Экструзия
Экструзией называется процесс в производстве, который заключается в механическом продавливании расплавленного полимера через калибрующее отверстие с соответствующим готовому изделию профилем.
В процессе производства пластиковых изделий на экструдере работы выполняются непрерывно, что позволяет обеспечить очень высокий уровень производительности, легкую автоматизацию процессов, экономичность и высокое качество продукции.
Оборудование для экструзионной обработки полимеров называется экструдером. Типов экструдеров существует огромное множество, но наиболее распространенными все же являются поршневые и шнековые экструдеры.
Шнековые или червячные экструдеры – это оборудование с одно или двухшнековыми прессами, но чаще встречаются одношнековые экструдеры. Если же нужно в процессе производства обеспечить максимальное качество смешивания материала и нет нужды в высоком давлении при формовании, используют такие типы экструдеров, как дисковые или шнеково-дисковые.

Одношнековый экструдер, который вы можете рассмотреть на рисунке 1 состоит из цилиндрического корпуса (2), который должен нагреваться при помощи кольцевых электронагревателей (3). Внутрь него помещается шнек (4), который вращается в результате работы электрического двигателя (7) через редуктор (6). Редуктор нужен для ступенчатой регулировки частоты вращения шнека. Вращение шнека может регулироваться также и бесступенчатым способом, но для этого применяются дополнительные устройства.
В процессе работы экструдера в бункер для загрузки сырья (5) засыпают гранулированный полимер, после чего он поступает в цилиндр экструдера. Шнек при вращении продвигает материал по цилиндру. Такой же принцип реализован в обычной мясорубке, с устройством которой мы все знакомы. Только при горячей экструзии материал в цилиндре при движении дополнительно нагревается за счет внешних кольцевых электронагревателей.
Тот участок цилиндра, в котором гранулы полимера еще имеют твердое состояние, называют загрузочным сектором, а там где он начинает расплавляться наступает зона плавления. Участок, при котором наступает плавление пластика и формование из него профиля через формующую головку, называется зоной выдавливания. Формующая головка прикрепляется к фланцу (1). Избыточное тепло от нагревателей в каждой из зон обеспечивается воздушным или водяным охлаждением или специальными кольцевыми нагревателями с охлаждением для экструдеров.
Зоны технологического процесса экструзии
Деление шнека на зоны I-III осуществляется по технологическому признаку и указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов, начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет определенные длины зон обогрева. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Компания «Эксимпак-Оборудование» уже более 20 лет занимается поставкой экструзионной техники на отечественный рынок и рынки стран СНГ — от простых ПВД/ПНД однослойных моделей производства рукавной пленки шириной до 700 мм (например, модель YF-MHB-45) до многослойных A-B-C экструдеров производственной мощностью до 300 кг продукции в час. Покупатели могут не сомневаться в “тотальной” компетентности наших технологов относительно всего, что происходит внутри и снаружи шнека; равно как и надежность наших машин также не подлежит сомнению.
Устройство экструдера
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Немаловажным этапом производства является дегазация. Сырьё, перерабатываемое экструдером, не всегда является идеальным, оно содержит примеси, излишнюю влагу и воздух. Чтобы качество материала не снижалось из-за несовершенства гранул, в машине осуществляется процесс дегазации. Он заключается в выпаривании воды, остаточного растворителя и мономеров из сырья под воздействием высоких температур или искусственно созданного вакуума. Осуществляется процесс либо шнеком, если в оборудовании предусмотрен только один винт, либо специальной камерой, если рассматривается многочервячный экструдер.
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
- в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;
- в зоне пластификации гранулы плавятся, смешиваются и спрессовываются под давлением, чтобы далее продвигаться по винту;
- в зоне дозирования материал, состоящий из смеси плавящихся гранул с твёрдыми, перемешивается до однородности и поступает к формующему инструменту.
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.






Преимущества одношнекового и двухшнекового экструдеров
Главная характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Соэкструзия и коэкструзия.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
-
Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
Раздувной экструдер
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.
Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Симптомы экструзии
В большинстве случаев данный недуг не сопровождается болевым синдромом и не имеет других клинических проявлений, поэтому выявляют заболевание чаще всего случайно. В некоторых случаях патология может вызвать сдавливание нервных корешков, в этом случае появится боль в месте локализации экструзии, возможны некоторые неврологические отклонения, в редких случаях расстройства органов связанных с пострадавшим нервом. Если экструзия расположена в шейном отделе позвоночного столба, то болевой синдром может возникать в затылочной области или верхних конечностях.




- Местные боли при ущемлении нервного отростка.
- Парестезии (расстройства чувствительности) в области бедра и ног.
- Нарушение функций тазовых органов.
При грыже болевой синдром более выражен, нежели при любой степени экструзии межпозвонкового диска. Это является субъективным диагностическим признаком, позволяющим дифференцировать патологию. Для экструзии характерен чаще всего болевой синдром умеренной силы.
Первоначальная диагностика заболевания производится врачом при осмотре пациента. Подозрение на экструзию расположенную в поясничном отделе выносится на основании ряда характерных неврологических признаков:
- Наличия локальных болей при пальпации позвоночника.
- Парестезий в бедренной области и ногах.
- Отсутствия рефлексов в коленном суставе и в проекции ахиллова сухожилия.
- В редких случаях синдрома грушевидной мышцы (при компрессии нерва в области L5-S1).
В случае наличия всех симптомов врач обязан назначить диагностические исследования для подтверждения диагноза. Самыми информативными методиками выявления данной патологии являются КТ и МРТ. Для более точной диагностики возможно проведение обследования с введением контрастного вещества. Контраст вводят непосредственно в область межпозвонкового диска.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
- получение однородного расплава в экструдере;
- формование;
- охлаждение продукции;
- натяжение и намотка (пленки), нарезка (профиль, труба).
Смотреть что такое «Экструдер» в других словарях:
/*** if($pageType == «translate»){ ?> } /***/ ?>
We are using cookies for the best presentation of our site. Continuing to use this site, you agree with this.
Это интересно: Зарядное устройство (зарядка) для шуруповерта и его схемы — разбираем основательно
Что это такое
Применяется экструдер для переработки зерновых культур в комбикорм, который усваивается в желудке у животных существенно легче. Обработка осуществляется при помощи пресса под давлением 60 атмосфер и при высокой температуре. В результате получается продукт, по форме напоминающий кукурузные палочки 20-30 мм, но с плотной структурой.
Аппараты для приготовления корма существуют с разным показателем мощности, от нее зависит объем выходящего продукта. Для небольшой фермы отлично подойдет прибор с производительностью 25-45 кг/ч – цена такого устройства стартует от 47 тыс.руб. Но в большом хозяйстве потребуются более мощные модели, способные производить до 1,5 тонн в час и стоят они от 160 тыс.руб.
Устройство экструдера
В связи с высокими ценами, оборудование для переработки продуктов в комбикорм даже в б/у доступно узкому кругу потребителей. Но если сделать экструдер для кормов своими руками, то можно хорошо сэкономить. Только в данном случае нужно подробно изучить устройство агрегата, принцип работы, а также иметь в наличие все необходимые запчасти.
Схема устройства большого экструдера
В конструкцию прибора входят следующие элементы:
- рама – служит основой, на ней фиксируются все детали;
- привод;
- ремень;
- погрузочная емкость;
- манжета;
- шнек-дозатор с отдельным приводом;
- редуктор;
- приемный резервуар;
- мотор;
- нагнетающий шнековый конвейер;
- блок управления;
- резное лезвие;
- шайба;
- ключ для регулировки.
Принцип действия
В самодельном экструдере главную функцию производит прессовочный механизм. Элемент включает нагнетающий шнековый узел, вмонтированный в цилиндр. Блок с лезвием придает продукту форму продолговатых палочек.





Функции электроприбора не ограничены только прессованием корма. С его помощью можно измельчать зерно, проводить термообработку и обеззараживание кормов, смешивать разные составляющие в единую массу.
Конструкция нагнетательного шнека включает:
- внешнюю часть;
- внутреннюю;
- подогревающие шайбы;
- выходящий шнек.
Каждый узел устанавливается на шпильку с резьбовой частью левого типа и накрывается корпусом из металлического материала. Благодаря шпонкам обороты поступают от основного вала к комбинированному шнеку. Все составляющие прочно фиксируются на раме.
Подробная конструкция экструдера (скачать)
Корпусный элемент оснащается отверстием, к нему монтируется приемная часть. Внутренняя область оборудуется продольными пазами, за счет них все компоненты корма перемешаются по продольной стороне оси.
