Оборонная промышленность
А военная обечайка — что это такое? В авиации, кораблестроении и производстве наземной военной техники также широко применяются обечайки. Везде, где есть люки — на кораблях, подводных лодках, самолетах, космических кораблях и танках, — они должны быть к чему-то прикреплены.
Кроме несущей функции, обечайки используются и для крепления запирающих устройств, систем вооружения и другого оборудования. Обечайками также являются и основания поворотных башен, в которых размещается артиллерийское или ракетное оружие или средства радиоэлектронной борьбы.
Надеемся, теперь вы точно знаете, что это такое — обечайка. И новый термин больше не поставит вас в тупик.
Изготовление обечаек
Предоставляем услуги по изготовлению металлических изделий из стального листа до 14 мм.На нашем ЧПУ станке, производства Италия ROCCIA.
Вольцы 4-х вольковые, позволяют изготовить изделия различных форм.
Обечайка — это открытый цилиндрический или конический элемент металлоконструкции (типа обода, барабана, кольца, короткой трубы). Обечайки изготавливаются методом. Гибка листа осуществляется в вальцах (листогибочной машине), толстолистовая сталь деформируются с предварительным подогревом.
Обечайки находят применение в строительной, металлургической, нефтеперерабатывающей промышленности. Самое большое количество заказов на производство обечайки мы получаем от машиностроительных предприятий.
Обечайки производятся для дальнейшего использования:
- в сварных металлоконструкциях: аппаратов, труб, котлов, баков, силосов, резервуаров, емкостей;
- в качестве заготовки: стальных бандажей, фланцев, бандажных колец, крановых барабанов, тормозных барабанов, конвейерный барабанов, роликов, патрубков, подбандажной обечайки вращающихся печей и других элементов промышленного нестандартного оборудования;
- в кожухах магистралей и конструкций опор мостов, водоводов, канализаций, переходов;
- для изготовления промышленных дымовых труб, вентиляционных труб, газоходов.
- деталей технологических трубопроводов: отводы сварные, тройники, переходы, патрубки из нержавейки, компенсаторы, опоры трубопроводов.
- Вальцевание обечайки, Вальцовка алюминиевого листа, Вальцовка алюминия, Вальцовка алюминия листового, Вальцовка завод, Вальцовка коническая, Вальцовка конуса из листового металла, Вальцовка конуса на вальцах, Вальцовка конусов, Вальцовка листа, Вальцовка листа по радиусу, Вальцовка листа услуга, Вальцовка листа цена, Вальцовка листового, Вальцовка листового материала, Вальцовка листового металла, Вальцовка листового металла москва, Вальцовка листового металла цена, Вальцовка листовой стали, Вальцовка металла, Вальцовка металла москва, Вальцовка металла цена, Вальцовка нержавейки в москве, Вальцовка обечаек, Вальцовка стали, Вальцовка стального листа 14мм конус на вальцахВальцовка толстого листового металла, Вальцовка толстолистового металлаВальцовка толстостенных обечаек, Вальцовка трубы из нержавейки, Вальцовка чпу, Гибка обечаек, Завод обечайки, Заготовка обечайки, Изготовим обечайки, Изготовление обечаек, Изготовление обечаек из листовой стали, Изготовление обечайки из металла, Коническую обечайку, Металлические обечайки, Обечаечные трубы, Обечайка из листа, Обечайка из листовой стали, Обечайка большого диаметра, Обечайка колодца, Обечайка купить, Обечайка купить цена, Обечайка нержавеющая сталь, Обечайка производство, Обечайка толстостенная, Обечайка цена, Производители обечаек, Производство обечаек из листа, Стальная обечайка, Станки для вальцовки листа, Стоимость вальцовки листового металла, Услуги по вальцовке листового металла, Услуги вальцовка, Услуги вальцовки металла, Услуги вальцовки москва, Цилиндрическая обечайка.
Технология вальцовки листового металла.
