Основные характеристики шабровочных станков
Для изготовления шаберов используется быстрорежущая инструментальная сталь. Такая сталь отличается низким содержанием углерода и наличием специальных (легированных) добавок.
В зависимости от стадии обработки, режущая кромка затачивается под разным углом к осевой линии инструмента:
- при черновой обработке угол заточки составляет 75–90°;
- при получистовой обработке — 90–100°;
- при чистовой — 90°.

Кроме того, угол заточки режущей кромки зависит от твердости материала и составляет:
- для мягких (дерево, пластик) — от 35 до 40°;
- средней твердости (железо, сталь) — от 75 до 90°;
- для твердых (бронза, чугун) — от 90 до100°.
Основными рабочими характеристиками шабровочного инструмента являются ширина и радиус закругления режущей кромки. Эти характеристики, зависящие от стадии работы, принимаются:
- при черновой обработке — 20–30 мм;
- при получистовой обработке — 15–20 мм;
- при чистовой обработке — до 15 мм.
 Плоскость резания проводится через режущую кромку и скорость резания v
Плоскость резания проводится через режущую кромку и скорость резания v
Шабровку криволинейных поверхностей производят шаберами, имеющими сложную форму режущей кромки. Подшипники скольжения шабруют инструментом с кольцевой формой режущей части. Вогнутые и выпуклые поверхности обрабатываются инструментом с двумя (и более) рабочими гранями.
Используемые станки
В процессе обработки металла используется особый ручной инструмент – шабер. С его помощью снимают сверхтонкий (от 0,01 до 0,005 мм) слой материала.
Различают следующие виды шаберов:
По конструкции:
- цельные;
- составные.
В цельных шаберах основная и режущая части соединены в одну монолитную однородную конструкцию.

В составных шаберах эти части чаще всего изготовлены из разных материалов. Рабочая часть таких шаберов съемная и подлежит замене по мере износа.

По форме режущей части:
- плоские;
- цилиндрические;
- призматические.
В плоских шаберах режущие элементы представляют собой твердосплавные съемные пластины разной толщины.

Конструкция цилиндрических шаберов имеет круглую и конусообразную форму.

Призматические шаберы имеют вид трапеции.

По количеству режущих частей:
- односторонние;
- многосторонние.
Односторонние шаберы имеют одну рабочую плоскость.

В многосторонних шаберах резательная часть состоит из двух и более плоскостей.

Форма режущей части зависит от следующих факторов:
- материала обрабатываемой детали;
- угла наклона режущих элементов к обрабатываемой плоскости;
- точности выполнения работ.
Выполнение работ по шабровке изделий следует проводить в хорошо освещенном, теплом и проветриваемом помещении. Лучи падающего света должны быть перпендикулярны плоскости обрабатываемых изделий.







