Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Распиловка и строгание древесины ОКВЭД 2: код 16.10
ОКВЭД — это общероссийский классификатор видов экономической деятельности. В данный документ входят следующие стадии обработки древесины:
- Рубка очистка или же расщепление пиломатериала.
- Изготовление деревянных железнодорожных шпал.
- Распиловка и строгание древесины, пропитка древесины различными химическими средствами, для защиты от влияния окружающей среды.
- Обязательная сушка пиломатериала.
- Производство напольного покрытия несобранного типа.
Общероссийский классификатор видов экономической деятельности — ОКВЭД по распиловке и строганию древесины — это документ, который имеет также несколько уточняющих, дочерних кодов. Основная запись же находится под кодом 16.10.

Способы
На сегодняшний день разработано два основных приема обработки древесины: ручной и автоматический. Второй вид обработки также называют механическим. Ручной способ в полной мере применяется в домашних условиях, в то время как автоматический вариант используется в производственных масштабах. А чтобы полностью разобраться в существующих видах, предлагается подробнее узнать о каждом методе строгания.


Ручной
Данный метод обработки древесины предполагает использование ручного труда. Деревянная заготовка проходит тщательный осмотр, определяется направление волокон, слоев и уровень шероховатости.
Ручной метод рассчитан на строгание по слою. Говоря простыми словами, по направлению к выходу перерезанных слоев и косых волокон. Правильно определив направление, процесс работы становится более простым, а поверхность получает минимальную шероховатость.
Очень важно, чтобы обрабатываемый материал прочно фиксировался и плотно прилегал к основанию верстака. И только после этого можно приступать к основному этапу работы


Автоматический
Данный метод обработки древесины зачастую используется на производстве. Для этого разработано специальное оборудование – электрорубанок. Главное условие – обрабатываемая древесина должна быть высушенной и очищенной от пыли. В самом оборудовании следует настроить определенные параметры, чтобы, соприкасаясь с деревом, аппарат не производил резких толчков, способных испортить обрабатываемый материал.


