Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
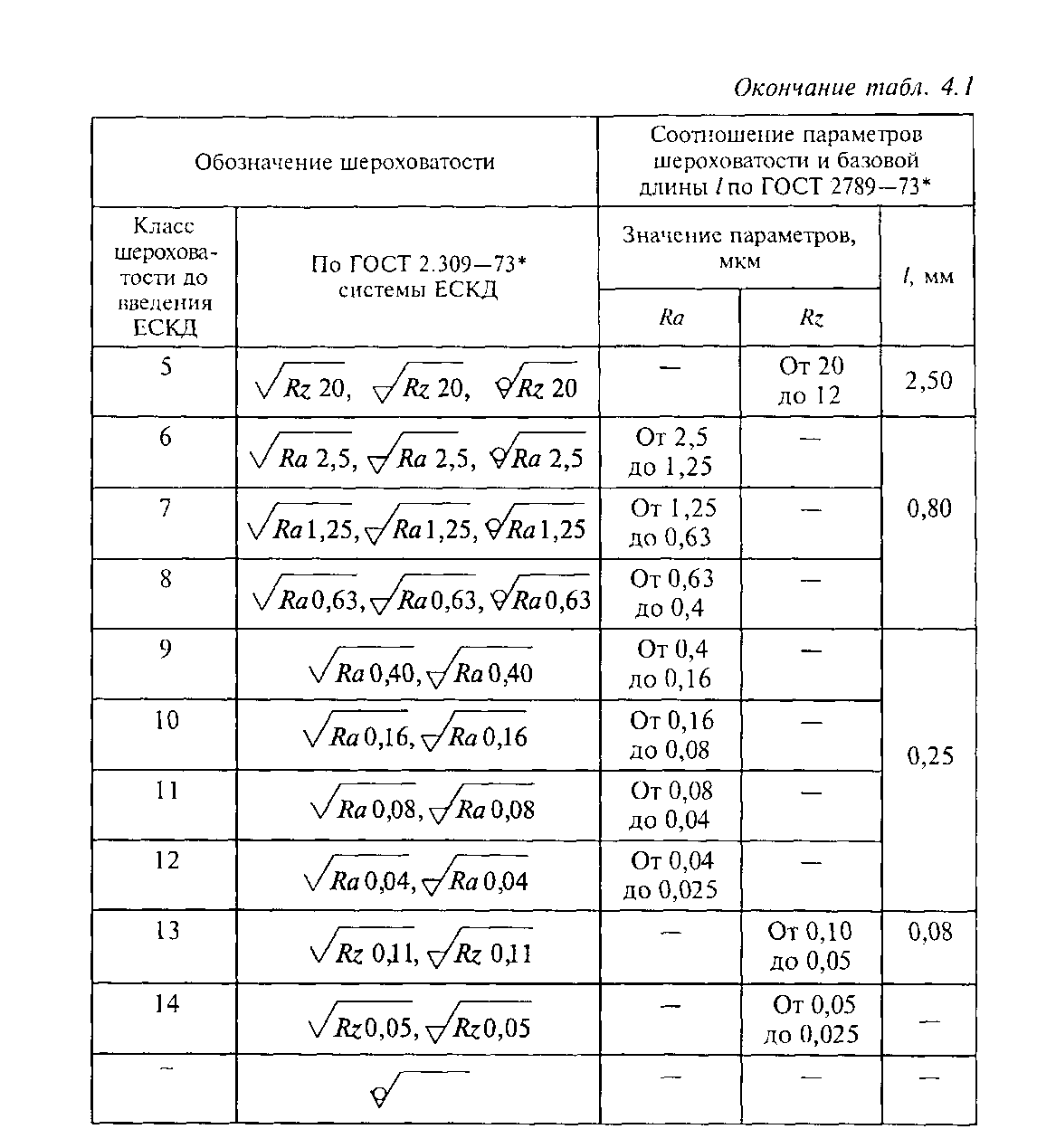
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Особенности параметров и измерения
Поскольку для многих пользователей может быть неочевидным, что на самом деле означает каждое из измерений, инструмент моделирования позволяет пользователю настраивать ключевые параметры, визуализируя поверхности, которые явно отличаются от человеческого глаза, различаются измерениями. Например, некоторые параметры не могут различить две поверхности, где одна состоит из пиков, а другая – из впадин с одинаковой амплитудой.

По соглашению каждый параметр 2D-шероховатости представляет собой заглавную букву R, за которой следуют дополнительные символы в нижнем индексе. Нижний индекс определяет формулу, которая использовалась, а R означает, что формула была применена к 2D-профилю шероховатости.
Различные заглавные буквы означают, что формула была применена к другому профилю. Например, Ra — среднее арифметическое для профиля шероховатости, Pa — среднее арифметическое для нефильтрованного необработанного профиля, а Sa — среднее арифметическое для трехмерной шероховатости.