На выходной части установлен регулятор гранул, в его конструкцию входит:
- блок матрицы;
- выходной корпус;
- лезвие, прижатое пружинным элементом к блоку матрицы.
Делаем экструдер для кормов своими руками
При наличии необходимого материала, деталей и инструментов можно сделать экструдер своими руками. Рассмотрим, как получить модель небольшой производительности.
Возможно ли консервативное лечение?

Обязательной является и физиотерапия. Больной обязан регулярно заниматься специальными упражнениями, которые помогут укрепить мышечный корсет, что, опять-таки, снизит напряжение в позвоночнике.
Что же касается лекарственных препаратов, то в некоторых случаях без них вряд ли можно обойтись. При сильном болевом синдроме назначают соответствующие средства. При наличии воспаления пациенты, как правило, принимают нестероидные препараты. А вот при сильном воспалении и интенсивном болевом синдроме врачи могут порекомендовать стероиды, которые вводятся прямо в эпидуральное пространство спинного мозга.

Экструзия пленок способом полива в ванну с водой
Такой метод еще больше повышает качество пластиковой пленки, в сравнении с предыдущими двумя способами. В этом случае при выходе пленки из формующей головки она попадает в ванну с водой, где моментально застывает и охлаждается.
Для повышения качества полученных методом плоскощелевой экструзии пленок из таких типов полимеров, как поливинилхлорид, полиолефин, сарана или другого типа термопластичных пластмасс, их нужно дополнительно подвергнуть процессу вытяжки. Вытяжка может быть продольной или поперечной. При поперечном типе вытяжки полимерной пленки устройство для вытягивания должно быть оборудовано захватными зажимами, которые должны растягивать пленку после нагревания. Продольный же тип вытяжки просто пропускает пленку через систему валов с нагревом, которые вращаются с разной скоростью. После растяжки пленка проходит термофиксацию при поддерживании заданных габаритов.
Причины экструзии позвоночных дисков поясничного отдела
Экструзии позвоночных дисков поясничного отдела не являются самостоятельным заболеванием. Это осложнение длительно протекающего без комплексного лечения пояснично-крестцового остеохондроза. Соответственно, ведущая причина появления экструзии – это отсутствие лечения остеохондроза.
К патогенным факторам, которые вызывают данное заболевание, можно отнести:
- избыточную массу тела, которая провоцирует компрессию межпозвоночных дисков и нарушение процесса их диффузного питания;
- ведение малоподвижного образа жизни с преимущественно сидячей работой и отсутствием регулярных физических нагрузок на мышцы спины и поясницы;
- травмы спины в области позвоночника (ушибы, трещины и переломы тел и остистых отростков позвонков, растяжение связочного и сухожильного аппарата);
- инфекционные заболевания позвоночника и окружающих его мягких тканей (туберкулез, полиомиелит, сифилис и т.д.);
- неправильная организация спального и рабочего места;
- неправильная постановка стопы в виде плоскостопия или косолапости, что влечет за собой увеличение амортизационной нагрузки на поясничный и пояснично-крестцовый отдел позвоночника;
- разрушение крупных суставов нижних конечностей, в результате чего меняется конфигурация опорно-двигательного аппарата и процесс распределения амортизационной нагрузки при ходьбе;
- симфизит при беременности;
- разрушение подвздошно-крестцовых сочленений костей;
- синдром грушевидной мышцы;
- спондилолистез, спондилит, нестабильность положения тел позвонков и т.д.
У женщин экструзия межпозвоночного диска может появиться в период вынашивания беременности. В это время меняется гормональный фон, который оказывает негативное влияние на состояние хрящевой ткани в организме женщины. Если оказываться от ношения дородового бандажа, не соблюдать рекомендации лечащего врача по организации своего питания, режима труда и отдыха, то высока вероятность разрушить позвоночник и в будущем страдать от постоянно возникающих протрузий и экструзий.
Применение
Химическая промышленность
Алюминиевые детали, полученные методом экструзии
В химической промышленности метод экструзии применяется для нагрева, пластификации, гомогенизации и придания необходимой формы исходному сырью. Химический состав конечного продукта при этом идентичен химическому составу исходного сырья, что позволяет добиваться стабильного качества продукта прибегая при этом к минимальному количеству настроек экструдера, этим объясняется относительная простота машин, работающих в химической промышленности.






Методом экструзии в химической промышленности изготавливают различные погонажные изделия, такие как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников — рассеиватели и т. д.
Пищевая промышленность
Пищевой экструдер Shtak-72
В пищевой промышленности метод экструзии применяется намного шире. В ходе процесса под действием значительных скоростей сдвига, высоких скоростей и давления, происходит переход механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях перерабатываемого сырья, например денатурация белка, клейстеризация и желатинизация крахмала, а также другие биохимические изменения.
Простейший экструдер, применяемый в быту — кондитерский рукав, механический экструдер — ручная мясорубка.
Продукты, получаемые на пищевых экструдерах
- традиционная жевательная резинка
- пельмени
- кукурузные палочки
- подушечки и трубочки с начинкой
- хрустящие хлебцы и соломка
- фигурные сухие завтраки
- хлопья кукурузные и из других злаков
- быстрозавариваемые каши
- детское питание
- фигурные чипсы
- экструзионные сухарики
- мелкий шарик из риса, кукурузы, гречи, пшеницы, для наполнения и обсыпки шоколадных изделий, мороженого и других кондитерских изделий
- пищевые отруби
- набухающая мука, панировка
- продукты вторичной переработки хлеба
- соевые продукты: соевый текстурат, концентрат (применяются в производстве колбасы, сосисок, котлет и т. д.), кусковые соевые продукты (фарш, гуляш, бифштекс, тушенка и т. д.)
- продукты переработки отходов животноводства
- модифицированный крахмал
- реагент на основе крахмала применяемый в нефте- и газодобыче
- строительные крахмалсодержащие смеси
- основы для клеев
- мороженое
Комбикормовая промышленность
Экструдирование — процесс происходящий в стволе экструдера, при котором происходит механическое перемалывание за счет трения, высокотемпературное воздействие при высоком давлении на кормовое сырье (температура от 110 до 160 градусов и давление от 20 до 30 атмосфер). В процессе такого воздействия, происходит расщепление сложных углеводов на простые сахара, что обеспечивает существенное улучшение органолептических показателей корма, а также повышает усваиваемость кормов (от 45 % при традиционных видах обработки до 95 %).
- полножирная соя
- зерновые экструдаты
- корма для КРС, свиней, кроликов
- корма для кошек, собак, домашних грызунов, крупного рогатого скота
- корма для промысловых и аквариумных рыб
Одним из наиболее популярных методов получения топливных брикетов является использование специальных экструдеров.
Процесс предствляет собой прессование шнеком отходов (шелухи подсолнечника, гречихи и т. п.) и мелко измельченных отходов древесины (опилок) под высоким давлением при нагревании от 250 до 350 С°. Получаемые топливные брикеты не включают в себя никаких связующих веществ, кроме одного натурального — лигнина, содержащегося в клетках растительных отходов
Температура, присутствующая при прессовании, способствует оплавлению поверхности брикетов, которая благодаря этому становится более прочной, что немаловажно для транспортировки брикета.
Экструзионные головки
- Пленки и листы
- Трубы и рукавные пленки для пакетов
- Нити и стренги
- Полые профили для оконных систем
- Открытые профили
- Необходимо избегать толстых участков. Толстые участки удорожают продукт и увеличивают следы потоков, вызванные сжатием.
- Нужно минимизировать число полых секций. Полые секции удорожают головку и делают процесс ее чистки более сложным.
- Лучше производить профили с одинаковой толщиной стенки. Постоянная толщина стенки профиля делает процесс контроля конечной толщины стенки более простой и способствует более равномерному распределению кристаллических участков в полукристаллических полимерах.

 Головкивешалочного типа
Головкивешалочного типа
- Коллектор, равномерно распределяет расплав полимера по головке
- Распределитель, перемещает расправ от коллектора к формующим губкам
- Формующие губки, предают конечную форму расплаву
- Контролирующие губки, для более точной настройки.