Изготовление своими руками
Пошаговое создание строгального станка:
- Создаётся чертёж, деталировка, смета затрат.
- Закупаются все необходимые материалы.
- Изготавливается несущий каркас из стальных балок, стенки обшиваются стальными листами.
- Крепится рабочая поверхность.
- Устанавливаются направляющие.
- Крепится станина и ползун.
- Монтируются тиски, суппорт.
- Устанавливается электродвигатель, укладывается проводка.
- Соединяется ременной передачей вал двигателя с маховиком, на котором крепится заготовка.
- При необходимости подводится трубка с охлаждающей жидкостью, а также ванна для слива её излишков в канализацию.
- Проверяется правильность сборки, тестирование на расчётных нагрузках.
- Наладка оборудования.
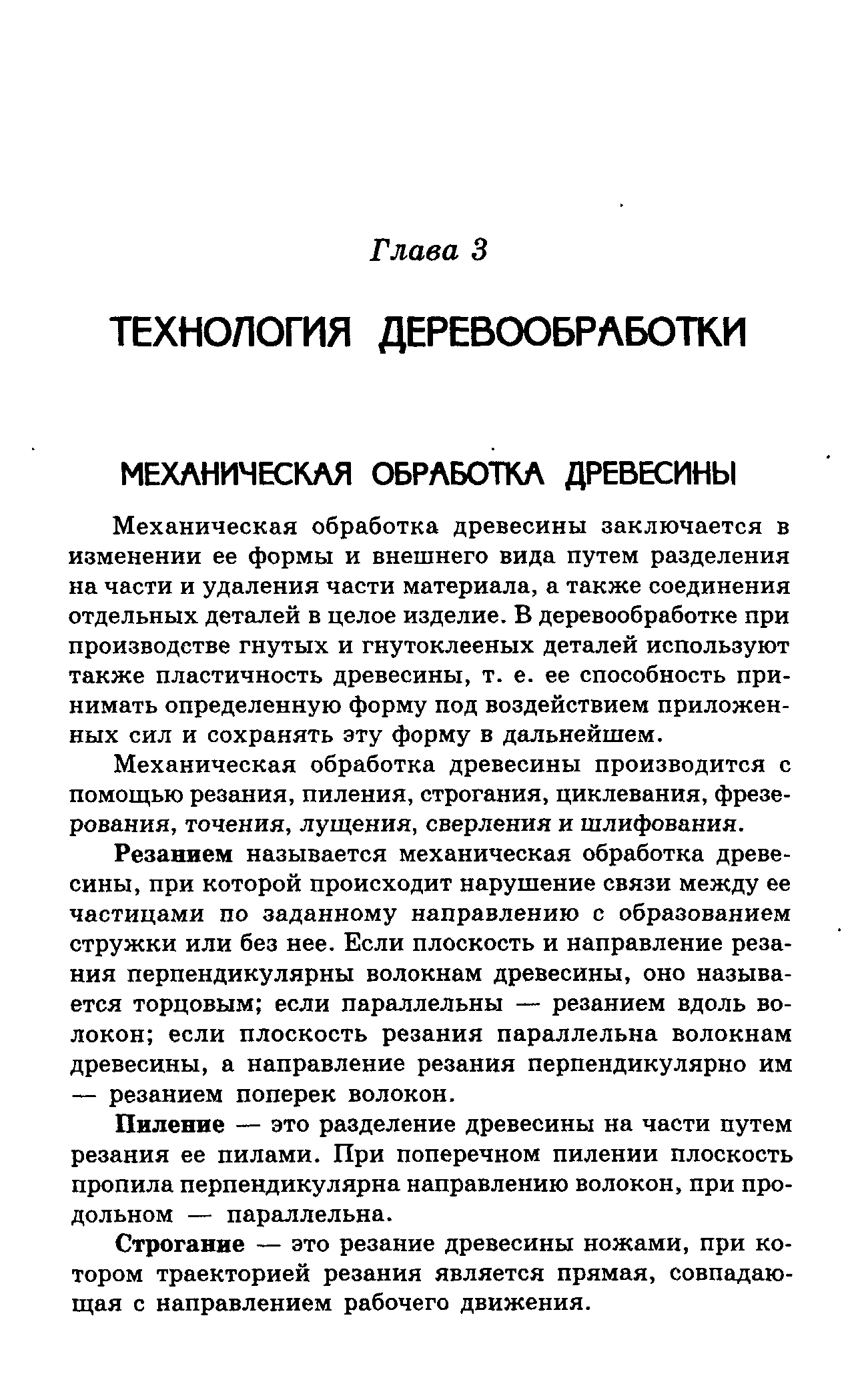
Описание процесса и его назначение
Технология строжки заключается в выдувании расплавленного металла струей сжатого воздуха. Ее применяют для удаления части металла с поверхности целиком или полосами, в том числе:
- для удаления фрагментов в сварных конструкциях;
- создания канавок и занижений в толстостенных деталях;
- вырезания дефектов;
- выборки некачественных швов.
При строжке угольным электродом используют его способность расплавлять дугой металл. При этом сам графит практически не горит, только возле дуги оплавляется медная обмазка. Держак специальной конструкции, строгач, рядом с зажимом имеет отверстия для выхода газа. Кроме силового кабеля, к нему подключается шланг для сжатого воздуха, углекислого газа или аргона. Воздух нагнетается компрессором, газ подается из баллона.


![§ 9. строгание [1978 бобиков п.д. - изготовление художественной мебели]](https://rusinfo.info/wp-content/uploads/4/0/d/40d4a48467535155159b457fb9e88867.jpg)