Примечания
- ISO 8503: Подготовка стальных поверхностей перед нанесением красок и подобных покрытий. Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом. Часть 1: Спецификации и определение компараторов профиля поверхности ИСО для оценки поверхностей, очищенных обдувкой абразивом
- ISO 8503 Часть 2: Метод классификации профиля стальной поверхности, очищенной обдувкой абразивом, с применением компараторов.
- ISO 8503 Часть 3: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением микроскопа.
- ISO 8503 Часть 4: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением измерительного прибора с механической записью.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
-
Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.

![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://rusinfo.info/wp-content/uploads/1/6/d/16d86e1cce43d5a82c30be4070ca1fb8.jpg)



ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Квалитет
Квалитет (в русском от нем. Qualität, которое от лат. qualitas — качество) — характеристика точности изготовления изделия (детали), определяющая значения допусков.
Квалитет является мерой точности. С увеличением квалитета допуск увеличивается, а точность понижается.
- Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
- Квалитеты с 01 до 4-го используются для изготовления калибров и контркалибров.
- Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения — относительные положения составных частей изделия, характеризуемые соприкосновением их поверхностей или зазором между ними, заданными конструкторской документацией. Примером таких сопряжений могут быть, ГЦС — гладкие цилиндрические соединения).
- Квалитеты от 13-го до 17-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.
- Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance),
- IT, мкм = K * i,
- где K — квалитет (число единиц допуска), i — единица допуска, мкм.
- На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером i=0.45D3+0.001D{\displaystyle i=0.45{\sqrt{D}}+0.001D}, мкм.
- Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286-1:2010, а также ГОСТ 25346-89..
Значение допусков для размеров основного отверстия до 500 мм:
| Размер, мм | Допуск, мкм, при квалитете | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | ||
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3—6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6—10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.

Проводимые изменения
В машиностроении и других отраслях промышленности, в которых проводится создание деталей путем снятия материала различными методами обработки, довольно часто встречается ситуация, когда мастеру предоставляется только чертеж, на основании которого он должен выбрать тип режущего инструмента и режимы работы. Примером можно назвать случай с резьбовыми поверхностями. Обозначение арифметического показателя отклонения профиля используется для определения класса шероховатости, после чего во время обработки проводится контроль качества поверхности. Пример можно назвать профилографы. Структура поверхности проверяется после каждого этапа обработки и доводится до нужного показателя





Именно поэтому важно понимать обозначения и уметь их использовать во время обработки
Поверхность почвы
Шероховатость поверхности почвы (SSR) относится к вертикальным изменениям, присутствующим в микро- и макрорельефе поверхности грунта, а также к их стохастическому распределению. Существует четыре различных класса SSR, каждый из которых представляет характерную вертикальную шкалу длины:
- первый класс включает изменения микрорельефа от отдельных зерен почвы до агрегатов порядка 0,053–2,0 мм;
- второй класс состоит из вариаций почвенных комков от 2 до 100 мм;
- третий класс шероховатости поверхности почвы — это систематические перепады высот из-за обработки почвы, называемые ориентированной шероховатостью (ОШ), в диапазоне от 100 до 300 мм;
- четвертый класс включает в себя планарную кривизну или макромасштабные топографические особенности.

Два первых класса объясняют так называемую микрошероховатость, которая, как было показано, в значительной степени влияет на событие и сезонную шкалу в зависимости от количества осадков и обработки почвы соответственно. Микрошероховатость чаще всего определяется количественно с помощью случайной шероховатости, которая, по сути, является стандартным отклонением данных о возвышении поверхности слоя вокруг среднего значения высоты после коррекции на уклон с использованием плоскости наилучшего соответствия и устранения эффектов обработки почвы в отдельных показаниях высоты. Воздействие осадков может привести к ухудшению или увеличению микрошероховатости, в зависимости от начальных условий и свойств почвы.
На шероховатых поверхностях грунта действие отрыва дождевых брызг имеет тенденцию сглаживать края шероховатости поверхности почвы, что приводит к общему снижению RR. Однако недавнее исследование, в котором изучалась реакция гладких поверхностей почвы на количество осадков, показало, что RR может значительно увеличиться при малых начальных масштабах микрошероховатости порядка 0-5 мм. Также было показано, что увеличение или уменьшение согласовано между различными показателями SSR.
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
- Базовая длина — длина базовой линии l, длина линиии, используемой для выделения неровностей.