 Трубная головка
Трубная головка

| Рис. 21. Угловая трубная головка. | Рис. 22. Спиральная головка. |
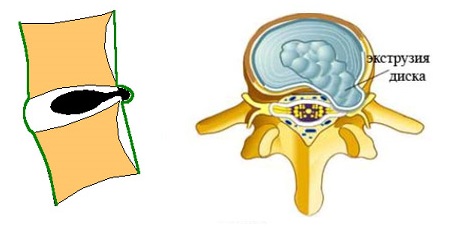
Экструзия позвоночника. Первый этап грыжи диска
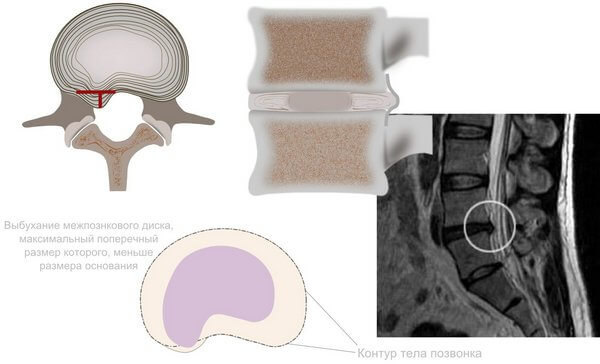
Экструзия дисков позвоночника – это самый начальный этап формирования межпозвоночной грыжи. Поэтому, если такой диагноз поставлен МРТ, самое главное, как можно быстрее принять меры, остановить разрушение диска, не допустив развития грыжи, которая способна вызывать боли и другие неприятные симптомы: чувство жжения, скованность, онемение рук и ног.
Чем экструзия отличается от протрузии и грыжи?
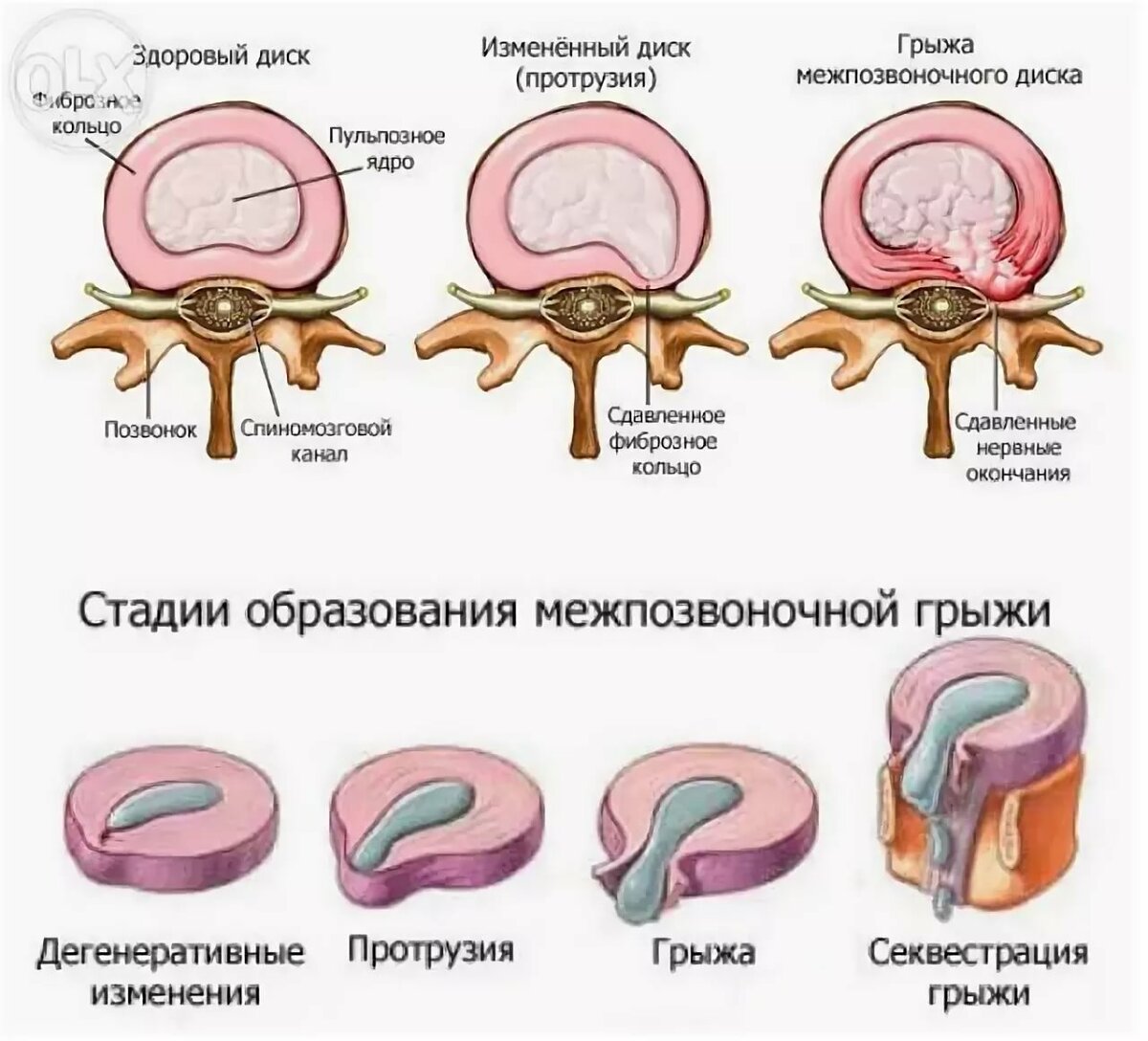
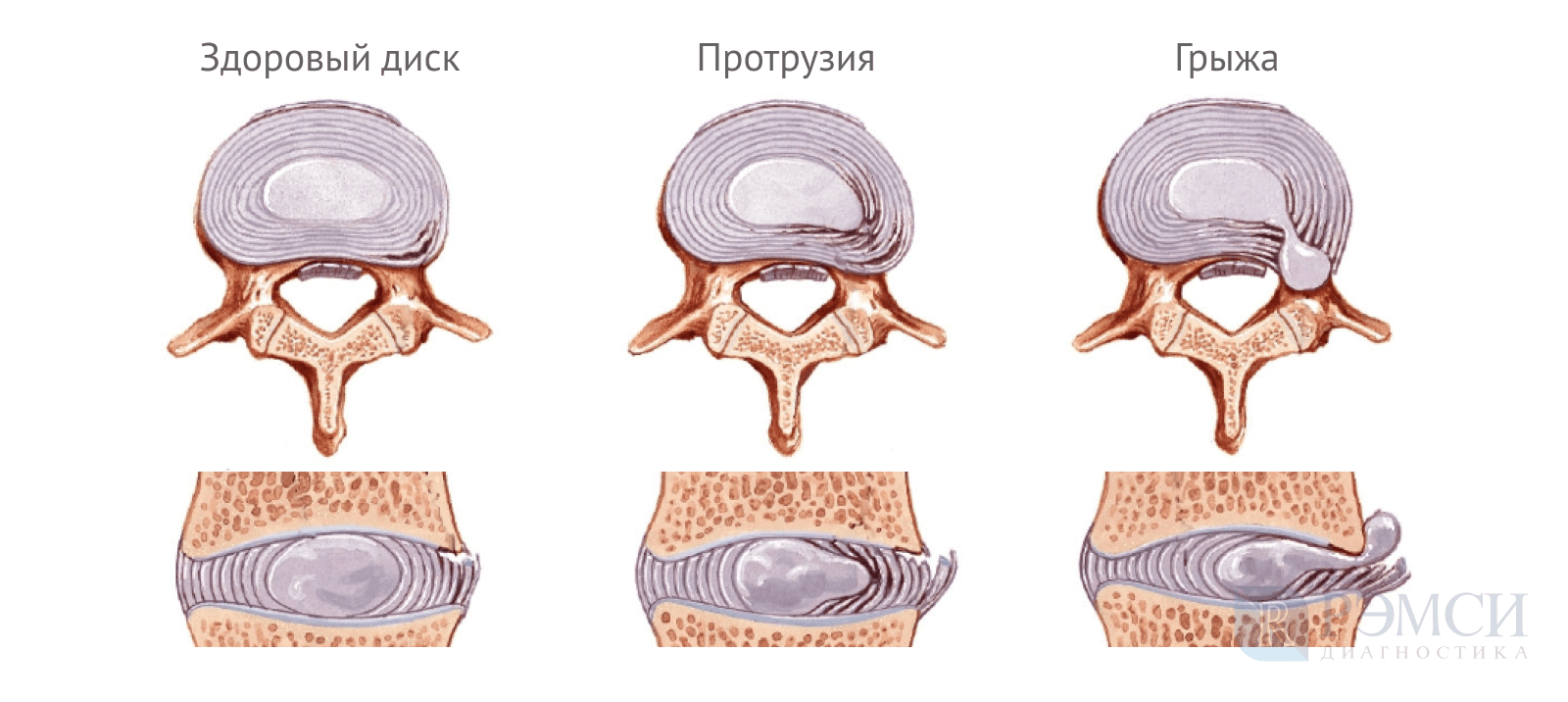
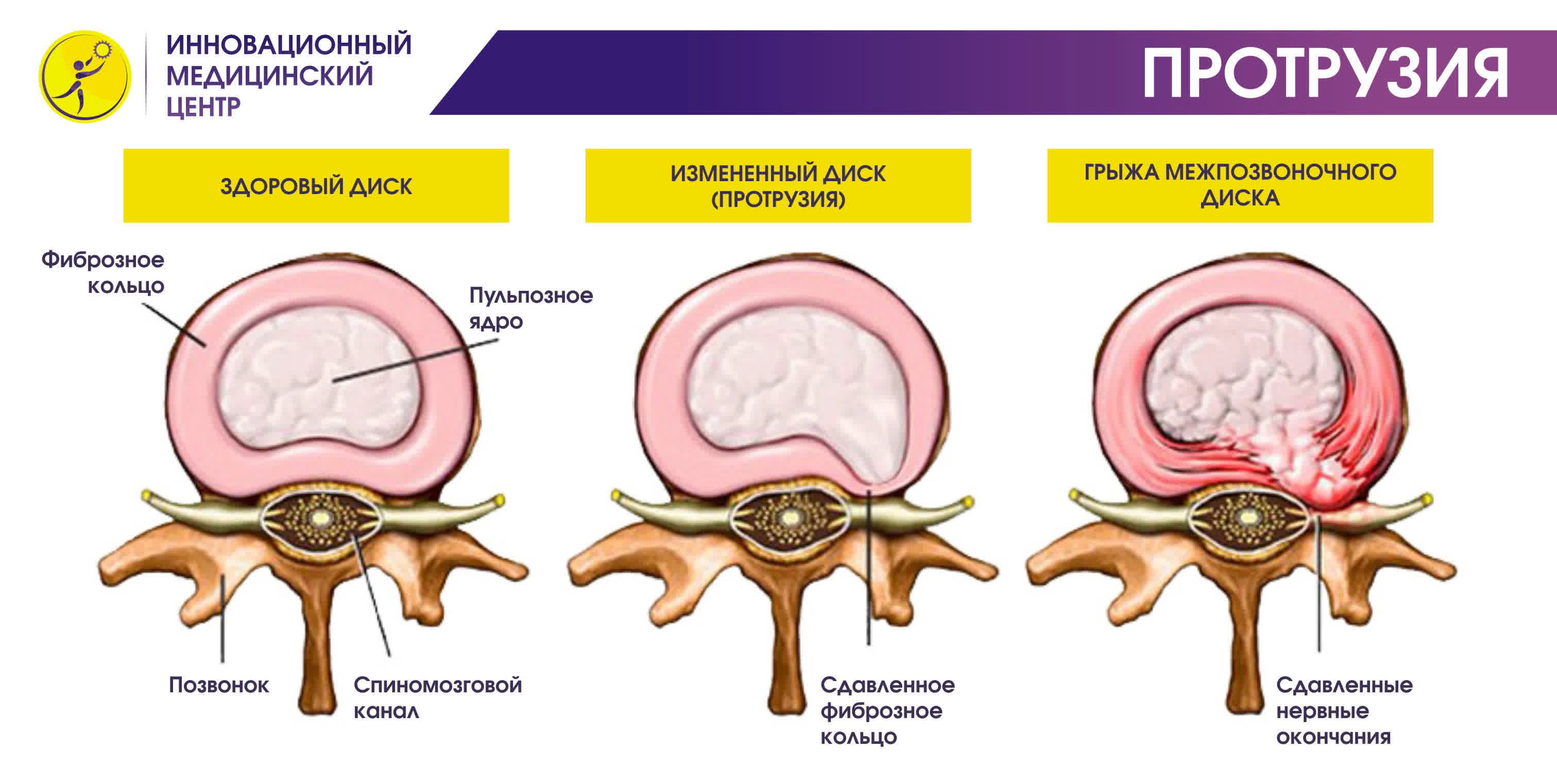
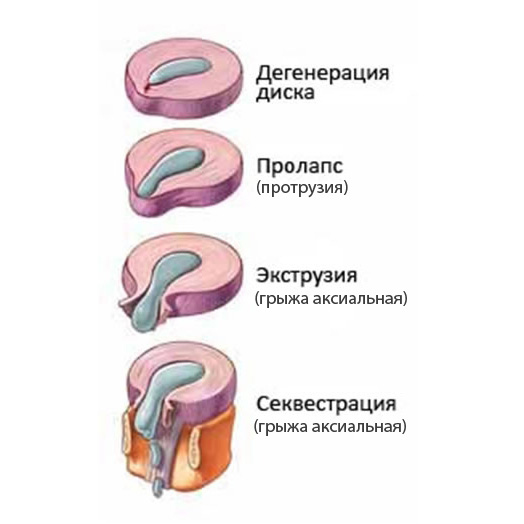
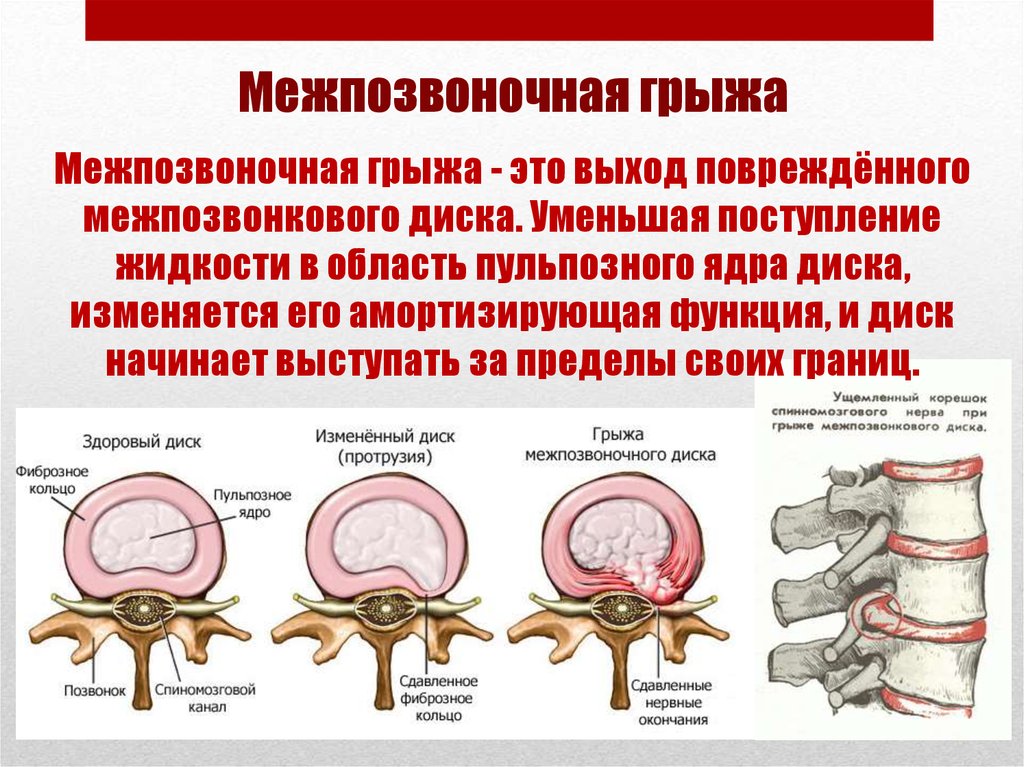
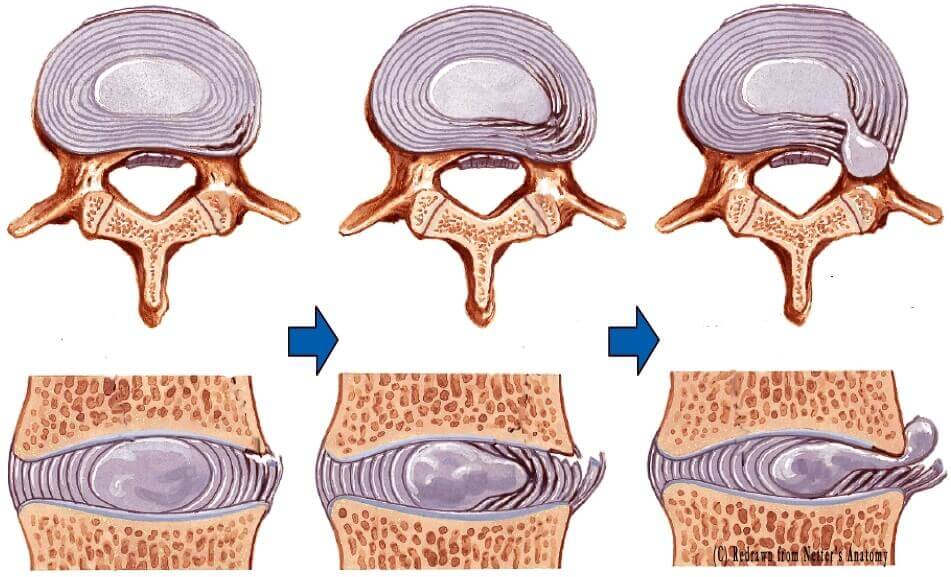
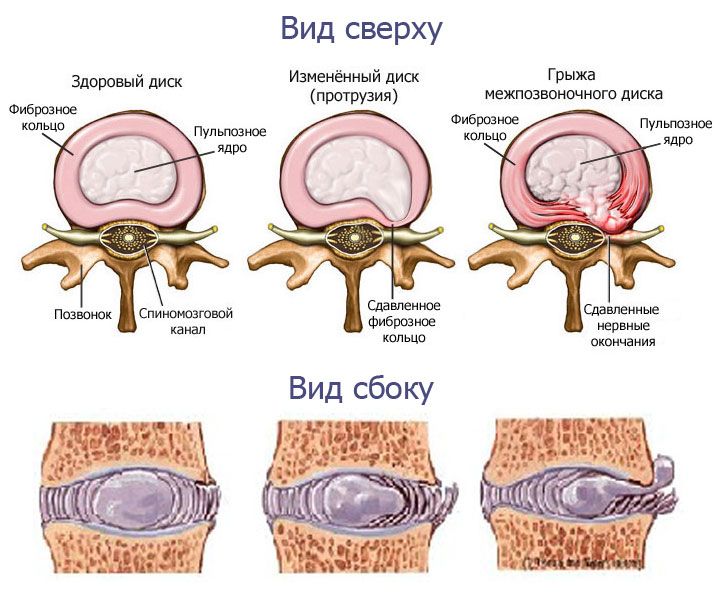
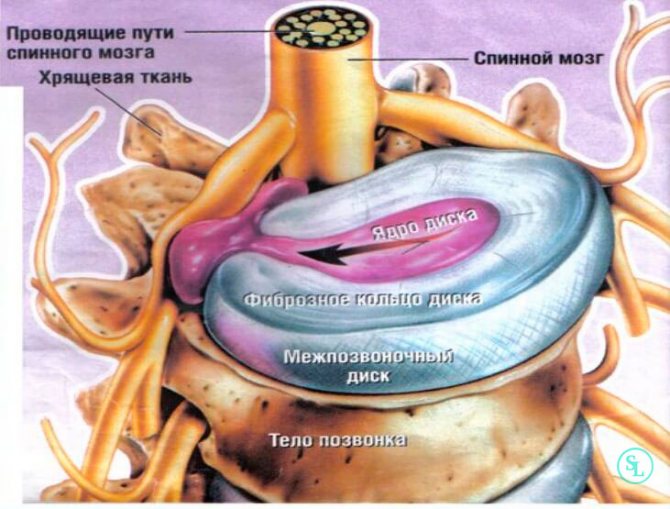
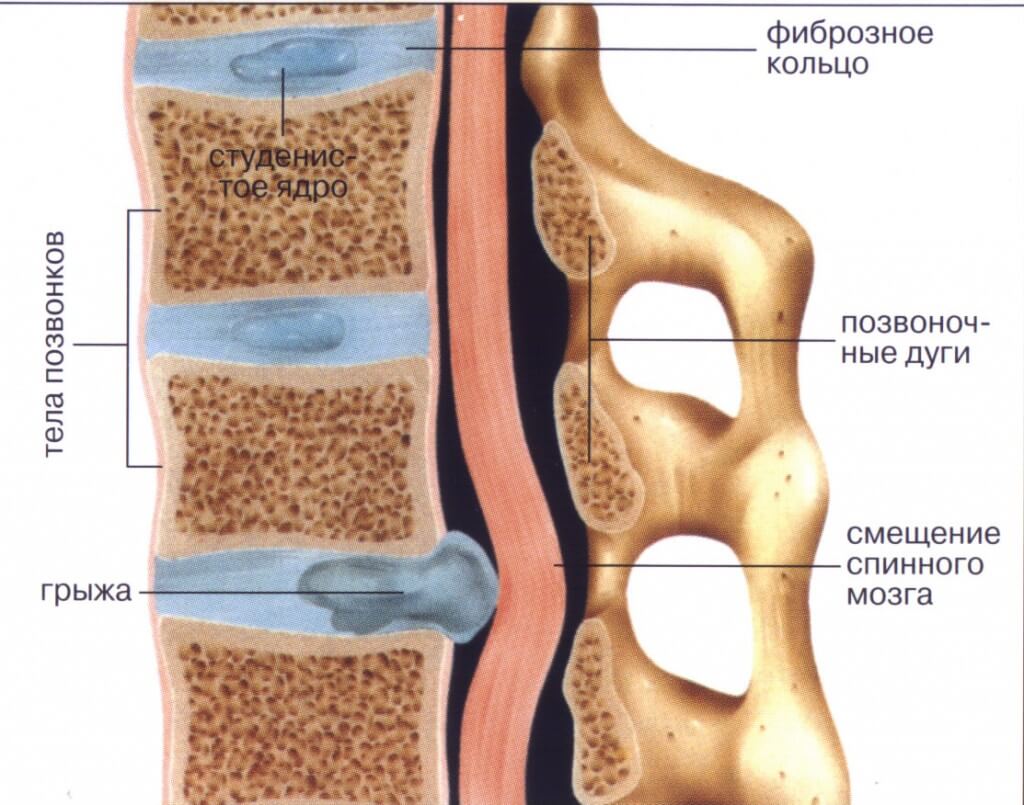
Экструзия, протрузия и грыжа – всё это стадии постепенного разрушения диска позвоночника, а точнее его твердой оболочки – фиброзного кольца. В кольце образуется трещина, и через нее медленно просачивается наружу внутреннее содержимое диска – пульпозное ядро, образуя на снимках заметное выпячивание, которое и называется грыжа позвоночника.