![Глава xv. шабрение [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/5/0/c/50c4b671ea6c24a3b5cba5500c64a223.jpg)
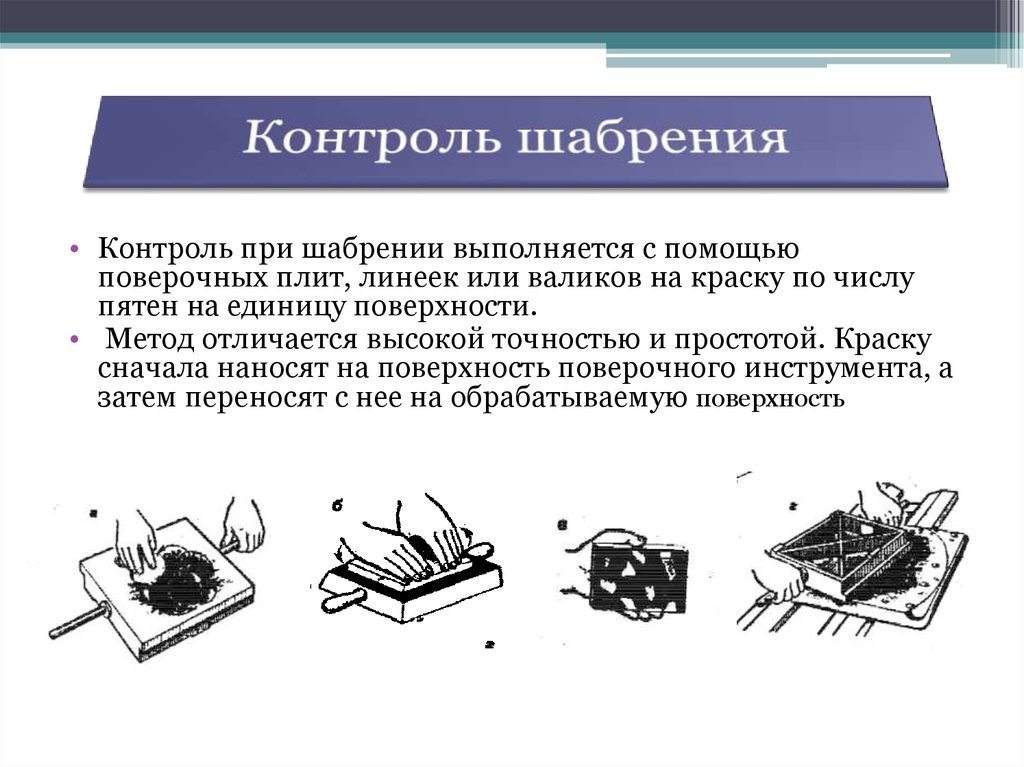
Техника проверки поверхности
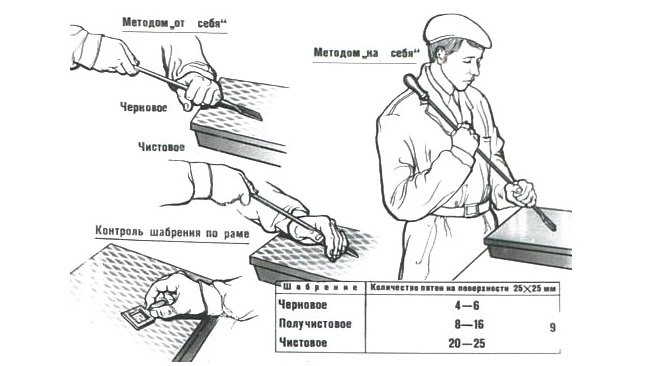
Контрольный квадрат помогает определить глубину шабровки поверхности детали или заготовки. В середине рамки, приложенной к поверхности детали, выделяется контрольный участок и производится подсчет количества окрашенных пятен. Тип неровностей можно определить числом выпуклостей:
- Если количество пятен достигает 6 — шабровка грубая;
- Если насчитывается до 10 пятен — шабровка чистая;
- Когда число пятен не менее 14 — обработка точная;
- Когда число окрашенных пятен составляет 22 — зачистка ювелирная.
Операция выравнивания лицевой части деталей, инструмент и применяемый способ шабрения зависит от типа поверхности. Для обработки краев используется приспособление прямого типа, гнутые детали шабровщик зачищает фасонным лезвием, твердые материалы обрабатываются узким лезвием, скобление мягких материалов и плоских поверхностей осуществляется широким шабером и лезвием радиусного типа.
Форма лезвия устройства подбирается по типу поверхности, выявить который можно с помощью прокатки детали по окрашенной пластине. Выявленные неровности удаляются приспособлением с длинной заточенной кромкой. Используемые виды шаберов начинают движение от краевой части заготовки. После завершения операции проводится контрольная проверка чистоты обработки, для доводки которой шабровщик использует слесарный сборный инструмент и ферритная кромка
Чтобы режущий инструмент прослужил долго и помогал качественно подготовить материалы, рекомендуется уделить особое внимание выбору устройства. Все виды шаберов по форме режущей кромки приспособлены для выполнения технологических задач
Оптимальным вариантом является выбор снаряжения универсального типа, конструкция которого позволяет быстро заменять пластины в соответствии с требованиями техпроцесса.
Разные виды шаберов из-за технических особенностей не могут применяться на поверхностях с крупными дефектами и глубокими царапинами. Деталь должна пройти грубую обработку на фрезерном станке или другом шлифовальном оборудовании. Все циклы выравнивания поверхности должны заканчиваться проверкой контрольной пластиной с пигментным красителем.
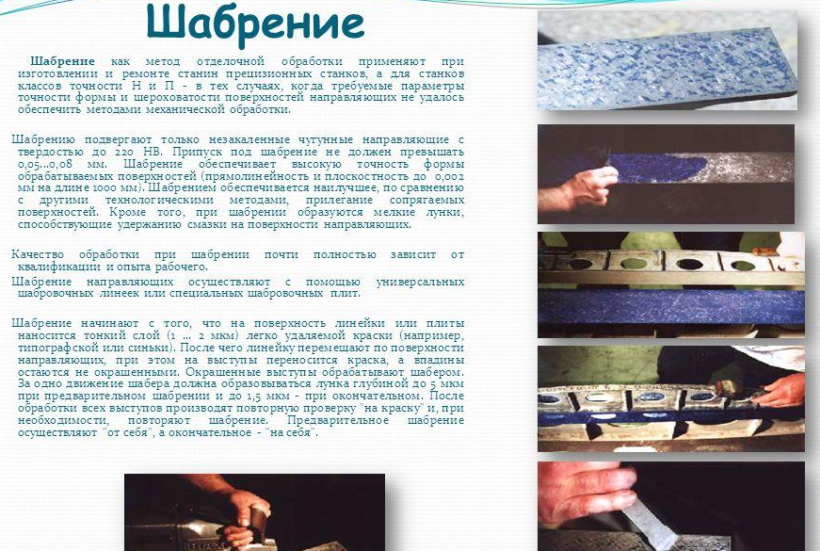
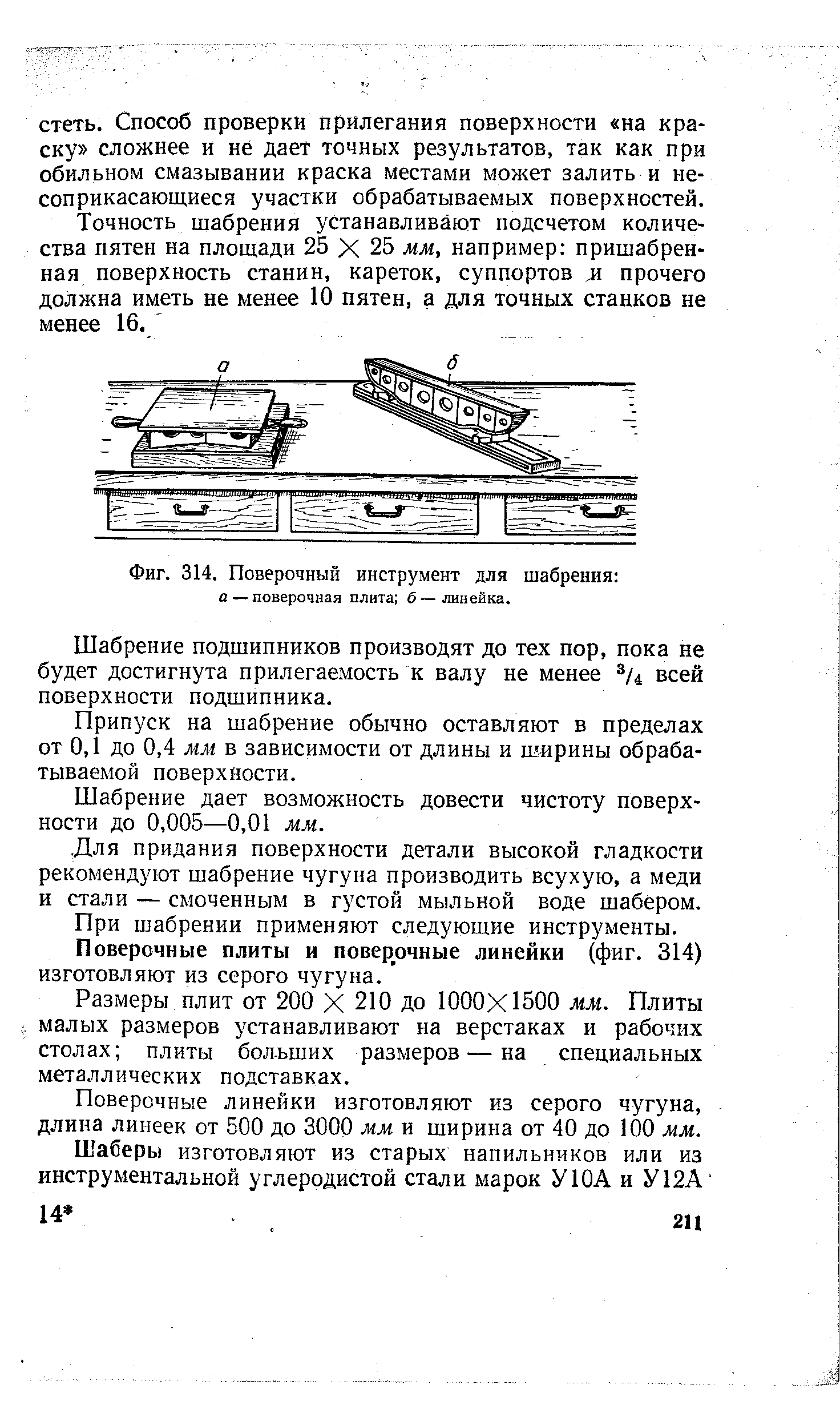