- Средняя линия — средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля — не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где «p» — значение уровня сечения профиля. |
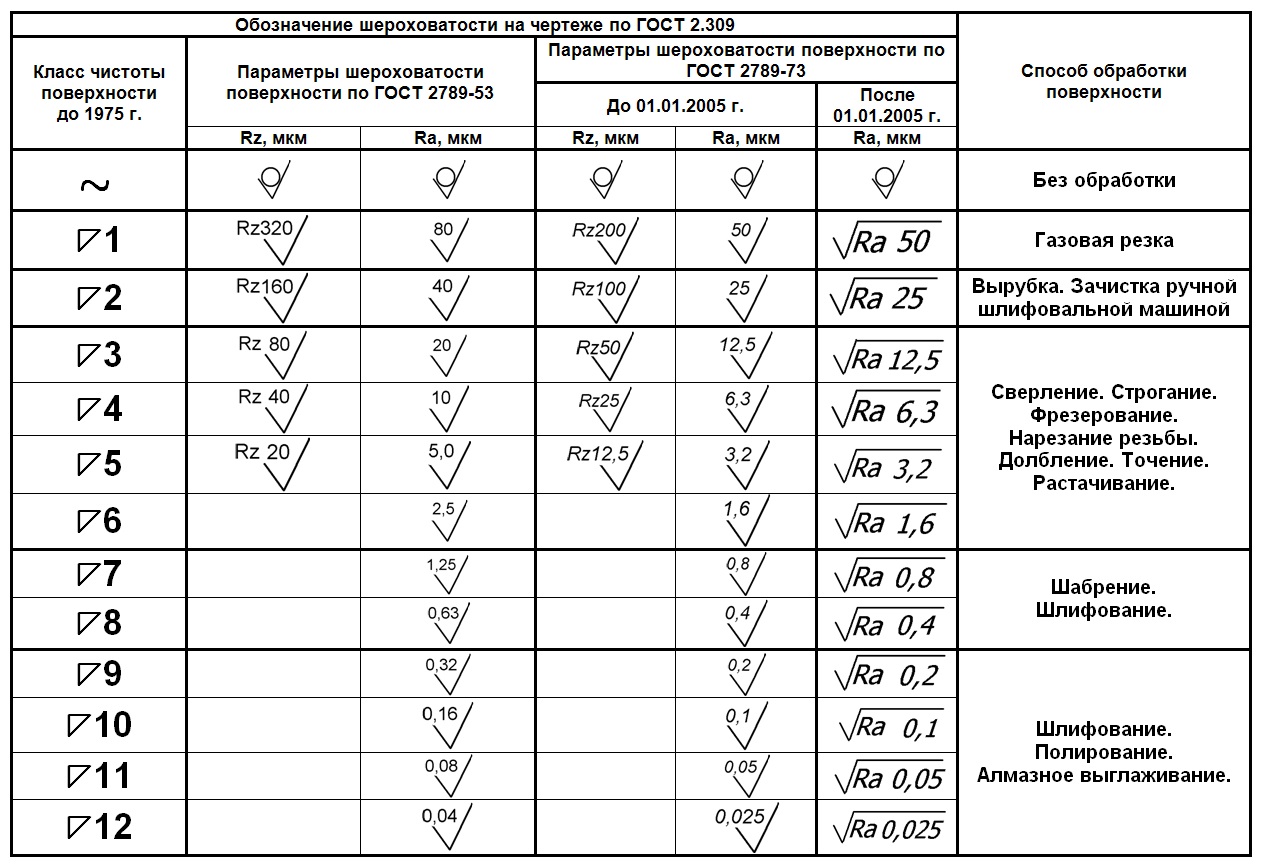
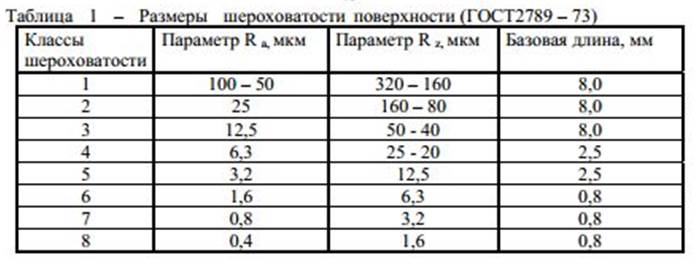
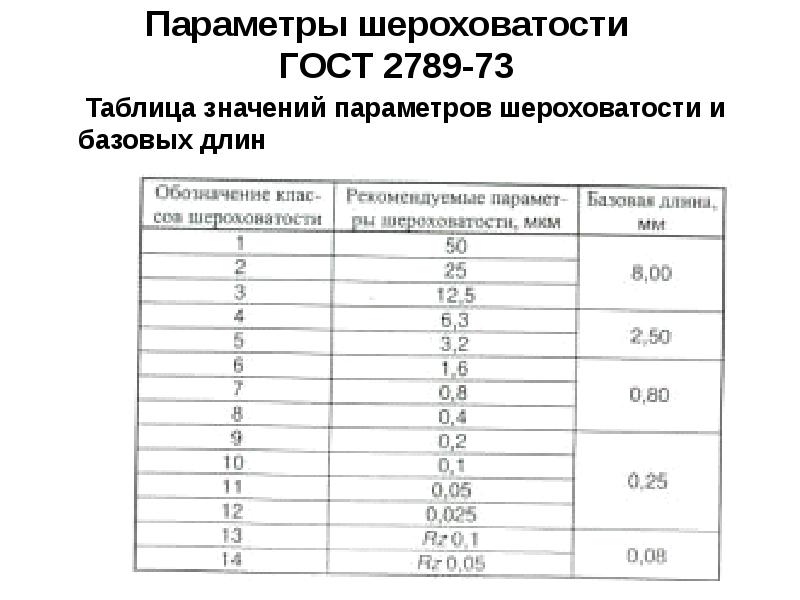
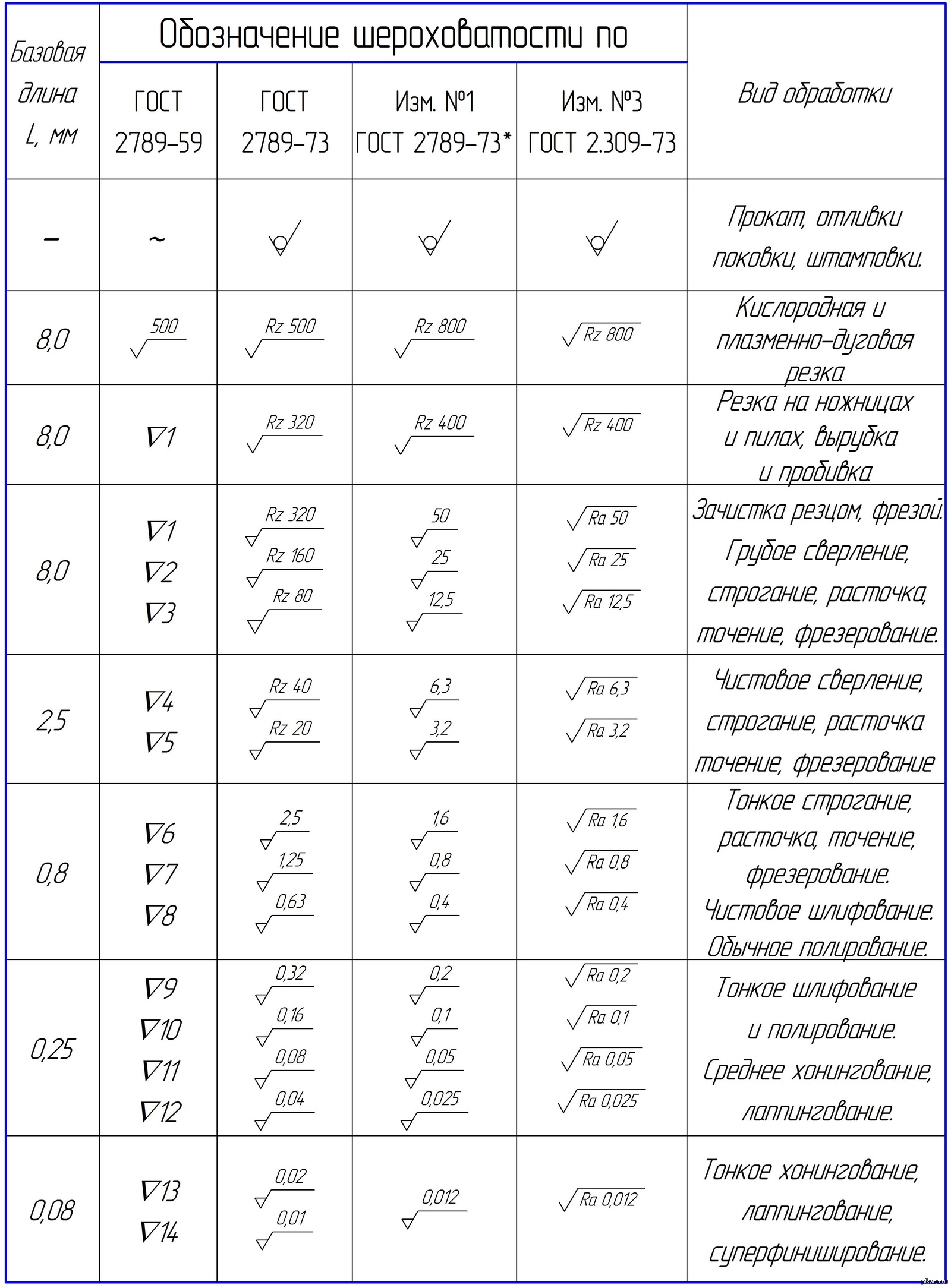
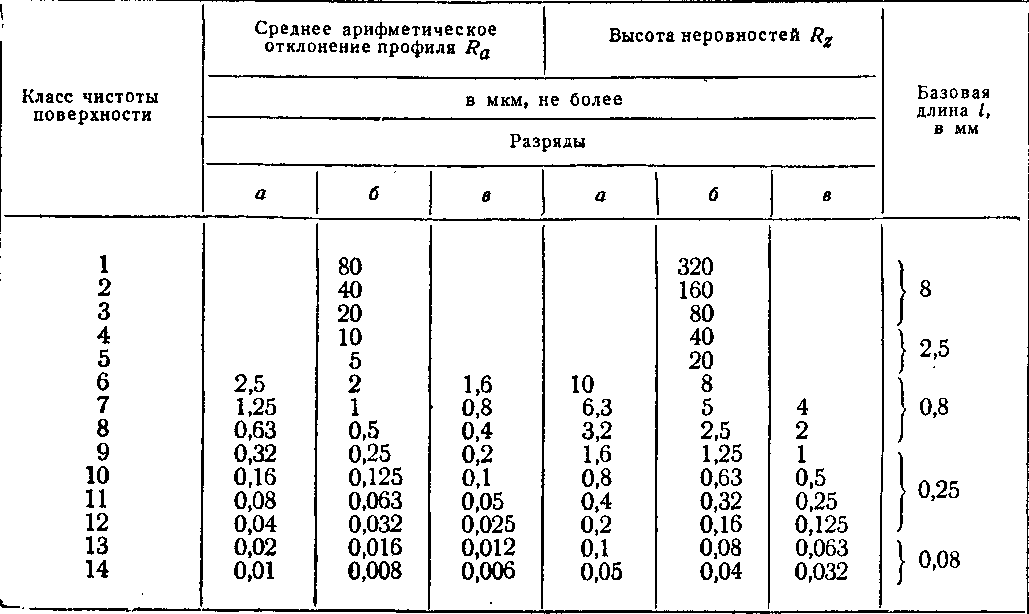
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