При плазменной строжке газ используется одновременно для расплавления металла и его выдувания. Плазменная дуга моментально нагревает металл до температуры плавления и выше. Он буквально испаряется с зоны строжки и резки.
Недостаток такой обработки – в выделении большого количества вредных газов. Работа оборудования сопровождается сильным шумом.
Классический способ ремонта сварных конструкций и разделывания дефектов заключается в газокислородной резке. Самый старый и производительный способ основан на принципе нагрева с помощью газовой горелки. При сварке добавляется присадочная проволока, которая плавится вместе с кромками. Для строжки и резки достаточно сильного нагрева стали, чтобы она начала окисляться. Жидкий, расплавленный металл выдувается вместе с газом.
С развитием электродуговой и плазменной сварки газокислородная резка применяется для удаления с литья прибылей, накопителей. Строжкой вымывают трещины, раковины, наплывы.
При строжке дефектов металла в отливках пламя газовой горелки используется и как контрольный инструмент для высвечивания и устранения трещин и раковин. В струе горящего газа края трещин нагреваются быстрее основного тела детали и светятся узкими полосками оранжевым и желтым цветом.
В начале газовой строжки начальную точку на детали нагревают до красного цвета. При этом мундштук должен располагаться под углом до 70⁰, ядро пламени должно касаться поверхности детали. После прогрева поверхности листа мундштук поднимается на 15 мм, и после пуска кислорода угол наклона уменьшается в зависимости от глубины строжки. Глубину канавки увеличивают также повышением давления кислорода.

При массовом производстве машин газокислородным методом делают черновую выборку пазов и канавок в крупных деталях под дальнейшую обработку резанием. Работают, в основном, низколегированными сталями. Углеродистые и высоколегированные стали после газокислородной строжки требуют термической обработки для снятия напряжений от местного нагрева.
Все виды строжки можно производить в любом положении детали
Следует только соблюдать особую осторожность при работе с потолком, чтобы расплавленный металл не капал на сварщика
Теплопроводность углеродистых и легированных сталей ниже простых. При нагревании и резком охлаждении они подкаливаются с изменением кристаллической решетки. При этом возникают внутренние напряжения, которые могут привести к разрушению детали. Необходимо делать нормализацию или отжиг, чтобы выровнять структуру, снять напряжения.
Инструменты
Оборудование, разработанное для строгания древесины, делится на 2 категории:
- ручные инструменты;
- автоматизированные или механизированные инструменты.
Прежде всего необходимо уточнить, что степень чистоты финальной поверхности ручным методом разделяется на несколько видов. Грубое строгание делается под шерхебель, рубанок позволяет добиться среднего качества, а чистое производится под фуганок.
Модели ручных инструментов можно приобрести в любом строительном магазине. Тем более что они обязательно присутствуют в дачном инвентаре.


Когда речь заходит о ручных инструментах, прежде всего вспоминается рубанок. Он применяется для обработки чернового образца дерева, чтобы придать ему ровную и гладкую поверхность. Однако если лезвия рубанка будут затуплены, получить качественную основу будет невозможно.








Еще один значимый инструмент – шерхебель. Он предназначен для первичной обработки «черного» материала. Его нож имеет округлую форму, благодаря чему значительно облегчается процесс снятия слоев с деревянной поверхности.


К списку механических инструментов для строгания древесины относится электрорубанок. Его используют для получения максимально ровной и гладкой поверхности. Данное устройство способно обработать образцы грубого дерева.
Механические приспособления обладают рядом положительных моментов. И прежде всего это скорость строгания деталей в чистовом виде. С рубанком же процесс работы займет очень много времени, особенно если количество деталей превышает его возможности.
На сегодняшний день большим спросом пользуются несколько моделей электрорубанков.
ИЭ-5707А-1
Данная модель в основном используется в столярных мастерских. Он состоит из электродвигателя, фрез со сменными ножами, лыж подвижного и неподвижного типов, а также головки и рукоятки. Суть технологической операции происходит по следующему принципу:
- ротор электродвигателя начинает вращение;
- крутящий момент подается на фрезу;
- начинается строгание.
Данный агрегат оснащен функцией регулировки глубины строгания. Чтобы установить этот параметр, придется приподнять или, наоборот, приспустить лыжу.
Что примечательно, этот станок предназначен как для обработки чернового образца древесины, так и для финальной подгонки изделия. Достаточно только поменять желобчатый резец на плоский.


ИЭ-5701А
Данная модель электрорубанка обладает практически той же «начинкой». Единственное отличие – вместо фрезы в конструкции присутствует ножевой вал, позволяющий осуществить строгание любой сложности.
Немаловажным инструментом для строгания древесины считается стамеска. С ее помощью удается доработать элементы детали, куда не может добраться рубанок и механизированное оборудование.