— это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента — шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные поверхности (например, направляющие станков), поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01 …0,03 мм.
Шабрение является весьма трудоемкой операцией
и требует чрезвычайно высокой квалификации слесари. В практике слесарных работ шабрение занимает около 20%, поэтому большое значение имеют механизации труда и замена ручного шабрения станочными методами обработки.
Виды шабрения металла
В первую очередь следует определиться с назначением работ. Разделяют размерное и декоративное шабрение. Первый метод призван получить идеально ровную плоскость, а второй влияет лишь на визуальные качества изделия.
Шабрение и притирка улучшают характеристики детали, хотя результаты обработки имеют значительные различия: притирка абразивными материалами не способна придать тех свойств, которые дает шабровка. Это следствие воздействия абразивных частиц, которые остаются на поверхности, понижая износостойкие качества.
Добиться ровной плоскости можно несколькими способами:
- Пришабривание к контрольной измерительной поверхности (плите).
- Совмещение граней.
- Метод трех плит.
Метод совмещения граней
Применим для подготовки элементов призматической формы. Метод заключается в пригонке и совмещении между собой двух рабочих граней. Для этого нерабочие грани изделия подлежат предварительной обработке. Качество пригонки определяется с помощью контрольной плиты, принцип действия которой был рассмотрен выше.
Применение данного метода гарантирует, что угол наклона к боковым плоскостям будет составлять ровно 90º. При параллельной пригонке используются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит
Современная технология, которая позволяет достичь наилучших результатов даже при отсутствии измерительных приборов. Суть метода заключается в использовании трех плит, каждой из которой присваивается собственный порядковый номер. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
В последнее время приобретает популярность метод доводки плоскости, при котором на рабочий участок наносят притирочную смесь из керосина и пасты ГОИ. После этого выполняют притирку в несколько этапов, до получения идеальной поверхности. Рабочим инструментов в данном случае будет служить чугунная плита.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите. С обратной стороны смастерите удобную ручку.







Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент нужно просто подвергнуть двум процедурам:
- заточке кромки под нужным углом;
- наполнением алмазной пасты на бруске из абразива с помощью движений, похожих на заточку столового ножа.
Новый шабер готов! В статье мы рассказали, что такое шабер слесарный и показали фото. Для наглядности предлагаем посмотреть несколько видео по теме:
3 Притирка и шабрение металла – схожие по назначению процессы
Притирка необходима для обеспечения герметичности и высокой плотности участков сопряжения заготовок, контактирующих между собой. Поверхность при проведении такой процедуры характеризуется точностью выравнивания до 0,0001 мм. Выполняют ее после шабрения следующими абразивами:
- Мягкими: алмазные пасты и пасты ГОИ. Такие составы рекомендованы для медных и алюминиевых листов, чугунных изделий, поверхностей из отожженной стали.
- Твердыми: кремень, наждак, монокорунд, алмаз, кварц, натуральный корунд, синтетический альбор, электрокорунд (белый, обычный, хромистый), карбиды кремния. Последние используются для обработки чугунов.

Притирка сопровождается охлаждением и смазкой поверхностей, которые выполняются содовой водой, бензином, керосином либо минеральными маслами. А главным инструментом выполнения процедуры является приспособление притир. Он изготавливается из натурального дерева, стекла, бронзы, чугуна, меди, имеет цилиндрическую, плоскую или иную конфигурацию, которая аналогична выравниваемой поверхности.

Схема притирочных работ такова:
- Абразивные составы помещают на притирочный инструмент (этап шаржирования). Шаржирование круглого притира выполняется между плитами, плоского – при помощи металлического бруска либо валика, которые прошли процедуру закалки. В некоторых случаях на инструмент наносят смазочный состав, который притягивает и удерживает зерна абразива.
- Производится непосредственно притирка. Конические детали обрабатывают посредством их вращения в одну и другую стороны коловоротом или воротком, плоские обрабатываются круговыми движениями на притирочных плоских плитах. А заготовки малой толщины рекомендуется собирать в пакет, а затем обрабатывать одновременно.
Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает. Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки. Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение. Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия. Например, может применяться специальное грунтующее масло или краска.

Шабрение поверхностей плоского вида – схема процесса
Операция проводится в несколько этапов:
- установка в тисках;
- после выбора насадки для шабра (ширина режущей части), он берется двумя рукам посередине рукояти;
- угол стержня по отношению к детали – 80 градусов, направление – от себя;
- кромка соприкасается с началом неровности, белого пятна;
- начинаются движения, сперва снимается небольшой слой стружками по 2 см, затем при необходимости делаются более короткие и глубокие штрихи;
- производится контроль посредством квадратной рамки.
Притирка и шабрение металла – схожие по назначению процессы
Обычно выравнивание делается после шабровки с помощью абразивного диска. Процедура аналогичная и имеет те же цели, только операция немного другая. В первую очередь используется другое приспособление – притир. Его вы видите на изображении:
Второе отличие – это использование при работе специальных абразивов и минерального масла для смазывания поверхностей.
Виды и конструктивные особенности шаберов ↑
Существует две разновидности шаберов: для металлических деталей и строительные. Шаберы по металлу производят из стали инструментального типа, устанавливая в паз на корпусе твердосплавные стальные пластинки. Габаритные размеры и углы заточки меняются в зависимости от материала и механизма обработки исходного изделия, а также от угла постановки инструмента к обрабатываемой плоскости.

Снимает тонкий слой металла
Форма поверхности под шабрение ↑
Рабочая поверхность инструмента может быть плоской, с тремя гранями или фасонной под определенную задачу.
Плоский шабер – орудие для взаимодействия с прямыми поверхностями и шабрения острых уголков. Годится для мягких металлов вроде алюминия, баббита. По конструкции может быть односторонним или двухсторонним – последний служит дольше. Длина инструмента с режущей частью по одной стороне – до 250 мм, двухстороннего – до 400 мм.
Ширина различается по методу шабровки:
- 5-10 мм – для высокоточной обработки;
- 12-20 мм – под шабрение небольшой точности;
- 20-30 мм – для грубого чернового соскабливания.