Если поставлен диагноз экструзия диска, значит, грыжа начинает едва формироваться, и за пределы диска выступает лишь незначительная часть ядра. На этом этапе, как правило, нет давления на нервные корешки, сильных воспалений и спазмов – основных источников боли. Поэтому экструзия диска обычно не дает заметные позвоночные боли, а только некоторые неврологические симптомы.
Симптомы экструзии диска
При локализации в шее – головные боли, особенно в области затылка, головокружение, судороги при повороте головы, ухудшение зрения. Шейная экструзия часто встречается у молодых людей, студентов, особенно при нарушениях осанки, гиперкифоза (сутулости), сколиоза.
Локализация в пояснице характерна для людей постарше (от 25 лет): онемение и покалывание в ногах, бедрах, пальцах ног.
Обнаружить экструзию диска можно не только с помощью МРТ. Есть более простая, но достаточная информативная процедура – миофасциальная диагностика. Опытный врач с помощью мануального мышечного тестирования, определенных манипуляций исследует индивидуальную реакцию организма, рефлексы, чувствительность и мышечную силу в нижних, верхних конечностях, и таким образом может довольно точно предположить наличие и место локализации грыжи диска.
А это, в свою очередь, помогает назначить адекватное лечение, разработать нужный алгоритм лечебных движений с целью восстановления кровообращения и микроциркуляции в тканях, а, следовательно, трофики – питания, микроциркуляции, лимфо– и кровообращения органов, дисков и суставов. Восстановление питания диска способствует естественной регенерации костно-хрящевой ткани, в результате чего экструзия может полностью исчезнуть.
Если же вовремя не обратиться к врачу и не пройти лечение, разрушение диска будет продолжаться. Со временем фиброзное кольцо сдает позиции выходящему пульпозному ядру, после чего разрыв диска приводит к образованию полноценной грыжи. Особенно опасны дорзальная грыжа и секвестрированная грыжа позвоночника, поскольку именно они становятся самой частой причиной сильных позвоночных болей.
Но, чем раньше будет обнаружена экструзия, тем больше шансов, что процесс будет остановлен и не перейдет в грыжу. Экструзия диска довольно успешно поддается лечению без операции и применения лекарств.
Еще больше статей в нашей группе вконтакте: https://vk.com/cktkzn
Акция в Казанском центре кинезитерапии. Консультация врача + диагностика позвоночника и суставов – 600 руб. Запись по тел. (843) 570-55-25 или в группе вконтакте .