Оборудование и инструменты

Кроме угольных электродов 15×25 с медным покрытием, применяются ОЗР-1 для строжки и резки медных сплавов, чугуна. Для сталей – электроды марок АНР-2, АНР-2М.
Аппараты для плазменной резки делятся на группы по мощности и производительности:
- воздушно-плазменные ручные;
- портальные;
- переносные для работы на выезде.
Ручные аппараты могут использоваться в домашних условиях и небольших мастерских. Остальное оборудование – для промышленной резки в стационарных и полевых условиях.
![§ 9. строгание [1978 бобиков п.д. - изготовление художественной мебели]](https://rusinfo.info/wp-content/uploads/2/1/2/21211e84bb0eaa8514b8cff7e8571bdf.jpg)





Строжка, особенно электродами и специальным резаком, доступна для применения ее дома при ремонте различных механизмов и трубопроводов. Используется она, в основном, для разделки сварных швов или литейных заготовок на металлургических предприятиях и при ремонте металлоконструкций.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;

Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.

Китайская модель станка
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Фуговальный станок
Рассматривать устройство данного станка стоит с того, что он может быть односторонним или двухсторонним. Если используется двухсторонний станок, то можно обрабатывать сразу две смежные поверхности одной заготовки. Есть также станки с ручной подачей или же с механизированной подачей. Если с ручной подачей все просто и понятно, то вот для осуществления механической подачи необходимо, чтобы рядом был установлен автоподатчик. В некоторых случаях вместо него может использоваться встроенный конвейерный механизм подачи. Также данные станки снабжены такими приспособлениями, как стружкоприемники, которые используются для стружки и пыли. Присоединяется он к заводской эксгаустерной сети.
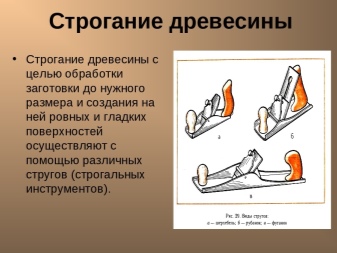
Ручное строгание. Инструменты для работы
В качестве основного инструмента для работы при ручной обработке является рубанок. С его помощью обрабатываются все плоскости. Также можно использовать фуганки или шерхебели. Корпус практически всех стругов состоит из таких деталей, как колодка, рога, упор, нож, клин. Клин необходим для того, чтобы была возможность закрепить нож в колодке. Для ручного строгания древесины здесь используется нож, в качестве которого применяется стальная пластина. Толщина элемента составляет 3 мм, а изготавливается из углеродистой инструментальной стали марок У8 или У9. Нижняя часть обязательно закаливается.
Колодка представлена в виде прямоугольного бруска древесины. Передняя часть этой детали у шерхебеля или же рубанка оснащена рогом, установленным сверху. Фуганки же за ножом имеют рукоятку. Кроме того, колодка имеет подошву. Именно эта деталь изнашивается быстрее всего в области, которая расположена спереди пролета. По этой причине в некоторых случаях в обычную подошву вклеивают пятиугольную вставку из наиболее прочной древесины. При строгании древесины рубанком необходимо, чтобы нож ровно прилегал к задней стороне летка. Для этого она должна быть сделана идеально ровной. За концом ножа также имеется упор, который необходим для того, чтобы рукоятка не натирала руку во время работы.
Шерхебель — это инструмент, который применяется только для первичной обработки. Другими словами, проводится черновая обработка древесины строганием. Нож у данного инструмента представлен в виде овального резака. С его помощью снимается поверхностный слой, однако после его работы остаются достаточно глубокие ложбинки.



![§ 9. строгание [1978 бобиков п.д. - изготовление художественной мебели]](https://rusinfo.info/wp-content/uploads/a/9/3/a932b3c7c8e445f7255e7f2ebcc04dbe.jpg)





Следующий инструмент — рубанок. Строгание древесины этим инструментом является также первичным, а состоит он примерно из тех же элементов, что и шерхебель. Существенная разница заключается в том, что нож здесь выполнен в виде прямоугольника, а его края несколько сточены, чтобы во время обработки не задирать древесину. Используется он для того, чтобы выровнять поверхности, ранее обработанные шерхебелем.