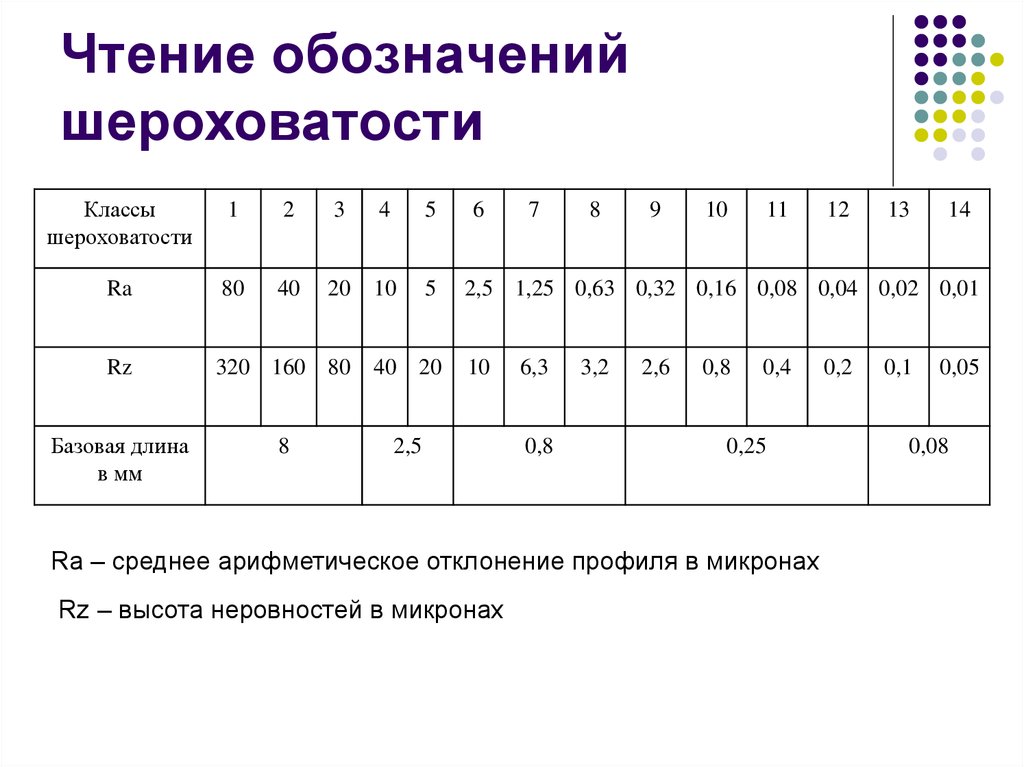
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20;16,0;10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
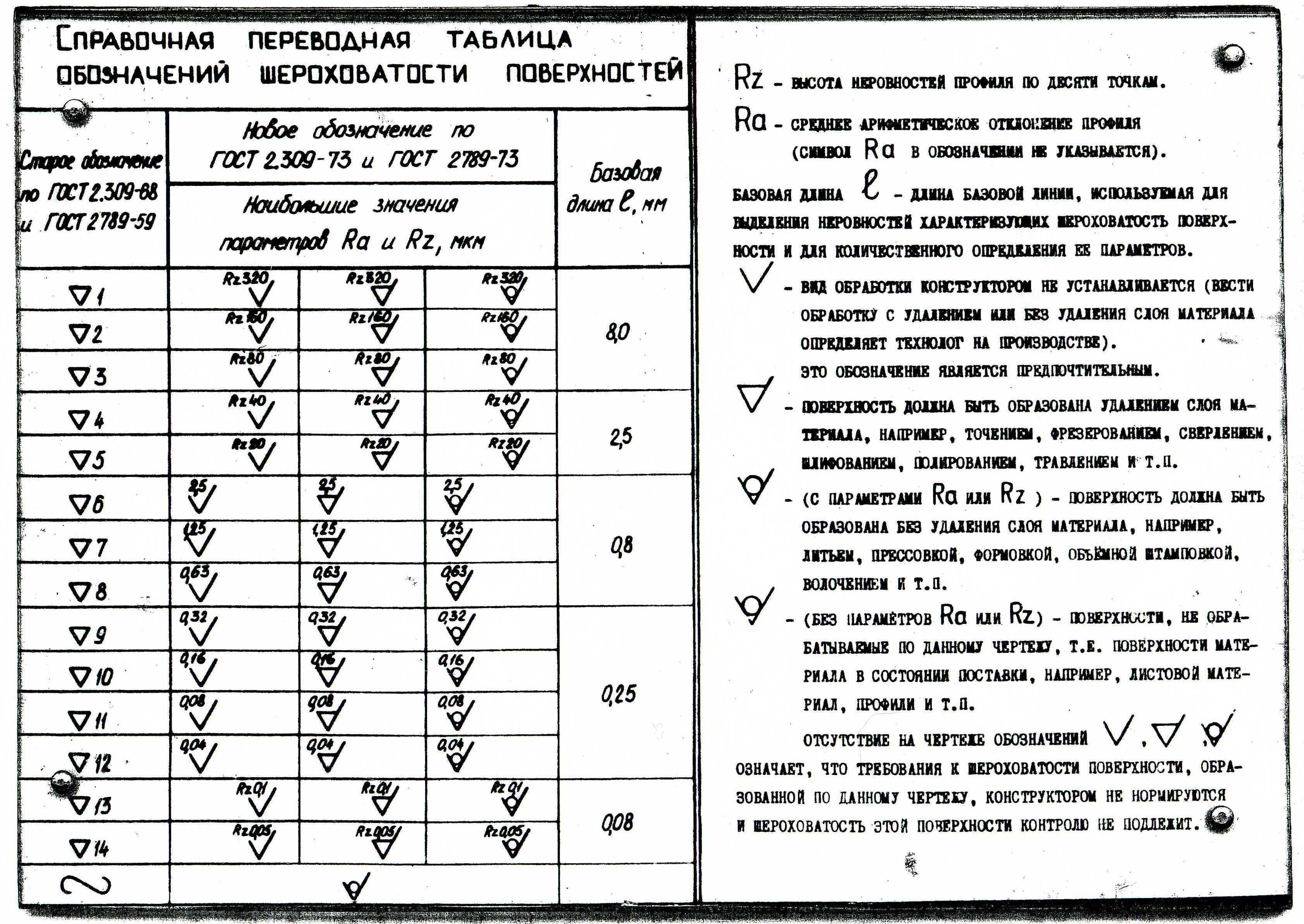
Обозначение шероховатости на чертежах. Структура обозначения
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
- — Ra указывается без символа, а другие параметры с символом.
- — При указании диапазона параметров записывают пределы в 2 сроки:
| 1,25 1,00 |
Rz 0,080 0,063 |
t60 50 80 |
- — Номинальное значение параметра записывается с предельным отклонением
- — При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
- — Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице «Значения параметров Ra и Rz для указанных классов шероховатости» выше, то базовую длину в обозначении шероховатости не указывают.
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
| Рис.1 — вид обработки поверхности не устанавливается | Рис.2 — обработка поверхности со снятием слоя материала (токарная, фрезерование….) | Рис.3 — обработка поверхности без снятия слоя материала (ковка, литье….) |
| Вид обработки поверхности указывется только в том случае, если другим видом обработки указанное качество поверхности не получить. | ||
| H=(1,5-3)h, h — примерно равна высоте размерных цифр |
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).