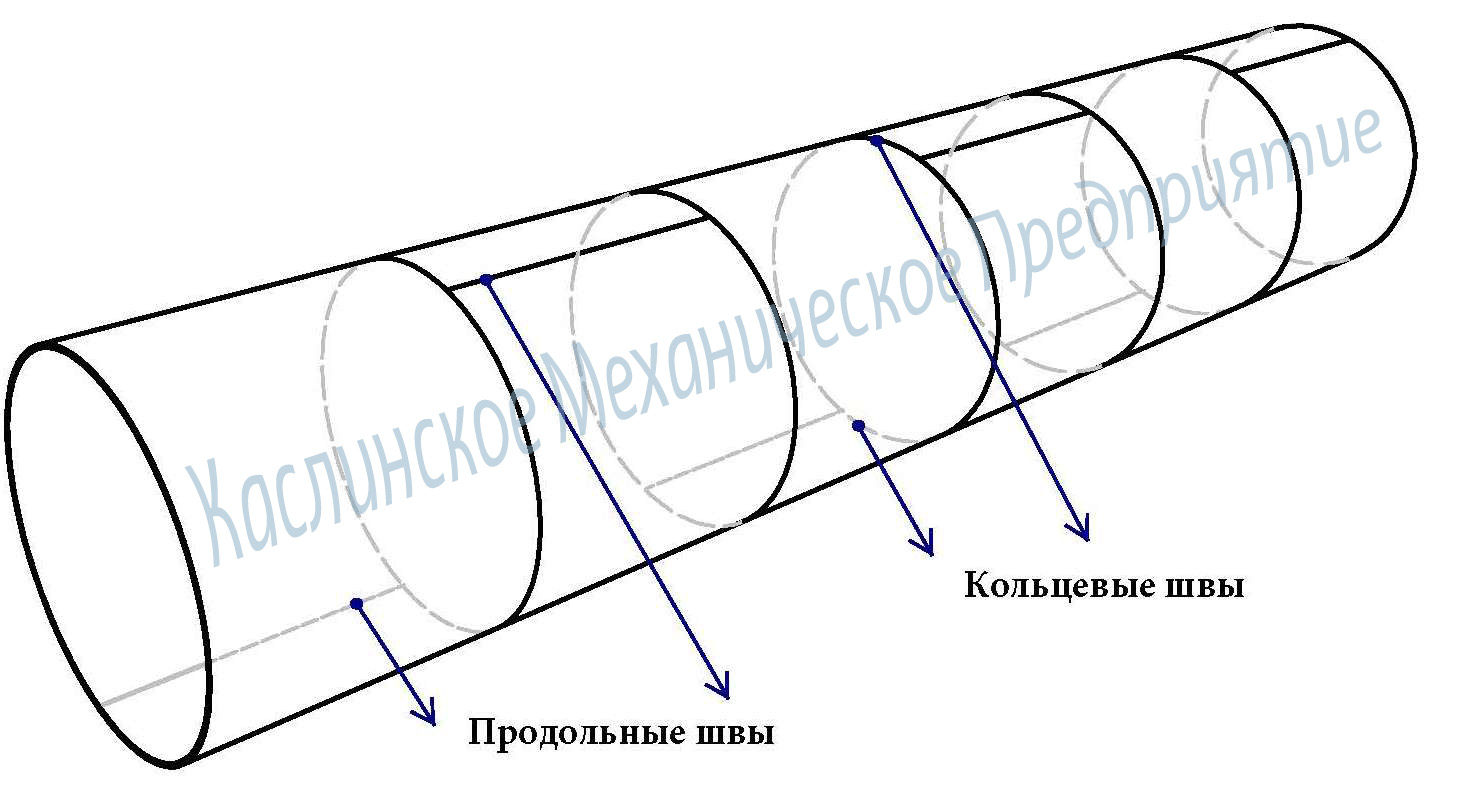
В сварочно-сборочном цехе имеется более десяти единиц вальцовочного оборудования, в том числе трех и четырехвалковая листогибочная машина позволяющая гнуть листы стали 09Г2С длинной до 3000 мм., толщиной до 14 мм. При этом минимальный внутренний диаметр получаемой заготовки 350 мм. Возможности оборудования позволяют вальцевать лист в различные формы обечайки: цилиндрическую, коническую, сферическую. Раскрой листового металла производится на портальной машине газо-плазменного раскроя металла. Операции сварки обечайки производится с использованием опорных роликовых вращателей, сварочных позионеров и манипуляторов. Сварка продольного и кольцевого шва может производится полуавтоматические установки для сварки под флюсом. Термическое оборудование представлено газовыми печами для нормализации и нагрева заготовки. В соответствии с требованиями к качеству продукции и технических условий заказчика на предприятии производится 100% контроль сварных швов ультразвуком (УЗК). По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Казань, Челябинск, Омск, Самара, Ростов-на-Дону, Уфа, Красноярск, Пермь, Воронеж, Волгоград, Краснодар, Саратов, Тюмень, Тольятти.
Цилиндические обечайки, производство цилиндрических обечаек в Екатеринбурге
ИЗГОТОВЛЕНИЕ ОБЕЧАЙКИ
Материал
Для изготовления обечаек применяется материал, поддающийся холодной деформации. В случаях, когда материал склонен к образованию дефектов при холодном формообразовании (в частности появление трещин, изломов), применяют метод горячей вальцовки.