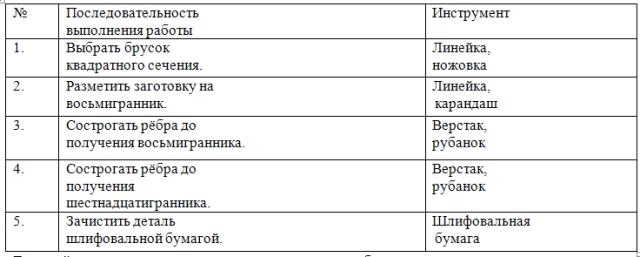
Технология процесса обработки на станке
При эксплуатации фуговального станка, который имеет ручную подачу, необходим один работник. Работник берет заготовку из штабеля и оценивает ее состояние. Слишком покоробленные пиломатериалы нужно забраковать. Если она не сильно вогнута или покороблена, то ее можно использовать, на стол изделие укладывается именно вогнутой стороной. Далее левой рукой заготовка прижимается к линейке, а правой подается на станок. В таком случае торец древесины отодвинет веерное ограждение. Это откроет доступ к валу с вращающимися ножами. Когда передняя часть будет обработана, необходимо, все так же придерживая заготовку левой рукой, правой понемногу толкать ее вперед, с равномерной скоростью. При этом, естественно, нужно держать руки на безопасном расстоянии от ножей.
Если в работе используется фуговальный станок с механической подачей, то скорость подачи пиломатериала рассчитывается исходя из максимальной мощности электрического двигателя. После обработки необходимо проверить изделие. Отклонение от плоскости допускается не более 0,15 мм на каждые 1000 мм. Отклонение смежных поверхностей допускается не более 0,1 мм на высоте в 100 мм.
При эксплуатации данного инструмента для строгания древесины очень важно следить, чтобы на поверхности не было пороков или неоднородностей. Если во время работы нож наткнется на такой дефект, то заготовка может дернуться, а рука работника, лежащая на изделии, может попасть в ножевую щель
Наиболее опасным является строгание древесины, которая достаточно тонкая, узкая или же короткая. По этой причине если у станка ручная подача, то есть ограничения по габаритам заготовок. Длина до 400 мм, ширина до 50 мм, толщина до 30 мм.