Плоский механический усиленный «скребок»
Угол затачивания – 65-75⁰ для черновой обработки, 90⁰ – для чистовой; ширина действующей режущей части – 1-3 мм.
Трехгранный шабер применяют для выскабливания внутренних поверхностей цилиндрических деталей. Виды инструмента:
- с прямым кончиком;
- выгнутый.

Трехгранная рабочая часть шабера с желобками
Длина – 70-100 мм, оптимальный угол затачивания – 60⁰. На рабочей части выпилены желобки для облегчения заточки.








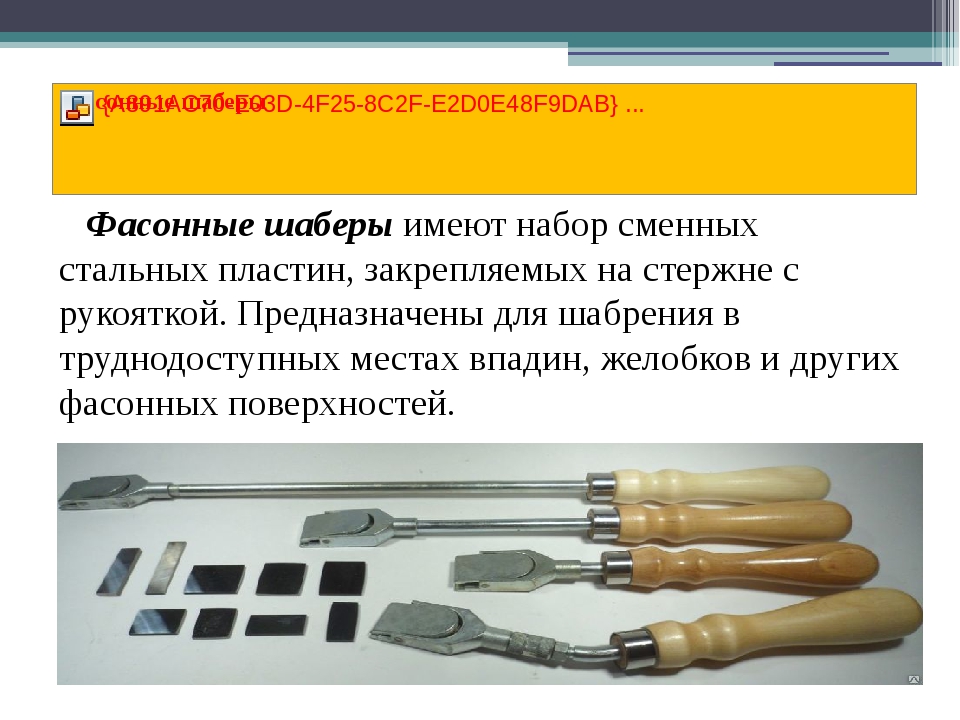
Фасонный шабер – орудие с резцом, выточенным под заданную форму. Справляется с труднодоступными гранями и уголками детали. Обычно конструктивно он разборный — рукоятка и несколько пластинок различных форм толщиной около 2 мм.

Фасонный шабер-ноготок
Ручка и рабочая часть шабера ↑
Цельным шабером можно шлифовать поверхности только под заданным углом. Для обработки другого материала или сложной неровности требуется перезаточка или смена оборудования. Производители предлагают инструменты со сменными пластинками-вставками, позволяющие избежать лишних операций. Чтобы соскоблить угол после ровной поверхности, надо только сменить насадку.
Универсальный шабер – это сборное орудие, которое состоит из пяти частей:
- корпус металлический;
- ручка из дерева или металла;
- держатель из металла;
- винт зажимной;
- сменная пластинка из инструментальной стали.

Конструкции составных инструментов
Пластинка ставится в зажимной механизм корпуса и закручивается винтом, который может быть расположен снаружи на корпусе либо внутри рукоятки. В последнем случае винт закручивают поворотом ручки по часовой стрелке, а ослабляют – против.
Рационализаторы научно технической сферы, в частности С.Г. Кононенко, разработали усовершенствованную конструкцию, также разборную. Она состоит из рукоятки, корпуса и сменной пластины, но крепление осуществляется без помощи винта. На конце пластинки есть хвостовик, напоминающий раздвоенный хвост ласточки. Он надежно закрепляется в пазе и позволяет снимать пластинку за пару секунд без усилий.
Степени автоматизации инструмента ↑
Автоматизация оборудования ускоряет строительство и работу с металлом. Шабрение – продолжительный и трудоемкий процесс. Сегодня единственный инструмент, который обеспечивает скорую шабровку – это электрический шабер.
Применяется для:
- снятия остатков краски;
- удаления пластов штукатурки;
- отскребания застывшего клея для плитки;
- удаления следов цемента и стяжки.