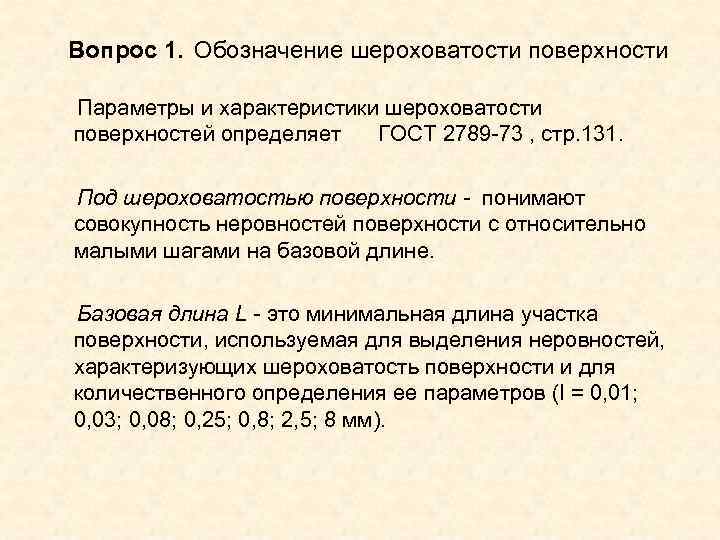
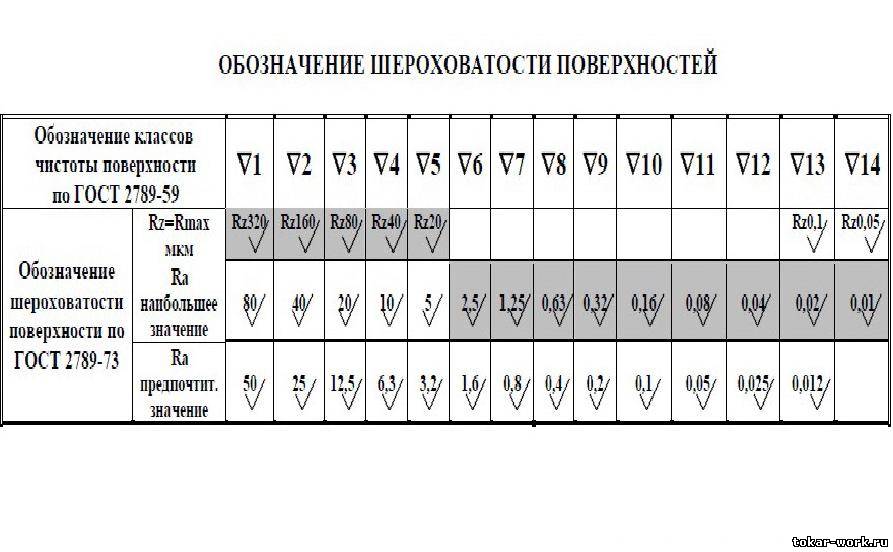


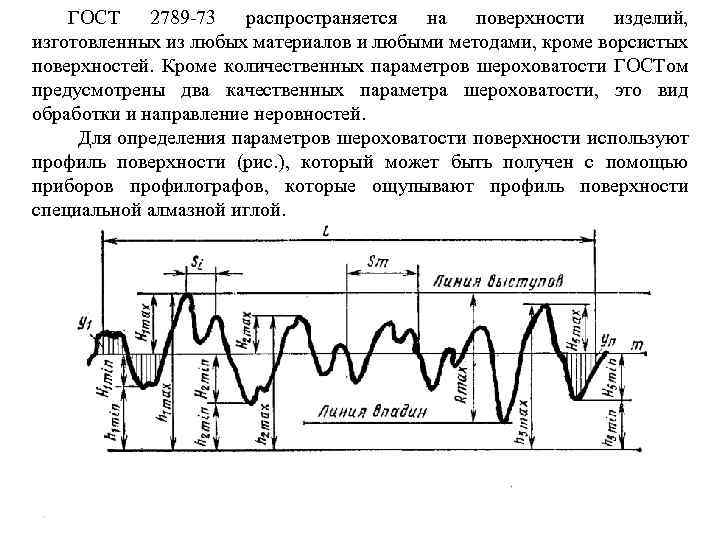
Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Квалитет шероховатости, по большому счёту, определяет, насколько шершавой может быть поверхность готового изделия. Он задаёт максимальное значение, при котором конечный продукт всё ещё будет считаться качественным и правильно обработанным.
Чтобы не вдаваться в целую науку и не рассматривать сложные формулы, проще воспользоваться специально разработанными под это дело таблицами, которые содержат всего 3 столбца:
|
Вид обработки |
Спепень обработки |
Квалитет |
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.

Что такое шероховатость поверхности?
Для
ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В
любом случае, для того, чтобы придать исходному материалу вид детали,
изображенной на чертеже, его приходится отпиливать, отрезать, сверлить,
фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются,
а вот механические обработки, описанные выше, вполне.
