Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

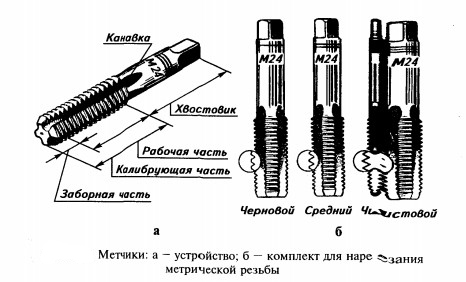
Устройство метчика
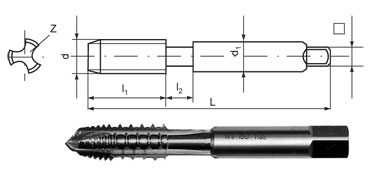
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.

Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды метчиков для нарезания резьбы
- метрические,
- дюймовые.
Еще раз отметим, что это наиболее встречающиеся, остальные типы применяются только для узкоспециализированных работ.
Начнем с самых распространенных.
Метрические метчики для нарезания резьбы

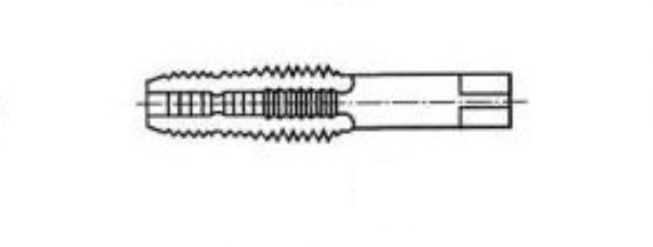
Это наиболее массовая группа метчиков, она включает в себя: машинно-ручные (м/р), ручные, гаечные и левые. Все они в той или иной мере могут быть востребованы.
Машинно-ручные метчики для нарезания резьбы

Согласно ГОСТа 3266-81, м/р выпускаются начиная с диаметра 1.0 мм и до 125.0 мм. Конечно, нам такие крайности точно не пригодятся, в ходу в основном таковые с диаметром от 4 мм до 24 мм.
Их отличительная особенность – наличие шейки (углубления) на хвостовике, она нужна для надежного зажима в промышленных станках
Кроме того, они бывают еще и разных исполнений, но для нас с Вами все это будет не важно, мы ведь все равно их будем использовать как ручные
Производятся данные метчики в 2-х вариантах: комплектные и однопроходные.
Комплектные метчики

1) Комплектные всегда состоят из двух метчиков, каждый из которых имеет свое назначение и название, черновой (№1) и чистовой (№2). Нарезать резьбу начинают первым номером, а вторым уже завершают.
Комплекты считаются самыми дорогими, поэтому целесообразнее всего использовать их в твердых сталях или для получения особо качественной резьбы.
Однопроходные метчики

2) Одинарные, в свою очередь, бывают для глухих и для сквозных отверстий, тут думаю также из названия все понятно.
Они нарезают резьбу за один проход, т.е. по сути являются универсальными, отсюда свои плюсы и минусы. Процесс нарезания резьбы пойдет труднее, возможно придется пройти метчиком туда-обратно не один раз, чтобы получилось то, что нужно, зато по стоимости они не дорогие.
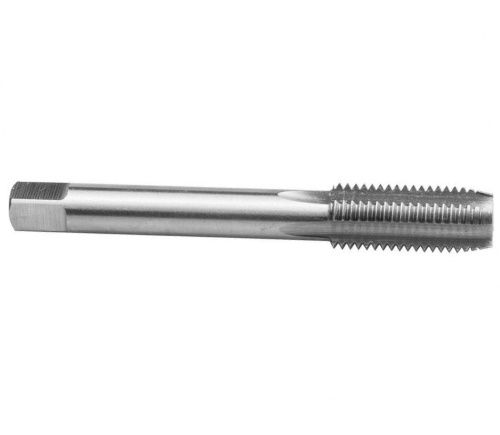
Ручные метчики

Этот тип также предназначен для нарезания внутренней резьбы в металле только ручным способом – при помощи специального воротка. Отличаются они от м/р отсутствием канавки, длиной и не возможностью работы в вязких и труднообрабатываемых сталях.
Бывают они только комплектные, не смотря на это, зачастую, стоят гораздо дешевле одинарных м/р, потому как материал “быстрореза” их оказывается более низшего качества. Нередко изготавливают их из углеродистой стали У7. В общем, преимущество их только в цене, если предстоит обрабатывать не твердый материал или нужно просто прогнать резьбу вполне сгодятся. В остальных случаях, как повезет.