Модель строительного агрегата
Строительный электрошабер не используют для шлифовки металла – его применяют исключительно в строительстве. Это устройство с корпусом в виде цилиндра, внутри которого установлен двигатель. Насадка движется по принципу «вперед-назад», начиная работу в момент, когда ее плотно прижимают к обрабатываемой поверхности, что обеспечивает точность шлифовки.
Порядок работы с электроинструментом:
- Прочно закрепите заготовку в тисках.
- Включите прибор в сеть и задайте скорость перемещения насадки в зависимости от материала заготовки.
- Плотно прижмите рабочую часть к поверхности заготовки.
- Не меняя нажима, постепенно продвигайте инструмент вперед.
Существует три типа насадок:
- узкая;
- широкая;
- шпатель;
- стаместка по дереву.

Результат работы шабером
Широкие используют при обработке обширных поверхностей, узкие – для зачистки труднодоступных мест, шпатели – для деликатных поверхностей. Шпатели и стаместки различаются по ширине, как и обычные насадки.
Заточка шабера
Режущие кромки шабера затачивают на заточном станке с мелкозернистым кругом. Сначала затачивают боковые грани, затем торцовую поверхность и потом производят доводку. Стачивают у шабера только один конец, а не всю плоскую часть. При заточке штрихи от круга должны располагаться вдоль или по диагонали плоской части шабера. Для этого шабер 1 при заточке располагают вдоль наружной поверхности, по ходу вращающегося круга (рис. 6, а).
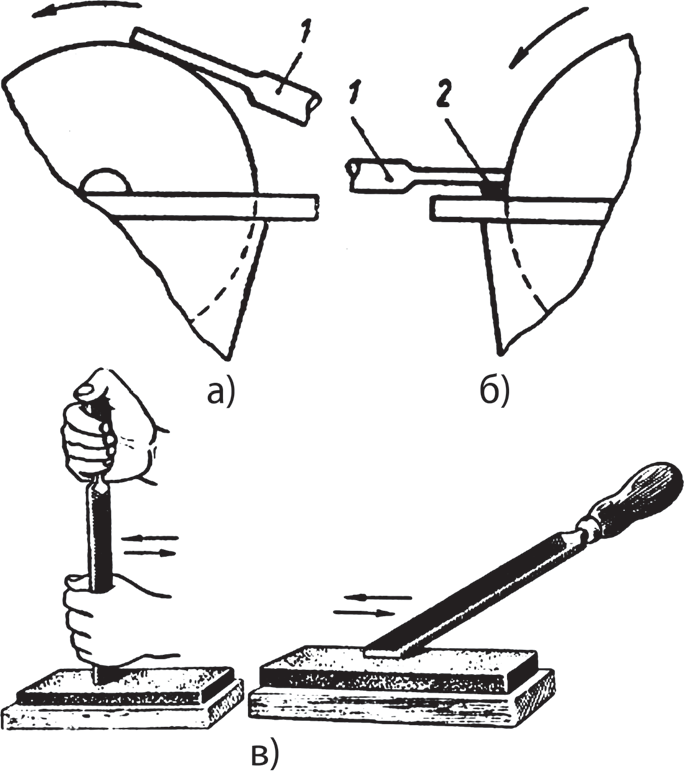
Рис. 6. Заточка (а, б) и доводка (в) шабера
Торцовую часть затачивают на круге, используя прокладку 2 (рис. 6, б). При заточке лезвия шабер располагают по центру, перпендикулярно к поверхности круга. Давление на шабер должно быть незначительным, чтобы не было прижогов. Допускается периодически охлаждать шабер холодной водой.
Доводят или правят шабер после заточки на абразивных брусках зернистостью №12 и ниже, покрытых тонким слоем машинного масла. Хорошие результаты дает доводка шаберов на чугунной плите, покрытой жидкой пастой из наждачного порошка с машинным маслом. Торцовая и боковые поверхности шабера должна быть гладкими, без штрихов, а режущая кромка — без завалов, заусенцев и без штрихов от заточки.