Для производства обечаек, наряду с другими элементами сосудов, используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
Заготовка для обечаек
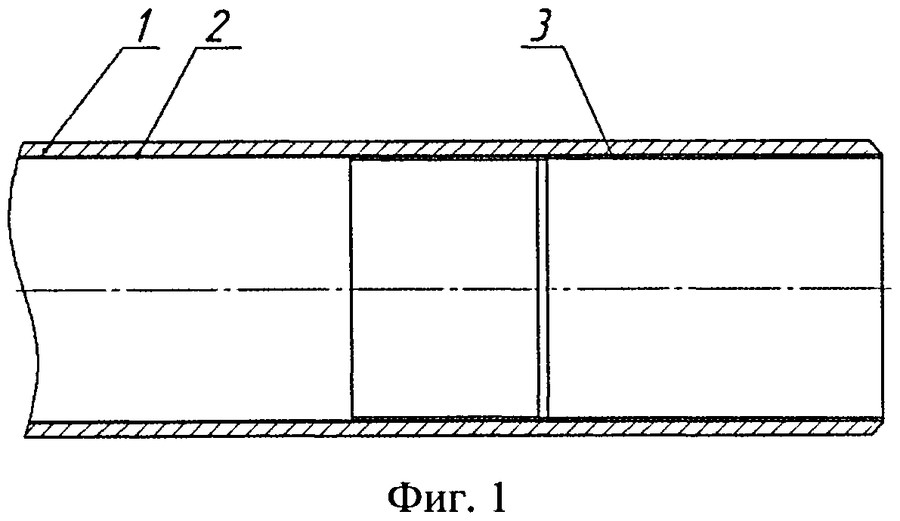
Обечайки изготавливаются из цельной заготовки или сваренной из 2-х и более частей в соответствии с ГОСТ Р 52630-2012. Обечайки из цельной заготовки имеют ограничение в максимальном размере, обусловленное размером исходного листа металла стандартного раскроя. Такой лист имеет ширину до 2000мм и длину до 6000мм. В случае необходимости возможно использование листового металла специального проката, шириной до 5000мм и длиной до 12000мм, при этом обечайка, изготовленная из цельной заготовки, будет иметь максимальный диаметр до 3800мм и ширину до 3000мм. Ширина обечайки в данном случае ограничена шириной валков гибочной машины.
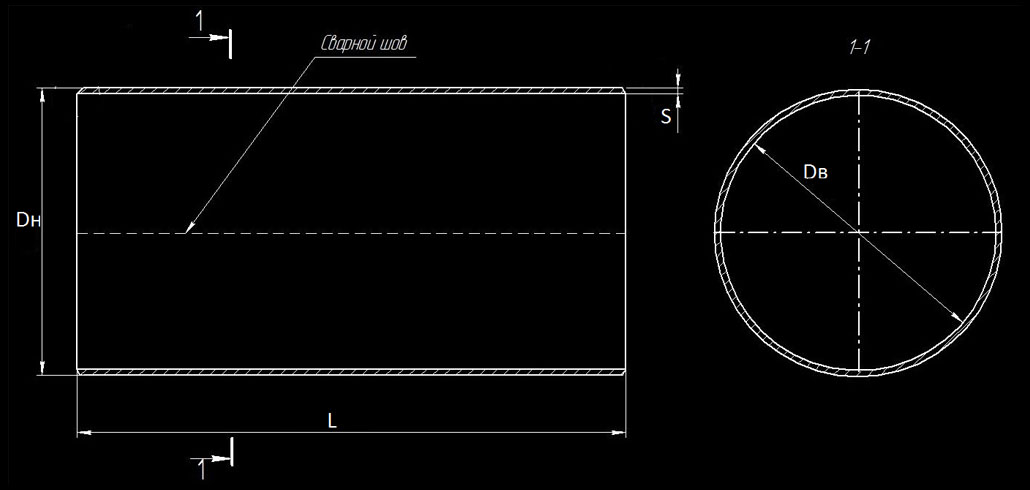
Любая обечайка будет иметь как минимум один продольный сварной шов. Наибольшее распространение при производстве обечаек получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль.
Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
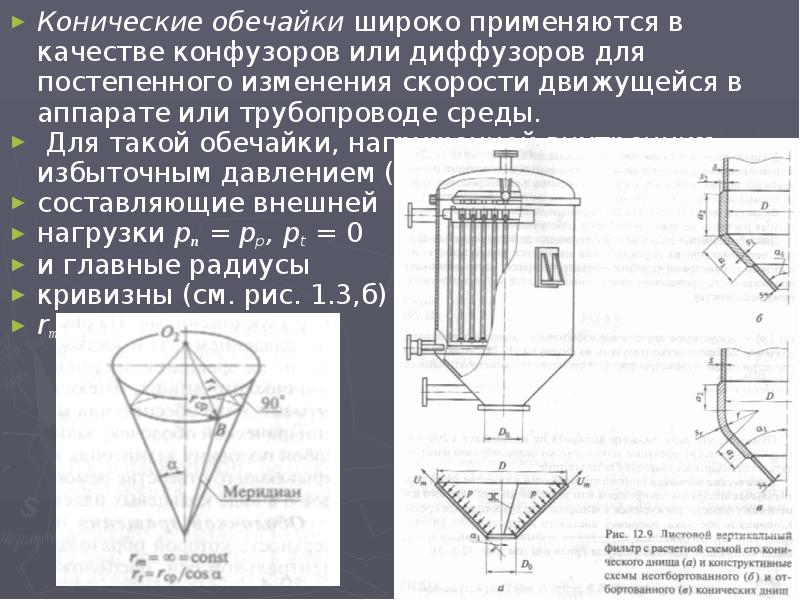
Для придания формы при изготовлении обечайки используют специальную листогибочную машину – вальцы. Такие машины представляют собой станину с расположенными на ней рабочими органами – валками. Валков может быть от 3-х и более. Наиболее точную форму обечайки позволяет получить четырехвалковая гибочная машина. В процессе изготовления конической обечайки заготовка подается в вальцы, и посредством постепенной прокатки с одновременной вертикальной подачей верхнего валка – изделию придается необходимая форма.
Ограничение технологических параметров обечаек обусловлено следующими факторами:
- Минимальный диаметр – ограничен диаметром верхнего валка листогибочной машины. Мы изготавливаем обечайки диаметром от 130мм.
- Максимальный диаметр – в варианте секционной сборки — не ограничен.
- Минимальная толщина стенки – не ограничена.
- Максимальная толщина стенки – ограничена пределом прочности верхнего валка, который установлен заводом-изготовителем вальцов. Мы изготавливаем обечайки толщиной стенки до 40 мм.
- Минимальная высота – не ограничена.
- Максимальная высота – ограничена шириной валков гибочной машины. Мы изготавливаем обечайки высотой до 3000мм без кольцевого сварного шва.
Для того чтобы избежать прямого участка в области стыковки кромок обечайки используется набор оправок. В результате мы получаем равномерное кольцевое сечение обечайки.
Термическая обработка
Для придания необходимых механических свойств обечаек производят их термообработку.
Необходимость проведения термообработки при производстве устанавливается требованиями ГОСТ Р 52630-2012 и конструкторской документации.
Механическая обработка
Для дальнейшего использования обечайки при изготовлении сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: обработку торца под приварку днища; под приварку штуцеров, отводов и др. элементов к обечайке и т.д.








Производители сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям обечайки поставляются без механической обработки торцевой части.
Для производителей сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.
remmg.ru
Бытовое применение
Люди начали использовать обечайки в доисторические времена. То есть к ним относилась боковая часть любой цилиндрической или конической посуды, например берестяного туеска, свернутого из куска березовой коры. Когда впоследствии было освоено производство жестяных ведер и тазов — их боковая стенка также являлась обечайкой.
А вне посуды что такое обечайка? Это прежде всего часть корпуса резонатора самых разнообразных музыкальных инструментов- струнных и ударных. Обечайку имеет и балалайка, и гитара, и контрабас, и барабан. Кстати, обечайку барабана называют кадлом.

С развитием технологий литья канализационные люки приобрели чугунные обечайки — это присоединенное к трубе или сосуду основание люка, на которое укладывается его крышка. В последнее время и крышки, и обечайки люков стали делать из композитных материалов.

Еще один пример обечайки — это всем известное бетонное кольцо, из которых набирают трубы колодцев.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.
Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.








Вальцовка
Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает:
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.
Завершающий этап
В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы:
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
Назначение:
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
Способы отбортовки аналогичны разбортовке:
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.
Шлифование
Является способом отделочной обработки, который может осуществляться:
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.







Обечайка для колонной структуры
При возведении мостов, эстакад, укреплении уже существующих опор различного
назначения обечайка используется как надежная опорная конструкция. Надежность и
прочность достигается тем, что изготовление обечайки, ее вальцевание и сварка проходит в промышленных условиях при применении
высокоточного и технологичного современного немецкого оборудования фирмы KNUTH, которое редко
встречается в нашей стране из за своей высокой стоимости и высоких требованияй
к квалификации персонала, работающего на данном оборудовании.
