такой линии. Д. радуги. Ветка согнулась дугой. Брови дугой. 2. Круто изогнутая деревянная часть упряжки, скрепляющая оглобли с хомутом. Колокольчик под дугой. Гнуть дуги. Согнуть в дугу или в при дуги кого-н. (перен.: принуждением заставить повиноваться). — Курская дуга — большой дугообразный участок фронта в районе г. Курска, где в 1943 г. произошло величайшее танковое сражение Великой Отечественной войны, закончившееся победой советских войск. Электрическая дуга (спец.) — электрический разряд в газе в виде яркого плазменного шнура. || прил. дуговой, -ая, -ое и дужный, -ая, -ое (ко 2 энач.; устар.).
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
 Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
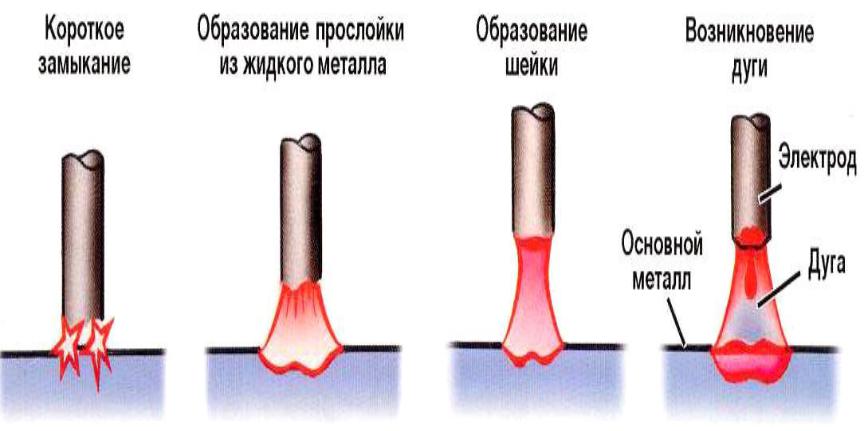
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Вред и борьба с ней
Мы рассмотрели причины возникновения электрической дуги, теперь давайте разберемся какой вред она наносит и способы её гашения. Электрическая дуга наносит вред коммутационной аппаратуре. Вы замечали, что, если включить мощный электроприбор в сеть и через какое-то время выдернуть вилку из розетки — происходит небольшая вспышка. Это дуга образуется между контактами вилки и розетки в результате разрыва электрической цепи.
Важно! Во время горения электрической дуги выделяется много тепла, температура её горения достигает значений более 3000 градусов Цельсия. В высоковольтных цепях длина дуги достигает метра и более
Возникает опасность как нанесения вреда здоровью людей, так и состоянию оборудования.
Тоже самое происходит и в выключателях освещения, другой коммутационной аппаратуре среди которых:
- автоматические выключатели;
- магнитные пускатели;
- контакторы и прочее.
В аппаратах, которые используются в сетях 0,4 кВ, в том числе и привычные 220 В, используют специальные средства защиты – дугогасительные камеры. Они нужны чтобы уменьшить вред, наносимый контактам.





В общем виде дугогасительная камера представляет собой набор проводящих перегородок особой конфигурации и формы, скрепленных стенками из диэлектрического материала.
При размыкании контактов образовавшаяся плазма изгибается в сторону камеры дугогашения, где разъединяется на небольшие участки. В результате она охлаждается и гасится.
В высоковольтных сетях используют масляные, вакуумные, газовые выключатели. В масляном выключателе гашение происходит коммутацией контактов в масляной ванне. При горении электрической дуги в масле оно разлагается на водород и газы. Вокруг контактов образуется газовый пузырь, который стремиться вырваться из камеры с большой скоростью и дуга охлаждается, так как водород обладает хорошей теплопроводностью.
В вакуумных выключателях не ионизируются газы и нет условий для горения дуги. Также есть выключатели, заполненные газом под высоким давлением. При образовании электрической дуги температура в них не повышается, повышается давление, а из-за этого уменьшается ионизация газов или происходит деионизация. Перспективным направлением считаются элегазовые выключатели.