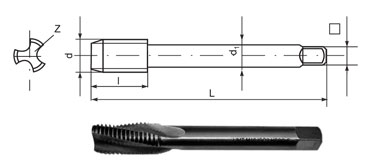
Гаечные метчики

Такие метчики, вы не перепутаете ни с какими другими, потому что они имеют удлиненный хвостовик. Предназначены они для работы в автоматических станках по производству гаек, но это не мешает их с успехом использовать и для наших с Вами целей. Иногда бывают ситуации, когда рабочей длины обычного инструмента не хватает, вот тут-то и пригодятся такие.
Они всегда бывает только одинарные, нарезают резьбу за один проход.
Левые метчики

Выпускаются только комплектами в машинно-ручном исполнении, что не мешает собственно их использовать как ручные. Они хоть и имеют узкую сферу применения, потребность в них возникает регулярно. Это может быть ремонт какой-нибудь хитрой импортной техники или автомобиля, а также просто в качестве экстрактора.
Каждый номер (1 и2) имеет дополнительную маркировку в виде русской буквы Л или латинских LH, свидетельствующих о том, что он предназначен для нарезания именно левой резьбы.
С видами метрических метчиком разобрались, теперь расскажем, как правильно подобрать нужный размер.
Все вышеперечисленные виды должны иметь маркировку. Она может быть нанесена разным способом, но это не меняет суть дела и не определяет качество изделия. В обязательном порядке должен быть указан: диаметр, шаг резьбы и вид быстрорежущего материала.
Примеры:
– М10х1.25 HSS
– М12х0.75 Р6М5
Для каждого диаметра ГОСТом определен свой перечень шагов резьбы. Еще у каждого d есть так называемый основной шаг, например, для 6 мм – это будет 1.0, для 10 мм – 1.5, для 16 мм – 2.0, в этом случае он может не указываться на инструменте. На нем будет присутствовать вот такая маркировка: М6, М10, М16 соответственно.
Отметим и еще одну особенность – шаг резьбы в числовом выражении не может быть выше основного. Пример: у метчика М14 мм о/ш 2.0, значит, у него не может быть шаг 2.5 и более.
Изготовление и маркировка
В некоторых случаях производители маркируют свои изделия цифрами 1, 2, 3. Комплекты на два метчика выполняются с незначительно большим сечением первого чернового изделия.
Производимые промышленностью наборы:
- сечение 8-18 мм – по одной штуке;
- сечение 6-24 мм – первый и второй;
- сечение 2-52 мм – первый, второй, третий.
Дюймовая резьба:
- 5/16–3/4” – по одной штуке;
- 1/4–1” – один черновой и один чистовой в наборе;
- 1/4–2” – один черновой, один средний, один чистовой в наборе.
Для трубной резьбы сечением 1/8–4” в комплект входит один первый номер и один второй.
Метчики для нарезания резьбы. Таблица основных характеристик
| Резьба | Сечение отверстия, мм |
| М1,0 | 0,75 |
| М1,2 | 0,95 |
| М1,4 | 1,1 |
| М1,7 | 1,35 |
| М2,0 | 1,6 |
| М2,3 | 1,9 |
| М2,6 | 2,15 |
| М2х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Основные характеристики
Существует несколько параметров, по которым специалисты подбирают нужные инструмент для формирования резьбы:
- Основной характеристикой является номинальный диаметр резьбы, который может составлять, к примеру, 10 мм.
- От конфигурации расположения канавок будет зависеть шаг резьбы. Эта величина отступа между кромками может составлять несколько миллиметров.
- Следует отметить, что метчик машинный, размеры которого в диаметре составляют порядка 10 мм и менее, имеет более твердый сплав в своей основе. Более же крупные модели зачастую выполняются из быстрорежущих металлов – модификации, диаметр которых может превышать 25 мм. Но это вовсе не значит, что крупноформатный метчик проигрывает в надежности и точности нарезки небольшим аналогам. Дело в том, что увеличение площади режущих кромок компенсирует менее высокие показатели жесткости металлической структуры.