Отличительной особенностью применяемого оборудования является возможность
изготавливать толстостенные стальные обечайки, трубы, отводы, переходы и
цилиндры. Мы являемся одним из немногих российских производителей выпускающих
данную продукцию, где изготовленные обечайки проходит все необходимые
технологические этапы производства, вплоть до конечной проверки на сплошную
спайку и прочность.
Череповецкий трубопрокатный завод по праву является одним из лидеров на
российском рынке по производству толстостенной
обечайки (и др. смежной продукции) и неоднократно наша продукция (в том числе
стальная электросварная обечайка) признавалась «товаром года» и получала другие
награды различными авторитетными экспертными организациями (АНО НИИ
«СТАТЭКСПЕРТ», СовАск, МФЭС).
Цилиндрическая обечайка, стальные конусы используется при возведении мостов
разной протяженности и грузоподъемности. Необходимого диаметра и толщины
обечайка устанавливается как элемент опорного корпуса, и чаще всего заливается
бетонирующей смесью. Заказывается изготовление обечайки в соответствии с
проектными расчетами. В тщательном заложении опорных строительных конструкций
обечайка играет роль статичного опорного элемента.
Для коммерческих организаций, частных лиц или государственных организаций
Череповецкий трубопрокатный завод изготавливает опорные детали (обечайки) от 250 до 4500 мм в диаметре. Любого
размера обечайка может применяться в различных строительных сферах, являясь
основным или дополнительным средством опоры. Когда изготовление обечайки оформлено
заказом на Череповецком трубопрокатном заводе, то заранее оговаривается, нужна
ли обечайка для колонной структуры или для трубопровода. От этого зависит,
какой избрать метод вальцовки и сварки, чтобы изготовление обечайки прошло в
соответствии с технологическими нормами и требованиями, применяемыми для нашей
продукции. Сварной шов нашей обечайки изготавливаетс автоматическим или
полуавтоматическим методом в в зависимости от типа обечайки и области ее
применения.
Цилиндрическая или конусная обечайка также является востребованным видом
продукции и проверенным опорным и протекторным элементом, изготовление
цилиндрических и конусных стальных обечаек не уступает, а зачустую является
более сложным технологическим процессом. Сегодня изготовление конусной обечайки
сварной из заготовки проходит исключительно по конкретного заказу, и каждая
партия продукции является уникальной, изготовленной по индивидуальным размерам
и толщинам, требуемым заказчикам.
Промышленная обечайка: что это такое?
Боковая часть любого цилиндрического или конического сосуда также представляет собой одну или соединение нескольких обечаек. При изготовлении корпусов атомных или химических реакторов по требованиям конструкторов приходится изготовлять сосуды, находящиеся под высоким давлением и в агрессивных средах. Причем длина такого сосуда намного превышает возможности литейных цехов и станков для механической обработки.
Выход есть — корпус разбивают на части. Боковые стенки реактора делят на несколько (до десяти) колец — цилиндрических обечаек, каждая из которых по размерам позволяет отлить ее и обработать по отдельности на существующем оборудовании. После механической обработки, доводящей размеры элементов корпуса до заданных, их соединяют вместе на сварочных стендах длиной в несколько десятков метров. Крышку и днище корпуса реактора также делят на сегменты, которые сваривают вместе и на последнем этапе приваривают к сборке из нескольких обечаек, достигая таким образом целостности корпуса.

Для сосудов меньших размеров и меньшего давления применяют другой метод изготовления обечаек — их не отливают, а изгибают из стальных листов на вальцах и сваривают или склепывают по продольному шву.
Бытовое применение
Люди начали использовать обечайки в доисторические времена. То есть к ним относилась боковая часть любой цилиндрической или конической посуды, например берестяного туеска, свернутого из куска березовой коры. Когда впоследствии было освоено производство жестяных ведер и тазов — их боковая стенка также являлась обечайкой.
А вне посуды что такое обечайка? Это прежде всего часть корпуса резонатора самых разнообразных музыкальных инструментов- струнных и ударных. Обечайку имеет и балалайка, и гитара, и контрабас, и барабан. Кстати, обечайку барабана называют кадлом.
С развитием технологий литья канализационные люки приобрели чугунные обечайки — это присоединенное к трубе или сосуду основание люка, на которое укладывается его крышка. В последнее время и крышки, и обечайки люков стали делать из композитных материалов.




Еще один пример обечайки — это всем известное бетонное кольцо, из которых набирают трубы колодцев.