Симптомы экструзии
В большинстве случаев данный недуг не сопровождается болевым синдромом и не имеет других клинических проявлений, поэтому выявляют заболевание чаще всего случайно. В некоторых случаях патология может вызвать сдавливание нервных корешков, в этом случае появится боль в месте локализации экструзии, возможны некоторые неврологические отклонения, в редких случаях расстройства органов связанных с пострадавшим нервом. Если экструзия расположена в шейном отделе позвоночного столба, то болевой синдром может возникать в затылочной области или верхних конечностях.
Наиболее выраженная симптоматика при экструзии может наблюдаться в поясничном отделе позвоночного столба. Основные симптомы выглядят следующим образом:
- Местные боли при ущемлении нервного отростка.
- Парестезии (расстройства чувствительности) в области бедра и ног.
- Нарушение функций тазовых органов.
При грыже болевой синдром более выражен, нежели при любой степени экструзии межпозвонкового диска. Это является субъективным диагностическим признаком, позволяющим дифференцировать патологию. Для экструзии характерен чаще всего болевой синдром умеренной силы.
Первоначальная диагностика заболевания производится врачом при осмотре пациента. Подозрение на экструзию расположенную в поясничном отделе выносится на основании ряда характерных неврологических признаков:
- Наличия локальных болей при пальпации позвоночника.
- Парестезий в бедренной области и ногах.
- Отсутствия рефлексов в коленном суставе и в проекции ахиллова сухожилия.
- В редких случаях синдрома грушевидной мышцы (при компрессии нерва в области L5-S1).
В случае наличия всех симптомов врач обязан назначить диагностические исследования для подтверждения диагноза. Самыми информативными методиками выявления данной патологии являются КТ и МРТ. Для более точной диагностики возможно проведение обследования с введением контрастного вещества. Контраст вводят непосредственно в область межпозвонкового диска.
Что такое экструзия межпозвонковых дисков поясничного отдела
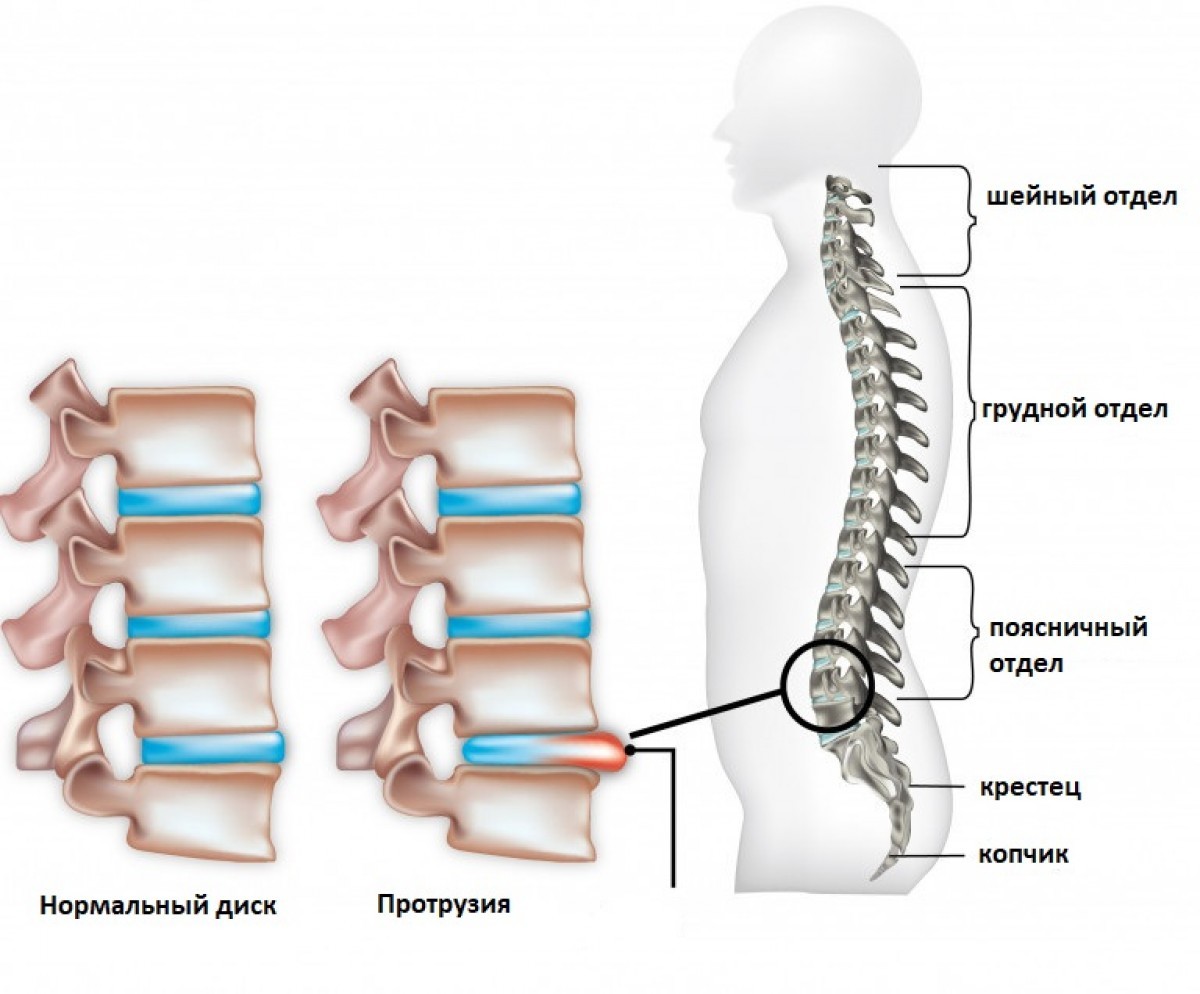
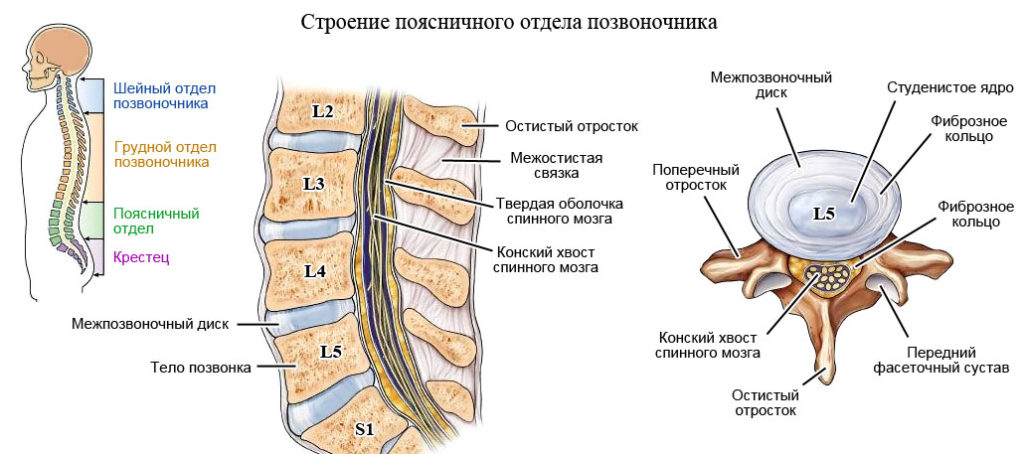
Для начала нужно уточнить терминологию. Что такое экструзия межпозвонковых дисков поясничного отдела – вкратце уже поговорили выше в статье. Сейчас более детально разберемся в физиологии и анатомии позвоночного столба.
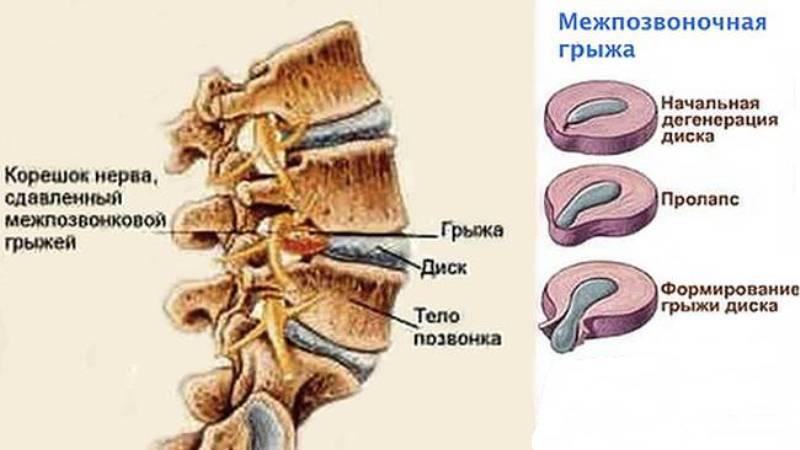
Итак, позвоночник человека – это основная опорная конструкция, состоящая из отдельных тел позвонков, соединённых между собой суставами и связками. Связки бывают длинные (задняя и передняя продольные) – они начинаются в области крестца и заканчиваются в районе затылочной кости. Вторая группа связок – кроткие (они связывают между собой два соседних позвонка).