Какой метчик для нарезания резьбы лучше купить
Самый легкий способ это замерить шпильку или болт, которая вкручивалась или будет вкручиваться в деталь. Диаметр измеряем щтангенциркулем (ШЦ), а шаг резьбы метрическим резьбомером.
Если нет ни того не другого, несем деталь в магазин инструмента, там все это выполнят за вас. Конечно, возможна ситуация когда ее снять нельзя или она весит очень прилично, в этом случае придется все-таки приобретать резьбомер. При этом, правда, учтите, что они бываю метрическими (М60) и дюймовыми (D55).
Теперь пару слов о хороших и плохих метчиках. Многие склонны подразделять данный инструмент на профессиональный и обычный. К первому принято относить дорогие изделия именитых европейский фирм, а ко второму – произведенному в Китае, но это не совсем корректно. Возможно кое-какая закономерность прослеживается, но в целом ситуация выглядит немного по-другому.
При покупке лучше придерживаться следующих рекомендаций:
- если вам нужно только подновить резьбу или нарезать ее в не твердом материале, то сгодится самый дешевый ручной метчик,
- для ответственных работ выбираем комплектные м/р производства Украины (Винница, Львов) или совместного Россия-Китай (ТулаМаш, Инреко, Белгород),
- лучшими по соотношению цена-качество являются метчики, произведенные еще в СССР,
- маркировка Р6М5, нанесенная на метчик, не гарантирует его качества (касается дешевых изделий),
- наилучшими показателями обладают метчики с маркировкой Р9, Р12, Р18, Р6АМ5, Р6М5К5.
И еще, приобретая резьбонарезной инструмент, не забудьте взять еще и специальный вороток для него.
Метчики нельзя отнести к постоянно используемому инструменту, но в некоторых случаях без них просто нельзя обойтись, поэтому будем надеется, что данная статья поможет Вам лучше разбираться в этом вопросе.
У нас осталась не затронутой еще одна интересная группа метчиков – дюймовые, но они применяются гораздо реже вышеуказанных и о них мы расскажем уже в другой статье.
5 Машинные метчики и особенности работы с ними на станочном оборудовании
Для формирования резьбы на токарных станках и автоматах используют метчик машинный, ГОСТ которого определяет назначение и конструкцию инструмента (некоторые ГОСТы представлены в конце статьи). Выпускают их поштучно (для формирования резьбы за 1 проход) или комплектами.








Первые обычно используют при обработке чугуна, а вторые – стали. Скорость нарезания машинным метчиком должна составлять 6–22 м/мин при работе с бронзовыми, алюминиевыми, чугунными заготовками и 5–12 м/мин – со стальными. Процесс нарезания должен обязательно сопровождаться охлаждением СОЖ.
При работе с машинными метчиками следует придерживаться дополнительных правил:
- При выборе сверла необходимо помнить, что при работе с метчиками-раскатниками для предварительного создания отверстий требуются инструменты других диаметров.
- При использовании станков с ЧПУ следует проверять скорость подачи инструмента, указанную в программе. Если установлен резьбонарезной патрон, то величина подачи метчика на 1 оборот должна иметь значение 95–97 % от шага, чтобы обеспечить самозатягивание инструмента.
- Следует по возможности пользоваться качественными патронами, имеющими компенсацию, ограничивающую крутящий момент. Такие патроны гарантируют правильное осевое перемещение инструмента и устанавливают его строго в отверстии. Это также предохранит метчик машинный от поломки, если он случайно столкнется с дном отверстия.
- Требуется следить за плавностью входа инструмента в отверстие – неравномерная, прерывистая подача, скорей всего, приведет к колоколообразной форме первых витков стружки (браку резьбы).
Применимость некоторых видов метчиков в зависимости от обрабатываемого материала:
| Название метчика | ГОСТ | Обрабатываемый материал |
| 1 | 2 | 3 |
| Машинно-ручные метчики с прямыми канавками | ГОСТ 3266-71-71 | Углеродистые стали общего назначения обычного качества и качественные низколегированные стали общего назначения, литейные и ковкие чугуны |
| Машинно-ручные метчики с винтовыми канавками | ГОСТ 17933-72 | |
| Машинно-ручные метчики с укороченными канавками | ГОСТ 17931-72 | |
| Гаечные метчики с прямым хвостовиком | ГОСТ 1604-71 | |
| Гаечные метчики с изогнутым хвостовиком | ГОСТ 6951-71 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17927-71 | Нержавеющие и жаропрочные стали с сплавы |
| Гаечные метчики с шахматным расположением зубьев, с прямым хвостовиком | ГОСТ 17929-72 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17928-72 | Легкие сплавы |
| Машинные метчики с винтовыми канавками | ГОСТ 17932-72 | |
| Машинные метчики с укороченными канавками | ГОСТ 17930-72 |
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 – основной шаг резьбы.
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один – в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
Конструктивные особенности приспособления
Метчик для нарезки резьбы представляет собой прочный стержень из стали или твердосплавных металлов. На стержень нанесены режущие элементы. Благодаря термической обработке конструкции, этот инструмент может быстро нарезать канавки для вкручивания на основании.

Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.

Конструктивно инструмент включает:
- Канавки в количестве 2-6 штук для удаления стружечной массы и поступления смазки. Такие впадины могут быть однорадиусной, двухповерхностной с прямолинейным или радиусным типом передней и задней поверхности. Канавки направляются линейно, по спирали влево или вправо.
- Коническая заборная часть конструкции, облегчающая врезание зубьев с углом наклона 3-20 градусов.
- Цилиндрический калибрующий компонент с занижением обратного типа в пределах 0,1 мм.
Что это такое и зачем нужны?
Гаечный метчик имеет вид винта, у которого присутствуют прямые или прорезанные винтовые канавки, образующие режущие окраины. Хвостовой элемент данного приспособления крепится к воротку, а его рабочая зона фиксируется в материал, где планируется сделать отверстие. При помощи вращений происходит резьбовая нарезка. В рабочей части гаечного метчика присутствует как режущая, так и калибрующая поверхность.
Также в данном приспособлении предусмотрена грань, при помощи которой предотвращается трение о предмет обработки. Количество боковых канавок в данном инструменте может составлять от 2 до 6. Эти элементы не только отводят стружку, но и проводят смазку в обрабатываемую зону. У заборного элемента метчика форма конуса, что способствует отсутствию затруднений при входе инструмента.

Резьбонарезной инструмент используется при работе с алюминием, медью, латунью, иными вязкими металлами. Чтобы качественно выполнить работу, мастеру зачастую требуется около 3 видов метчика. Если же обрабатывается сталь или твердая нержавейка, то в этом случае можно использовать набор из 5 компонентов. Потребитель также может встретить гаечный метчик, который подходит для работы с твердым и мягким пластиком.


Секреты работы ручным метчиком
Начинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.

Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.

Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
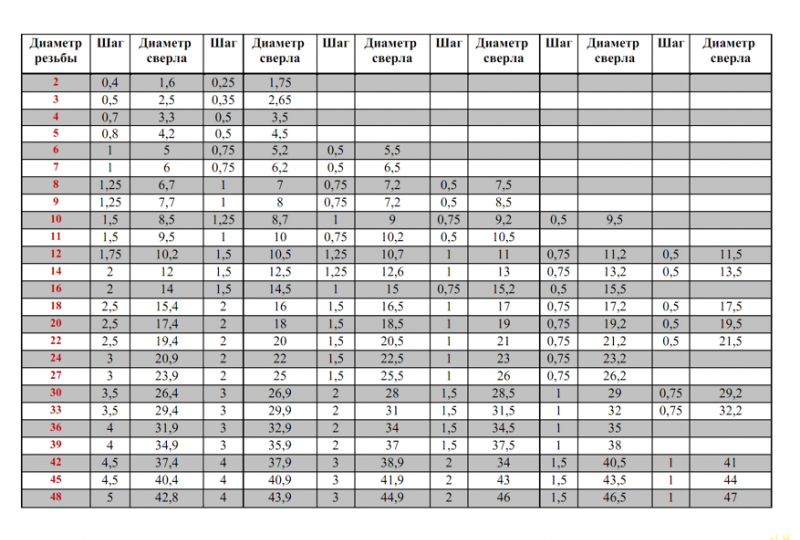
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.










После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
-
назначение;
-
конструктивные особенности;
-
типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
-
Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
-
Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
-
Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики
-
Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №5: метчики-протяжки
-
Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.

Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
-
Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
-
Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.

Изображение №3: конструктивные особенности бесканавочного метчика
-
Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
-










Изображение №4: конструкция метчика с шахматным расположением зубьев
-
Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
-
Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.

Изображение №6: конструкция метчика колокольного типа
-
Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
-
Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.

Изображение №8: полые метчики
3 Главные условия нарезания качественной резьбы метчиком
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.

Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.

Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
Гончарный круг для детей
Многие продвинутые школы раннего развития ребенка практикуют занятия по лепке из пластилина, соленого теста, полимерной или обычной глины и т. д. Эти занятия развивают у детей творческие способности, воображение, образное мышление, чувство прекрасного. Кроме того, во время лепки у детей осуществляется развитие мелкой моторики, они расслабляются и избавляются от всевозможных фобий. После ручной лепки детский гончарный круг станет следующим этапом в освоении ребенком работы с пластичными материалами. Такие занятия обычно очень нравятся подростающему поколению.
Гончарный круг для детей точно так же можно изготовить самостоятельно или же купить готовый, благо, производители предлагают массу вариантов на любой вкус и кошелек.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:











Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».