Эксплуатация оборудования
При использовании станков необходимо соблюдать ряд правил:
- перед проведением работ нужно убедиться в надёжности крепления резца, а также заготовки;
- для предотвращения перегрева рабочего инструмента требуется стабильный подвод смазывающих или охлаждающих жидкостей;
- движущие части должны быть в защитных кожухах;
- не допускается обработка деталей, размеры или вес которых превышает технические требования производителя станка;
- до набора стабильной частоты оборотов к работе приступать запрещено;
- необходимо периодическое проведение техосмотров и обслуживаний;
- требуется поддержание механизмов в чистоте;
- для избегания замыкания в питающих цепях требуется обеспечить оптимальный уровень влажности в помещении.
Некоторые устройства оснащаются креплениями для одновременной фиксации нескольких резцов. Это позволяет проводить обработку сложных поверхностей с высокой производительностью, поскольку время на перестановку режущих инструментов не тратится. Бывают одно-, двух или четырёхсторонние крепления.
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Что это такое?
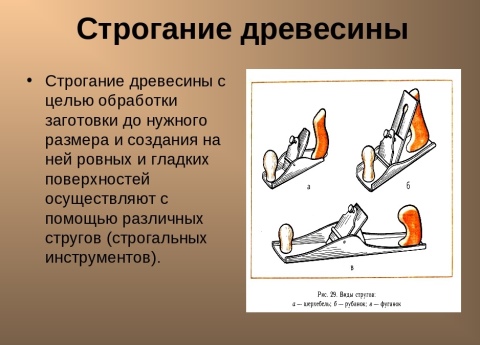
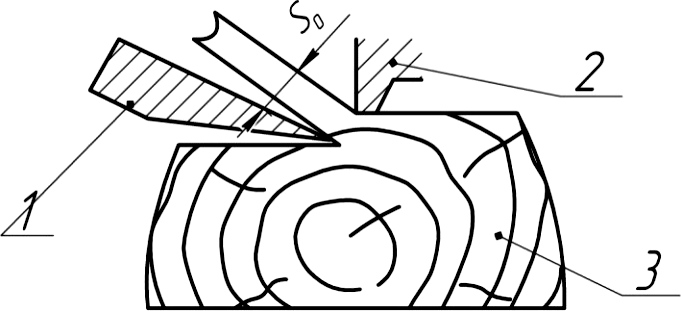
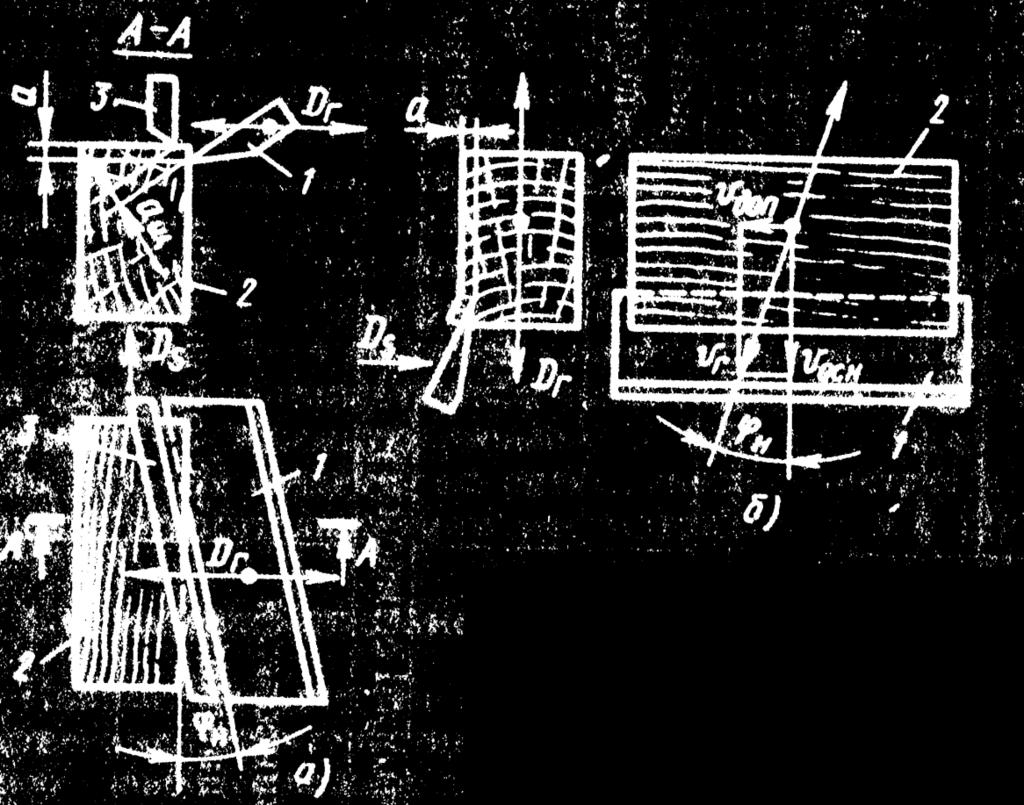
Строгание древесины – обработка дерева путем снятия стружки. Рабочий процесс сопровождается возвратно-поступательными движениями специальных инструментов, имеющих строгальные резцы, которые в разговорной форме называются ножи. Каждое движение инструмента предполагает снятие слоя древесины, скатываемого в стружку. Обратный ход резца характеризуется как мини-подготовка к следующему рабочему ходу. Данная цикличность длится, пока поверхность древесины не приобретет необходимые форму и гладкость.