При
отрезе материала поверхность, по которой проходит режущий инструмент, остается
отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и
есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо
бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры,
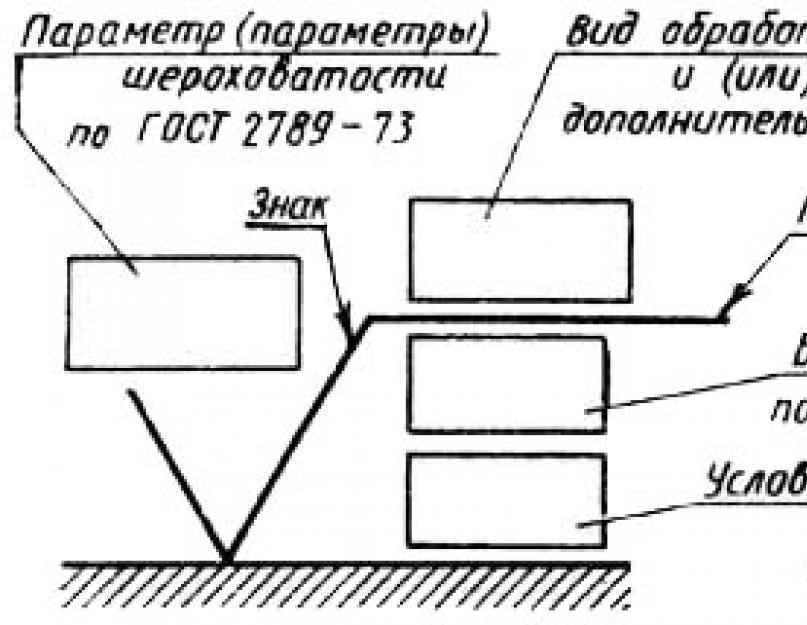
что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73
– «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
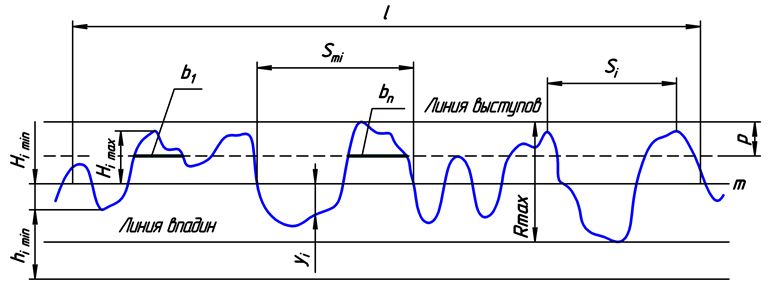 Рисунок из Википедии, свободной энциклопедии
Рисунок из Википедии, свободной энциклопедии
При
увеличении любой поверхности материала можно увидеть похожую картину. Исходя из
соотношений указанных на чертеже параметров неровностей можно вывести несколько
основных типов шероховатости, которые мы указываем на чертеже.

![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://rusinfo.info/wp-content/uploads/a/4/9/a49383b6f673e643ff24d4a3a56ad3ab.jpg)


- Ra — среднее арифметическое отклонение
профиля; - Rz — высота неровностей профиля по десяти
точкам; - Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где
р – значения уровня сечения профиля.
При указании шероховатости на чертеже
предпочтительным является вариант Ra,
о чем нам и сообщает ГОСТ.
Рассмотрим
первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:

где
l – базовая длина, n – число выбранных точек профиля на
базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где
ypmi — высота i-го наибольшего выступа
профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.

Допустимая точность
Квалитет является мерой точности. Именно он определяет ту совокупность допусков, которая соответствует одному уровню точности:
- Допуском считаются все допустимые значения – от минимального до максимального;
- Чем больше допуск, тем ниже точность – возможен больший разброс показателей;
- Для разных типов деталей установлены разные квалитеты;
- Степень точности зависит от размеров изделия.
Самая высокотехнологичная аппаратура не способна сделать всё идеально, что уже говорить о том, что не все наши заводы оборудованы по последнему слову техники. Поэтому были разработаны нормы, позволяющие:
- Сократить финансовые затраты на производство;
- Увеличить скорость изготовления деталей;
- Сохранить качество на надлежащем уровне;
- Отказаться от «лишней» работы.
С появлением новых технологий все стандарты могут быть пересмотрены, так что лучше следить за всем этим делом.
Нужен специфический склад ума, чтоб именно понять, что же такое квалитет и как это работает. Не просто раз где-то прочитать и запомнить, а вникнуть и уяснить.
Видео о таблице допусков
В данном ролике фрезеровщик Илья Водичкин расскажет про таблицу допусков, какие квалитеты применимы к ней:




Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.