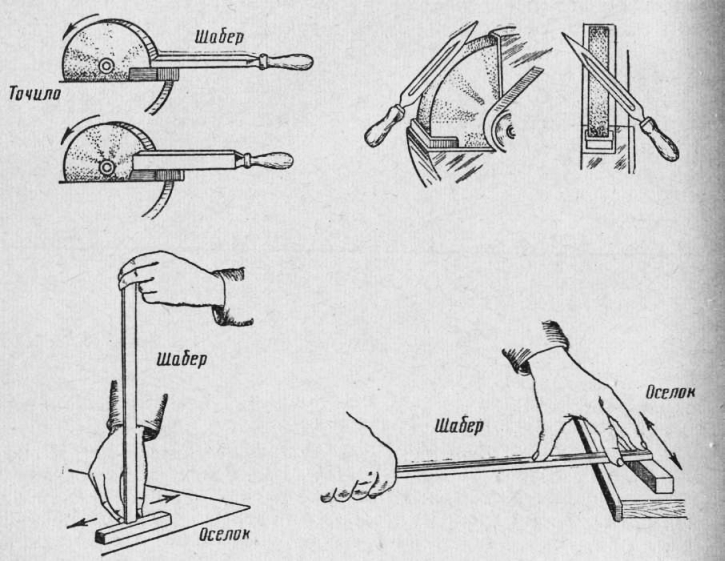





Шабер при доводке на абразивном бруске ставят в строго вертикальное положение (рис. 6, в). Сначала доводят режущую торцовую поверхность, перемещая вдоль узкой стороны. При этом нельзя наклонять шабер вправо или влево по направлению хода. Торцовая поверхность в поперечной части должна быть гладкой без штрихов. Плоские стороны шабера (боковые грани) доводят после доводки торцовой поверхности. Это позволяет уничтожить полученные завалы при заточке торцовой поверхности и предупредить возможные закругления на режущей кромке. Перемещать шабер при доводке нужно интенсивно, делая около 60 движений в минуту так, как при медленном движении образуются закругленные режущие кромки.
При шабрении доводят или правят шабер периодически через каждые 1,5–2 ч работы, а через 4–5 правок шабер затачивают.
Как выбрать тот самый шабер из огромного набора?
Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.
Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.
Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь.
Рекомендации по использованию
Главным советом во время шабрения металла будет подбор правильного прибора. Только таким образом можно пришабрить деталь идеально и не загубить шабер. Многие профессиональные рабочие в этой сфере имеют целые наборы таких инструментов. Однако, если вы обычный любитель, то можно купить универсальный инструмент, который позволяет сменять пластины под каждую деталь.
Никогда не беритесь зачищать металл, который имеет серьезные дефекты по большой площади. Такая деталь подвергается грубой обработке на фрезере. Необходимо покрыть небольшим слоем краски, чтобы определить места, с которых нужно начинать шабрение металла. Окрашивать необходимо после каждого цикла шабрения.
Рекомендуемое заострение угла должно быть равным девяносто градусов. Если нужно угол можно делать меньшим или большим.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды станков для шабрения

Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.
А вы сталкивались с шабрением на производстве? Поделитесь своими впечатлениями в блоке комментариев.
Что такое шабрение?

выравниванию различных поверхностей
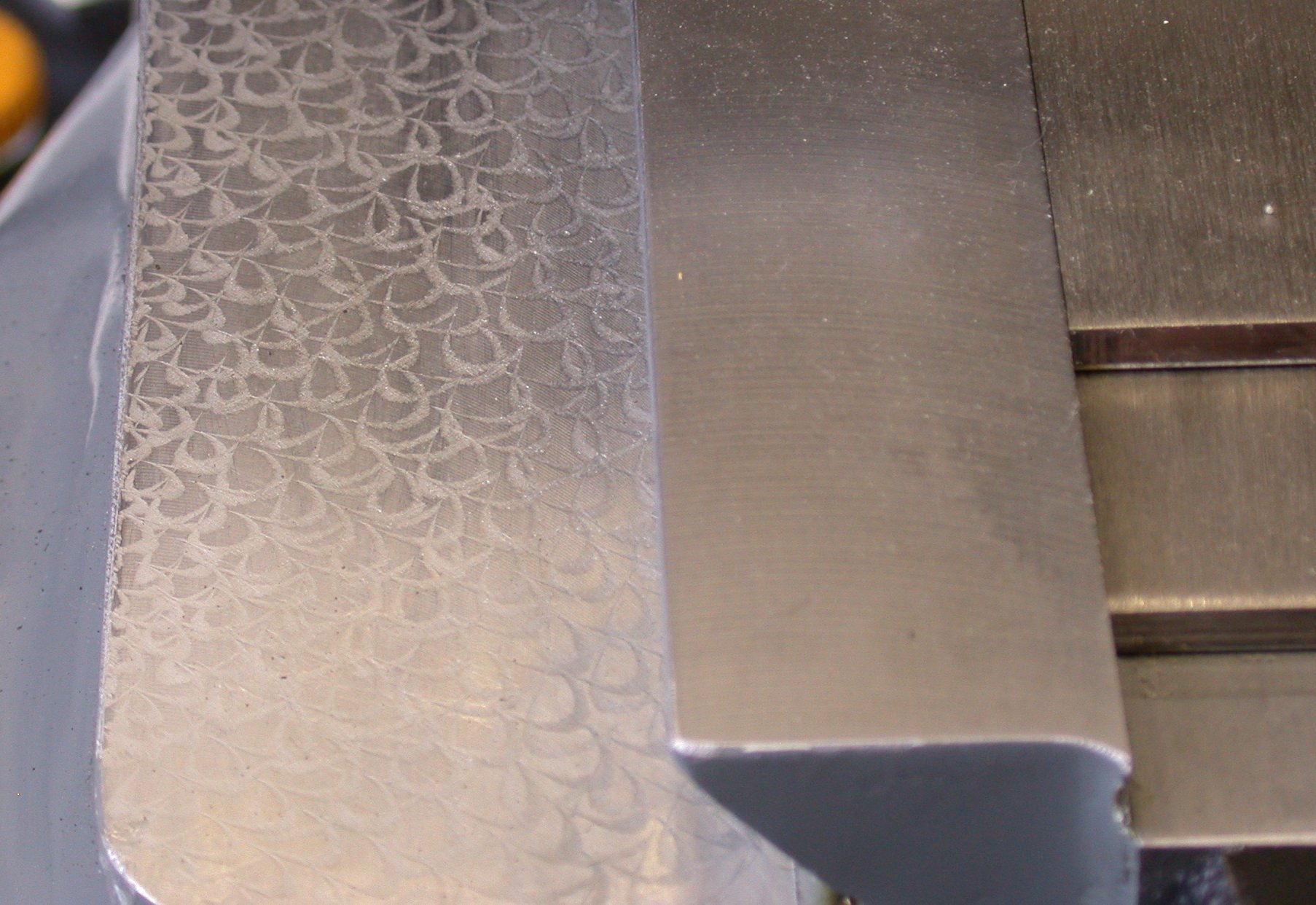
Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.