![§ 9. строгание [1978 бобиков п.д. - изготовление художественной мебели]](https://rusinfo.info/wp-content/uploads/a/7/6/a761c93833148ff9ec22802f33111968.jpg)


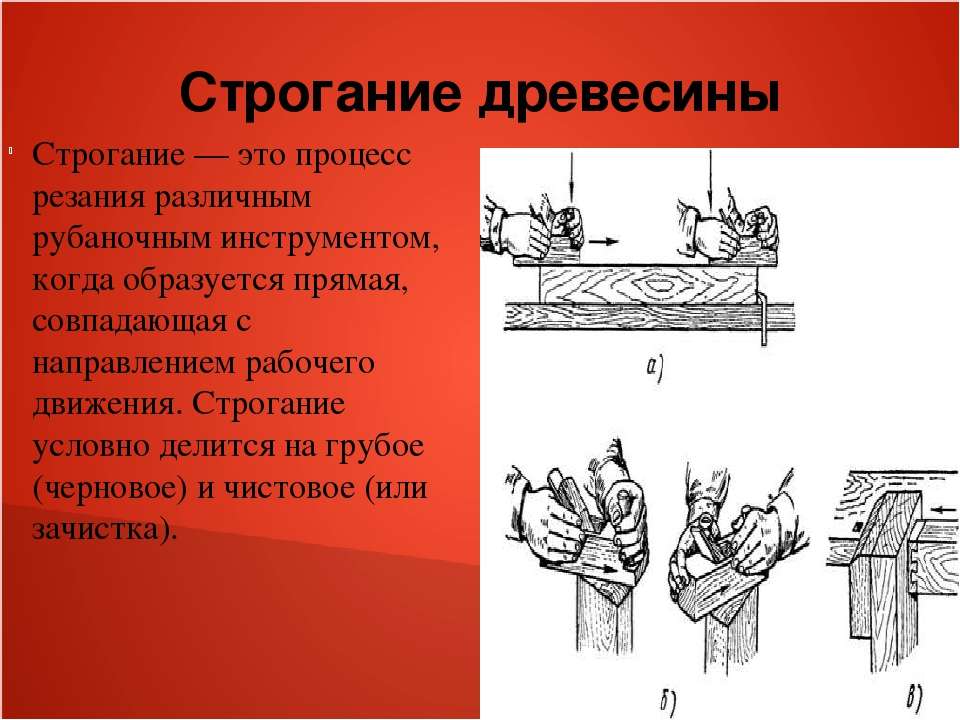
Материал получает качественную поверхность, только если для работы использовался отрегулированный строгальный инструмент с одним или несколькими острыми ножами.
Еще один фактор, влияющий на качество строгания, – направление снятия стружки относительно древесного волокна. В данном случае рассматривается 3 варианта, а именно: строгание вдоль, поперек и в торец.

Зачастую используется метод обработки вдоль волокон. В таком случае поверхность древесины получается максимально ровной и гладкой, что соответствует требованиям высокого качества. Метод обработки поперечного строгания во многом уступает варианту снятия слоя древесины вдоль волокон, так как готовая поверхность имеет некоторую шероховатость. Чаще всего метод поперечного строгания используется для черновой обработки древесины.
Наиболее сложным считается строгание дерева в торец. Данный метод предполагает перпендикулярное срезание слоя древесины с использованием усиленного нажима. Однако, не имея сноровки, получить идеальный срез не удастся.


Устройство и принцип работы
Механическая часть строгальных станков состоит из следующих элементов:
- чугунная или стальная станина — основная часть конструкции, воспринимающая основные нагрузки, используемая для размещения узла с режущим инструментом и рабочего стола;
- рабочая поверхность — предназначена для размещения заготовок, их крепления;
- направляющие —необходимы для перемещения ползуна или рабочей поверхности;
- ползун — выполняет поступательные перемещения при обработке заготовок;
- резец, используемый для резки металла;
- суппорт — фиксирует резец под определённым углом;
- коробка переключения передач — применяется для изменения скорости вращения шпинделя с закреплённой заготовкой;
- тиски для фиксирования деталей при обработке.
Конструкция также включает электрические компоненты: двигатель, органы управления, контролирующие датчики, системы защиты. Для охлаждения механических элементов используется система подачи смазочных, а также охлаждающих жидкостей. Все узлы станка располагаются внутри стального или чугунного корпуса.
Принцип работы основан на прямом контакте режущего инструмента с обрабатываемой деталью. Обработка происходит при перемещении или вращении заготовки относительно резца.
Обработка детали (Фото: Instagram / khuevgen)