Также возможна коммутация при нулевом значении переменного тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
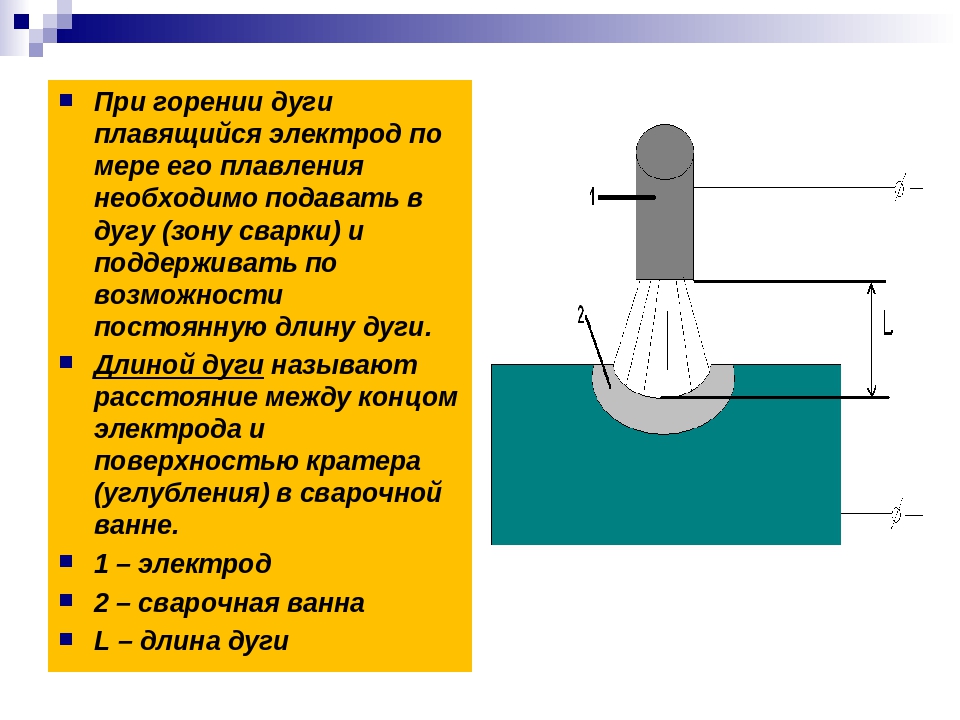
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Виды сварочной дуги
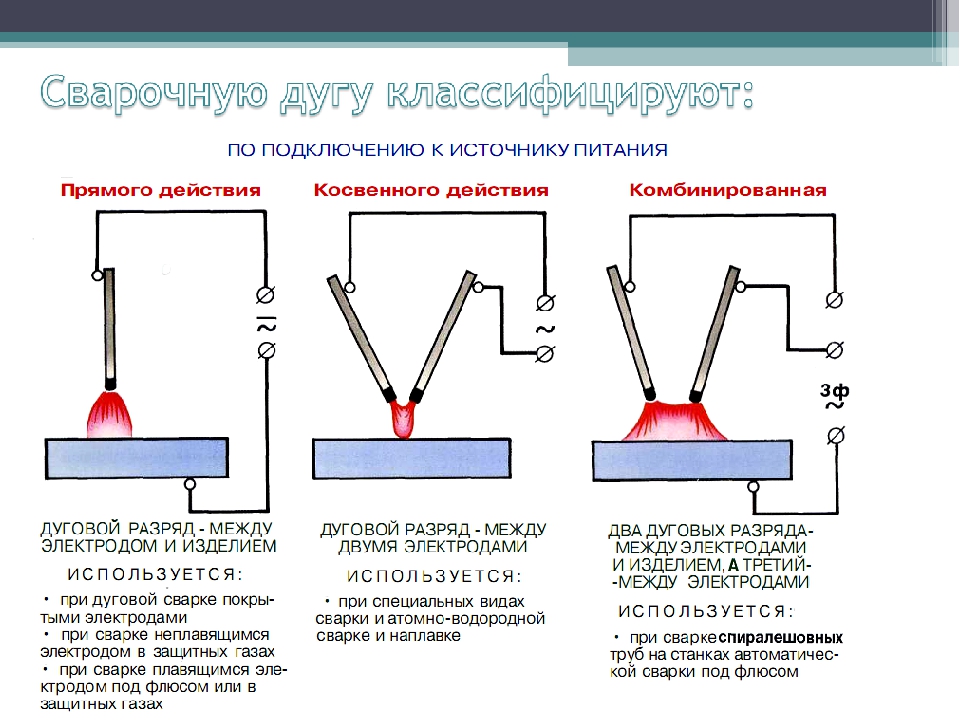
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
В словаре Фасмера Макса
дуга́укр. дуга́, также «радуга», болг. дъга́ «радуга», сербохорв. ду́га, словен. dǫ́ga, чеш., слвц. duha, польск. dęga, dąga.Родственно лтш. dañga «выбоина, колдобина», dañdzis «венец, обод колеса из цельного куска» (курземские элементы), лит. dangùs, вин. dañgų «небо», др.-прусск. dangus «небо, нёбо»; с другой ступенью вокализма: лит. diñgti «исчезнуть», dengiù, deñgti «покрывать»; см. Брандт, РФВ 21, 221; Маценауэр 27; Эндзелин, СБЭ 196; ЖМНП, 1910, июль, стр. 201; AfslPh 32, 295; Буга, РФВ 67, 236; М. – Э. 1, 437; Траутман, BSW 44 и сл.; Бернекер 1, 217. Сюда не относится др.-исл. tǫng, нем. Zange «щипцы», вопреки Микколе (Ursl. Gr. 72); см. Хольтхаузен, Awn. Wb. 311. Ошибочно объясняет это слово также Клюге-Гётце (96); ввиду наличия ǫ слав. слово не может быть связано со ср.-лат. dōga, dōva. От др.-русск. дуга «радуга» произведено др.-русск. дугатъ, дугнатъ «пестрый, разноцветный (о платье)» (Срезн. I, 741).