![Глава xv. шабрение [1980 макиенко н.и. - общий курс слесарного дела]](https://rusinfo.info/wp-content/uploads/e/9/2/e9219419bfcb3b4e5bbfcef2d10ee763.jpg)







Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Применение
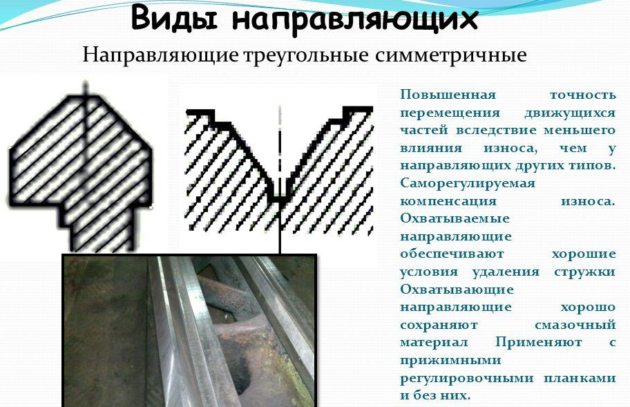
Шабрение чаще всего применяется при точном согласовании металлических трущихся поверхностей сложной формы. Например, направляющих типа ласточкин хвост прецизионных металлообрабатывающих станков.
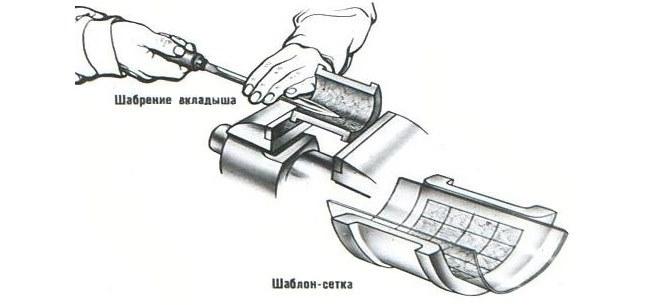
На паровых машинах, а также автомобильных двигателях старых выпусков (примерно до конца 1920-х годов, а на дорогих моделях преимущественно ручной сборки — и позднее) постели коренных и шатунных подшипников коленчатого вала как правило заливали прямо на месте баббитом и затем шабрили, добиваясь идеальной подгонки индивидуально к каждой шейке вала, с учётом зазора для смазочного масла. Для этого поверхность подшипника покрывали специальной цветной смазкой, обычно голубого цвета на основе пигмента «берлинская лазурь» (engineer’s blue, machinist’s blue, scraping blue), устанавливали вал на место, затягивали болты крышек подшипников и проворачивали вал от руки. После разборки потёртости на смазке указывали на выступы, которые затем проходили шабером. Так же поступали и при ремонте двигателей.
Однако из-за трудоёмкости и невозможности механизации данной операции она со временем вышла из употребления, вместо чего стали устанавливать сменные цельнолитые баббитовые, затем тонкостенные сталебаббитовые, а впоследствии — триметаллические с медным подслоем и сталеалюминиевые вкладыши, поставляемые в запчасти в нескольких размерных группах с учётом износа шеек и проточки вала при капитальном ремонте двигателя. Тем не менее, некоторые производители спецтехники, от которой требуется повышенная надёжность и долговечность, при менее жёстких требованиях ко времени выполнения производственных операций — например, фирма American LaFrance, выпускавшая пожарные машины — продолжали использовать эту технологию и в послевоенные годы. В настоящее время с ней можно столкнуться в этой области лишь при реставрации классических автомобилей.
В шаровых барабанных мельницах с диаметром барабана более 2 метров шабровка коренных баббитовых подшипников производится смазкой абразивным материалом, подающимся на цапфу мельницы (например нигрол) при работающей мельнице. Данный способ позволяет произвести качественную шабровку прилегания баббитового слоя к цапфе мельницы.