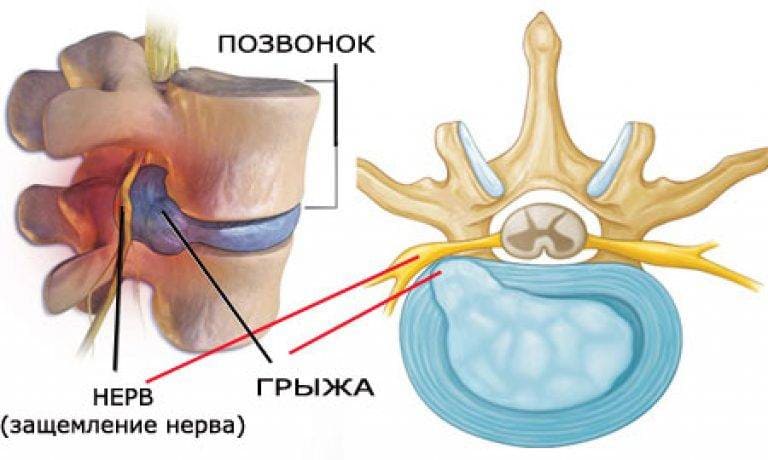
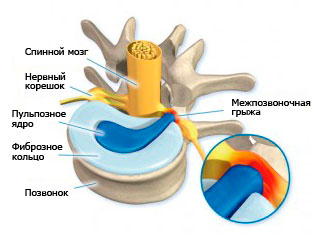
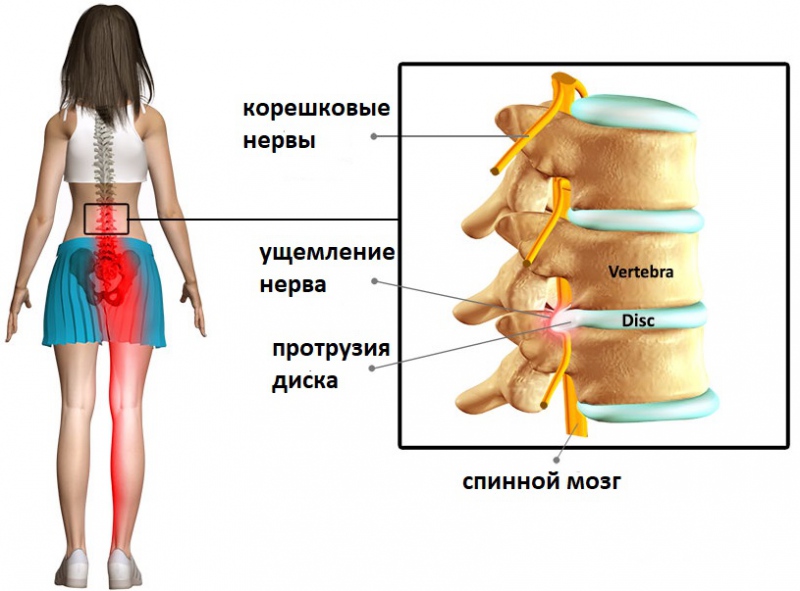
Практически все тела позвонков разделены между собой межпозвоночными дисками. Они состоят из плотной оболочки – фиброзного кольца, и внутреннего студенистого тела – пульпозного ядра. Эта конструкция обеспечивает амортизацию физической и механической нагрузки, защищает отходящие от спинного мозга корешковые нервы от компрессии соседними тела позвонков. Между межпозвоночным диском и телом позвонка находится замыкательная пластинка. В ней проходят кровеносные сосуды, они частично питают фиброзное кольцо. Но большую часть жидкости и растворенных в ней питательных веществ ткани межпозвоночного диска получают в результате диффузного обмена с окружающими их паравертебральными мышцами.
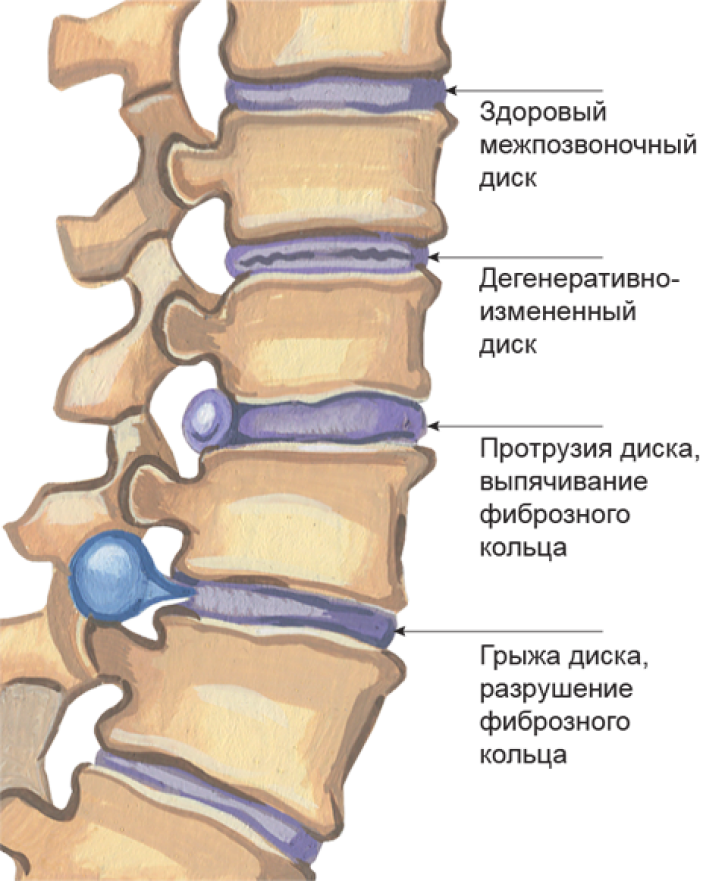
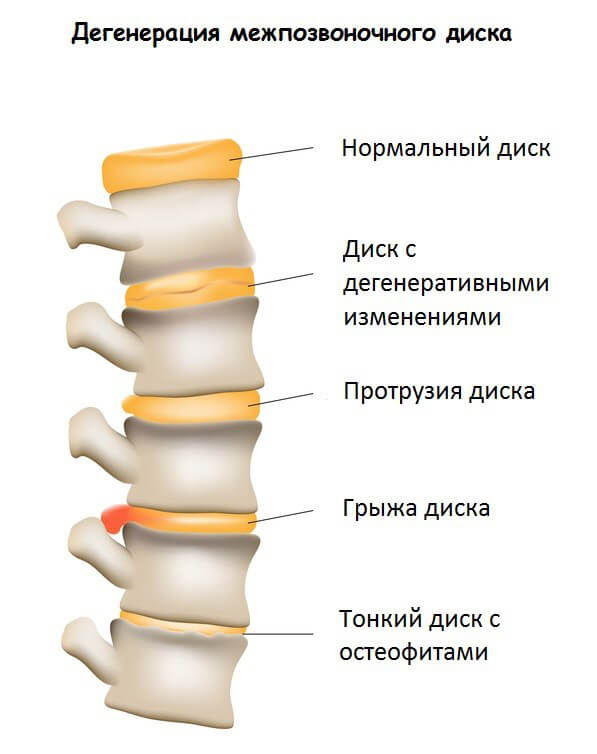
Поэтому при отсутствии регулярных физических нагрузок у человека возникает нарушение диффузного питания хрящевой ткани межпозвоночного диска. Начинается разрушительный дистрофический процесс. Он проходит через несколько этапов:
- начальные изменения практически не меняют структуру хрящевой ткани фиброзного кольца, при восстановлении работоспособности окружающих мышц все нарушения быстро регенерируются;
- обезвоживание тканей фиброзного кольца влечет за собой образование мелких неглубоких трещин на его поверхности;
- кальцинирование (отложение солей кальция в образовавшихся трещинах) приводит к тому, что фиброзное кольцо утрачивает способность усваивать выделяемую жидкость окружающими мышцами;
- начинается забор жидкости из расположенного внутри кольца пульпозного ядра;
- оно быстро утрачивает свою массу и теряет способность обеспечивать распределение амортизационной нагрузки;
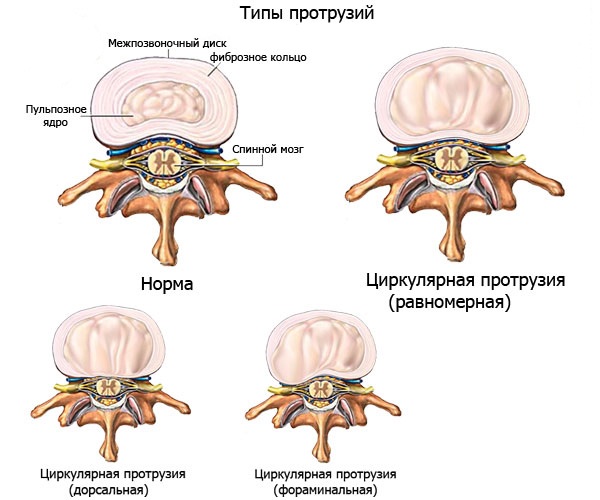
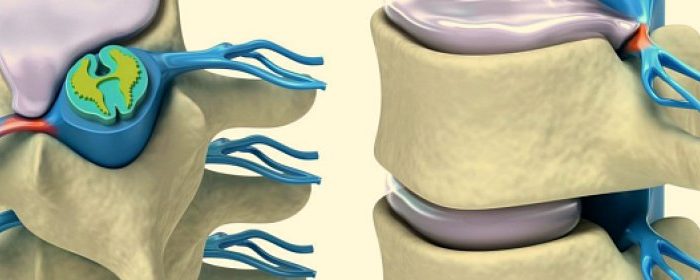