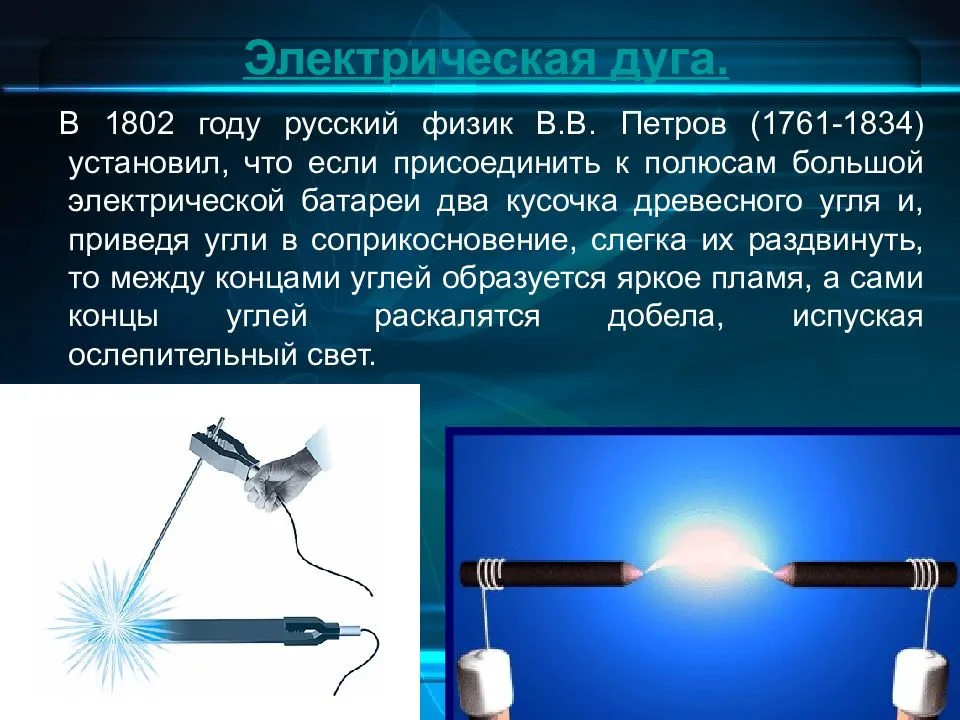
Электрическая дуга история происхождения
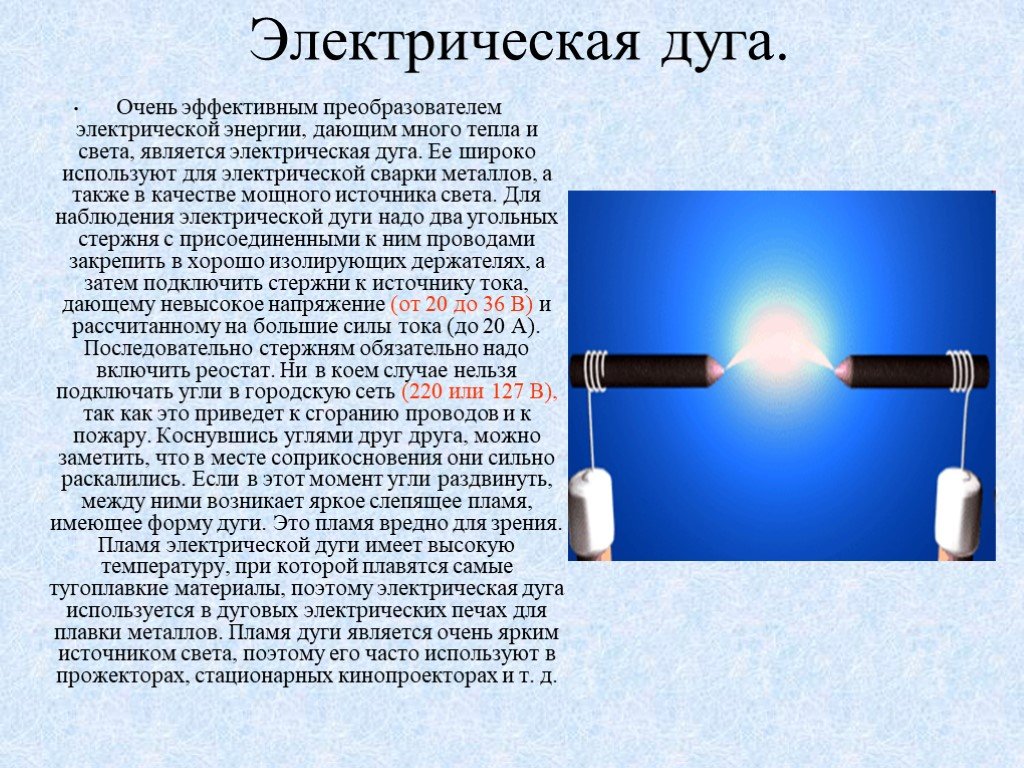
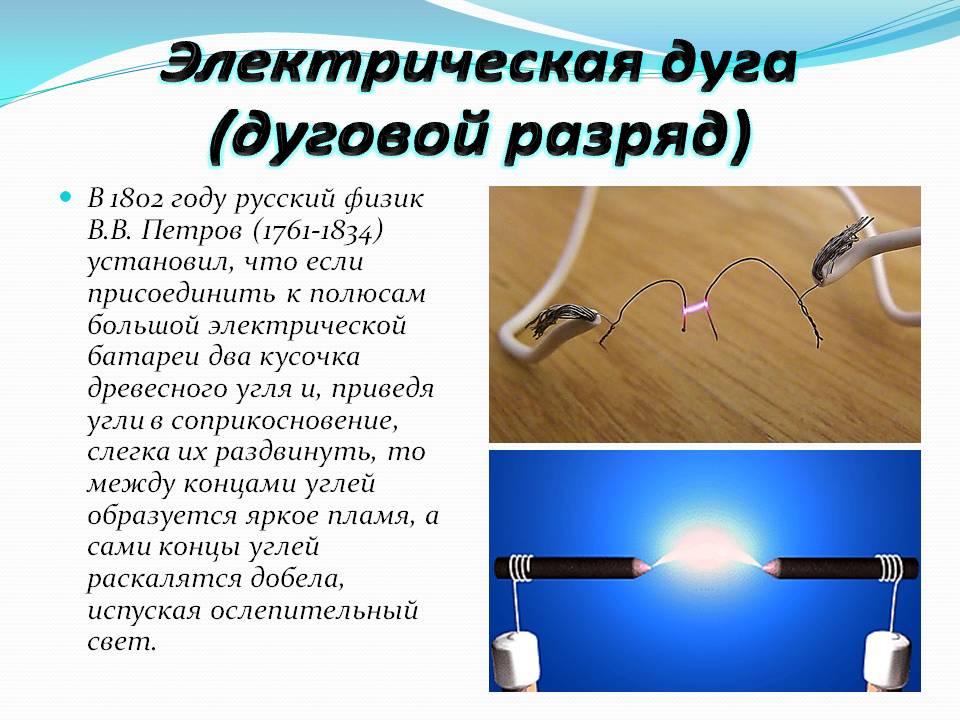
В 1801 году британский химик и изобретатель сэр Хэмфри Дэви продемонстрировал электрическую дугу своим товарищам в Лондонском королевском обществе и предложил название — электрическая дуга. Эти электрические дуги, выглядят как неровные удары молнии. За этой демонстрацией последовали дальнейшие исследования электрической дуги, показал русский ученый Василий Петров в 1802 году. Дальнейшие успехи в ранних исследованиях электрической дуги позволили получить такие важные в отрасли изобретения, как дуговая сварка.
По сравнению с искрой, которая является только мгновенной, дуговой разряд представляет собой непрерывный электрический ток, который выделяет так много тепла от несущих зарядов ионов или электронов, что он может испарять или плавить что-либо в пределах диапазона дуги. Дуга может поддерживаться в электрических цепях постоянного или переменного тока, и она должна включать в себя некоторое сопротивление, чтобы повышенный ток не оставался без контроля и полностью разрушал фактический источник цепи с его потреблением тепла и энергии.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см2);
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).