- начинается снижение высоты межпозвоночного диска с выходом его за пределы тела позвонка;
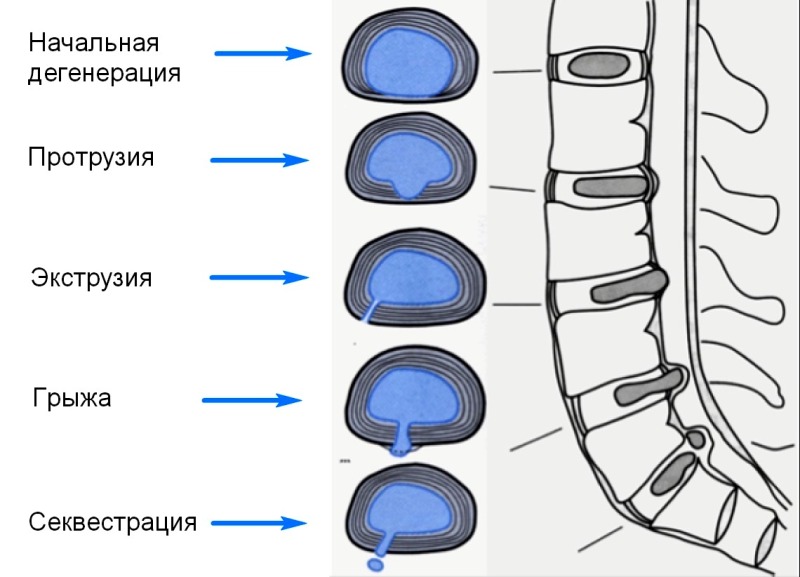
- появляются стойкие боли и скованность движения – это стадия протрузии;
- в дальнейшем происходит разрыв фиброзного кольца – это стадия экструзии;
- выход части пульпозного ядра – это стадия межпозвонковой грыжи;
- выход пульпозного ядра полностью или отрыв его части – это стадия секвестрированной грыжи (в этой ситуации пациенту уже не поможет мануальная терапия, необходимо хирургическое вмешательство с целью удаления поражённого сегмента межпозвоночного диска.
При протрузии и экструзии поясничного отдела необходимо срочно начинать лечение. Без восстановительной терапии эти стадии поражения фиброзного кольца могут в течение нескольких недель и даже дней спровоцировать появление грыжи. Лечить эту стадию будет гораздо сложнее и дольше. Поэтому, если после проведённого МРТ обследования было вынесено заключение о том, что имеются протрузии и экструзии межпозвоночных дисков в поясничном или пояснично-крестцовом отделе позвоночника, то не стоит медлить с обращением к опытному мануальному терапевту. Этот доктор сможете быстро и безопасно восстановить поврежденный межпозвоночный диск, вернет подвижность позвоночного столба, купирует болевой синдром.
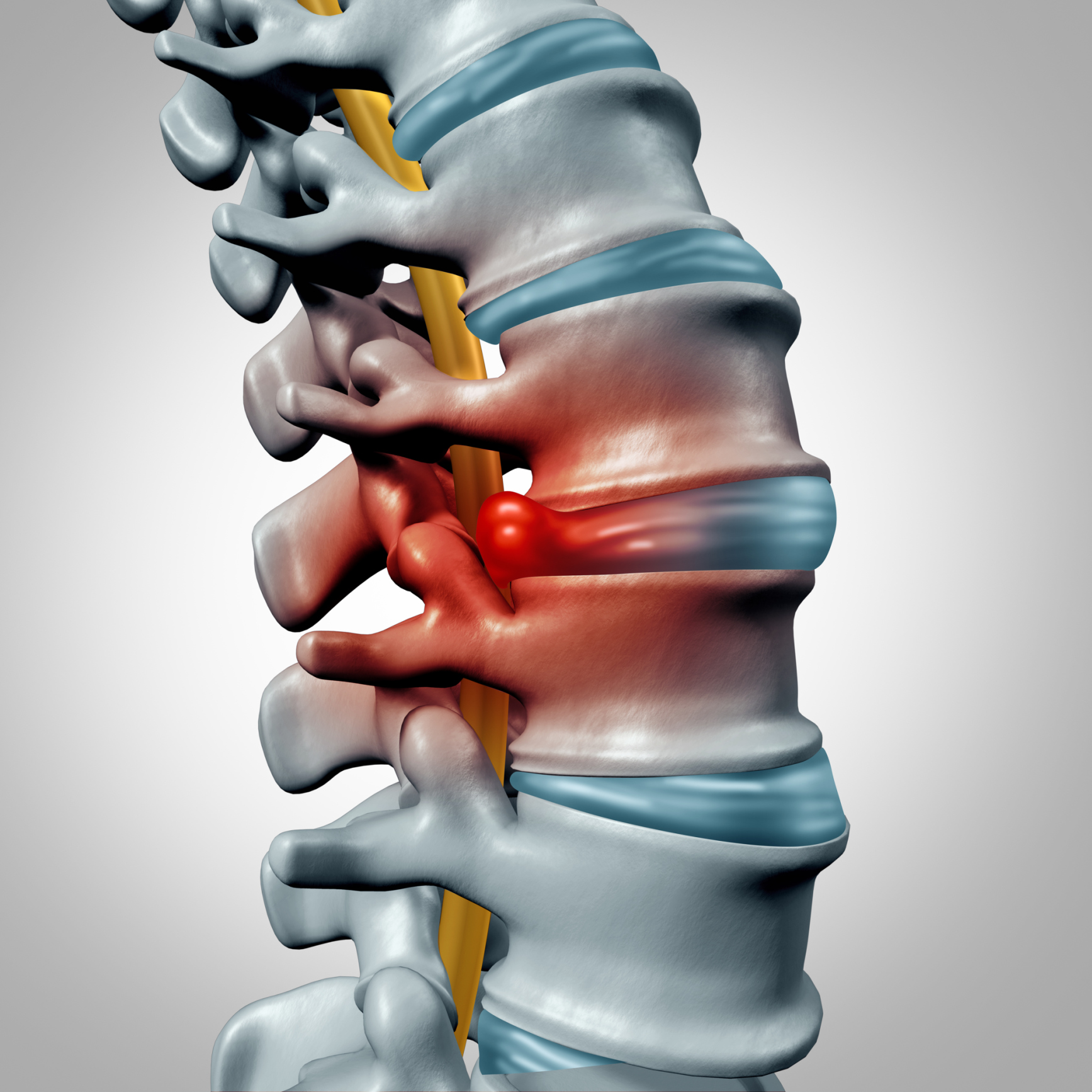
При набухании очага дегенерации происходит распространение воспалительного процесса. Выпячивание диска за пределы тела позвонка более чем на 5 мм приводит к тому, что сдавливаются кровеносные сосуды, нервные окончания. Начинается вторичный воспалительный процесс асептического характера. Он приводит к тому, что появляется сильнейшая сковывающая боль. При поражении седалищного нерва происходит распространение болевого синдрома по ноге. Может возникнуть мышечная слабость, парез мышц, онемение, парестезии и т.д.







